 CRT3-6轴抛光运动控制系统工件加工编辑方法及步骤
CRT3-6轴抛光运动控制系统工件加工编辑方法及步骤

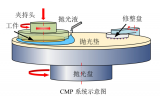
科瑞特DMC600系列是一款多功能的运动控制系统,主要应用于焊接、抛光、机械手等设备。实现多轴联动,多种插补,如:直线、圆弧、抛物线、螺旋线插补等。下面以3轴抛光示教系统为例,举例工件加工的编辑方法及步骤。图 1 是加工工件的运动轨迹。
P1 到 P14 这 14 个点是工件工艺动作要求:
1、开机运行磨机下降到位 P1 点(角度调整,磨机打开,速度,延时);
2、移动到 P2 点(延时);
3、磨机上升到 P3 点;
4、平移到 P4 点(角度调整);
5、磨机下降到 P5 点(延时);
6、移动到 P6 点(延时);
7、磨机上升到 P7 点(角度调整);
8、磨机下降到 P8 点(延时);
9、移动到 P9 点(延时);
10、磨机上升到 P10 点(角度调整);
11、移动到 P11 点(延时);
12、移动到圆弧中点 P12;
13、移动到圆弧终点 P13;
14、上升到 P14 点结束(磨机关机)。
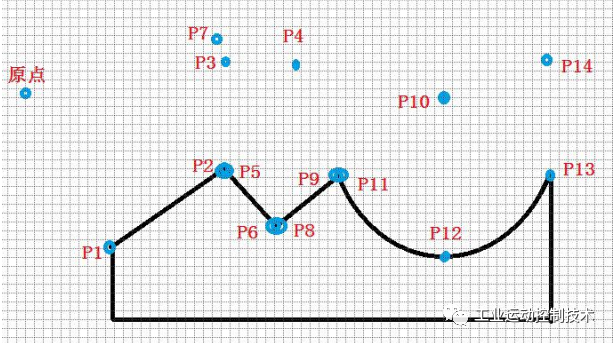
图 1
要加工一个工件,主要有两个步骤:
1、编辑工艺程序(也就是每个要移动的点位置的编辑);
2、轨迹采集(也就是磨片要走过的点路径)。
一、程序编辑
工艺编辑方法一:
首先,我们要知道要编辑的工艺有几个点(一般要加工的工件都会有草图,及各个点位置的说明),以图 1 为例:一共有 14 个点(P1 到 P14 个点)。
第一步我们可先这样编辑(点位的编辑)(如图 2,这是各个点没有设置延时的):
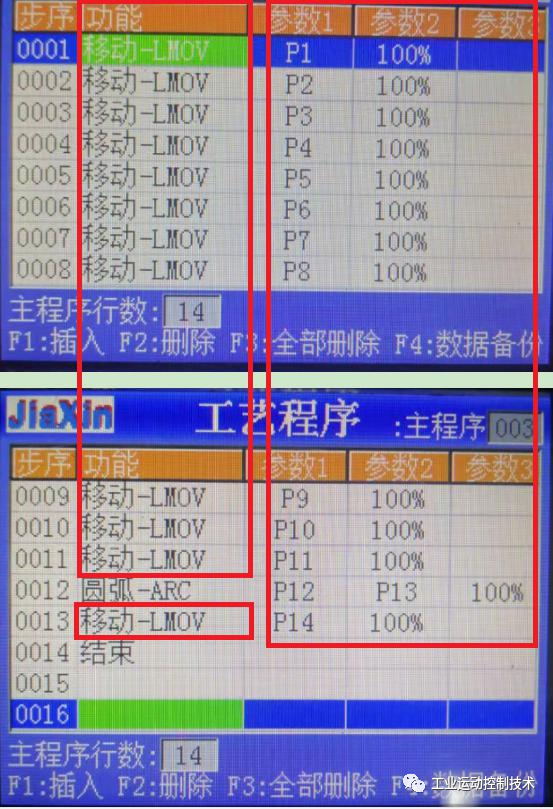
图 2
这样从 P1 走到 P14 点,这 14 点的编辑就完成了,每一点都不会漏。这样看来是不是很简单啊!一目了然。看图 2,你只要编辑“功能”这列,右边红框这些参数(P1 到 P14、100%)都不用手动编辑,自动生成。从图 2 可以看出一些规律:有没有注意到从 P1 到 P11 和 P14 点是不是都是走直线的呢?再看看“功能”这列,是不是都是选择“移动-LMOV”。所以记得,经过的点都是走直线的,功能这里都是选择“移动-LMOV”。走圆弧时 P12 中点“功能”这里选择是“圆弧-ARC”,P13 终点默认自动生成。
(记住:走圆弧时,圆弧中点“功能”这里选择的是“圆弧-ARC”,圆弧的终点自动生成,不用手动编辑)。
最后一步运行结束时,选择“结束”就完成整个运动程序的编辑。这样是不是很简单呢?
总结:编辑顺序:编辑 P1 点时,“功能”选择“移动-LMOV”,按“确定”键;编辑 P2 点时,换到第二行,“功能”选择“移动-LMOV”;......同样的方法一直到 P11 点。编辑到 P12 点(圆弧中点)时,“功能”选择“圆弧-ARC”,P13 点(圆弧终点)自动生成。编辑 P14 点时,“功能”选择“移动-LMOV”。最后一步结束时,“功能”选择“结束”。整个编辑完成。
第二步编辑(加入延时)(看你各个点的具体要求来编辑):
如果你要在 P1 点时,磨机打开,延时。你可以把光标移动到 P1 点下面的那行,按 F1 键插入,如图 3 所示。
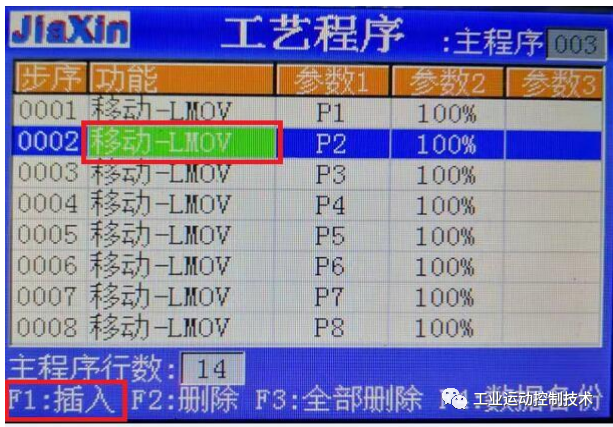
图 3
按 F1 键插入后,界面如图 4 所示,出现 P1 点下面这行是空白的。
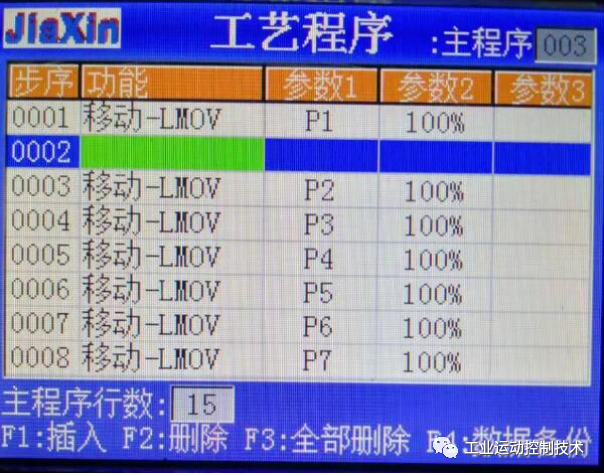
图 4
按“确定”键,选择“输出延时”,再选择“输出 B”,按“确定”。界面如图 5 所示。
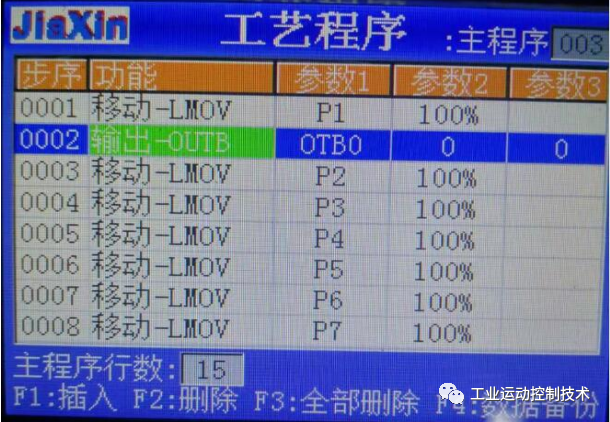
图 5
参数设置,如图 6 所示。
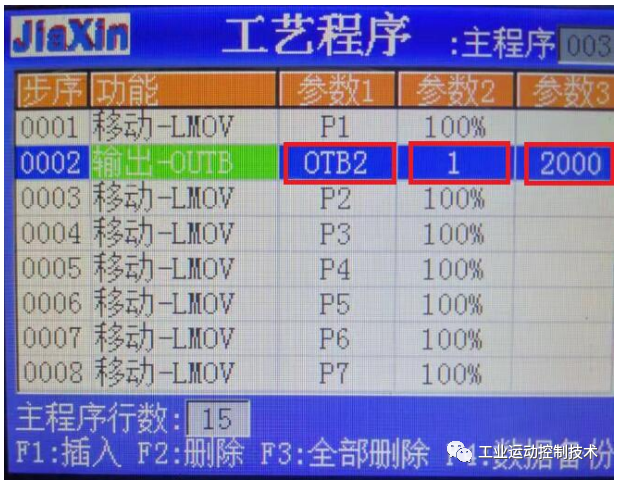
图 6
备注:
“参数 1”的“OTB2”:这个根据你设备的输出口接线的设置,你的设备是“2”,我们是写成“OTB2”。如果其他设备是“0”或“1”,我们就写成“OTB0”或“OTB1”。
“参数 2”的“1”:这个表示打开。如果关闭就写“0”。记住:“1”表示打开;“0”表示关闭。
“参数 3”的“2000”:表示延时 2000 毫秒(也就是 2 秒)。根据你的实际情况设置,比如延时 5 秒,就输入“5000”。
如我们要在 P2 点时加延时,把光标移动到 P2 点下面的那行,如图 7 所示。
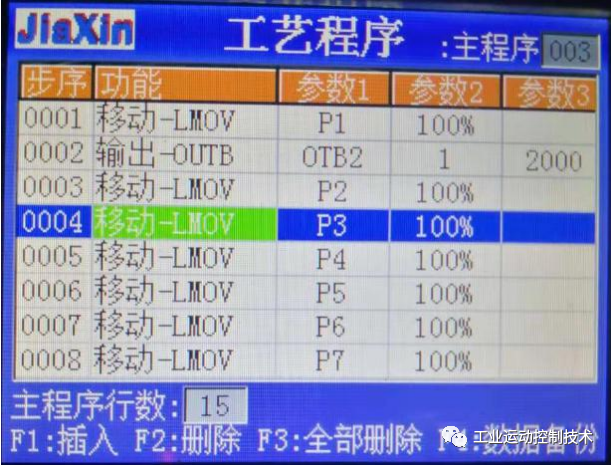
图 7
按 F1 键插入后,设置参数,如图 8 所示。
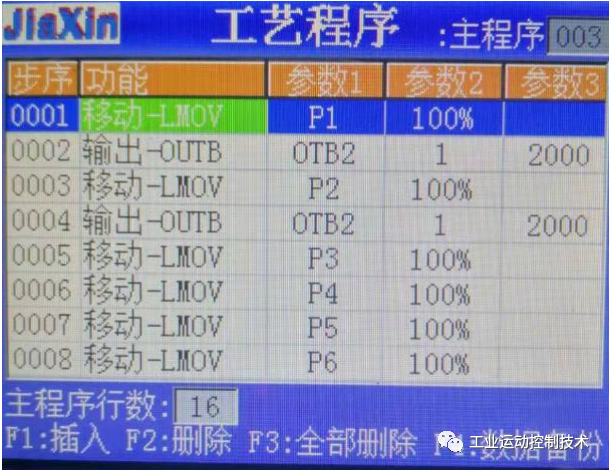
图 8
其他点位插入延时时,也是同样的操作。
工艺编辑方法二:
就是把每一点的移动、输出、延时,按顺序的一起编辑。
主要的问题是在编辑之前,肯定是要知道要编辑几个点,每个点有什么动作,这是每个操作工人最基本的要求。如果知道这些了,不管用什么操作系统,思路都很清晰,多一步少一步,都不是问题。
二、轨迹采集
轨迹采集就很简单了,把磨机移动到加工点 P1,按“L-IN”键记入,再按“确定”键;再移动到 P2 点,按“L-IN”键记入,再按“确定”键;......同样的方式移动 P14 点。整个运动轨迹就采集完成。
三、运行参数设置(根据实际的参数)、运行。根据您上次说的问题,我这里给您注明一下,请看图 9:
P1 点的这个红框区域,所有的参数是不是都在同一个界面上看得到呢,(到 P1 点的速度,输出打开,延时。如果你想要从原点到 PI 点的速度减慢一半,就把 100%改成 50%)。P2 点的也是一样,如果你想把从 P1 点走到 P2 点的速度提高一倍,就把 100%改成 200%。
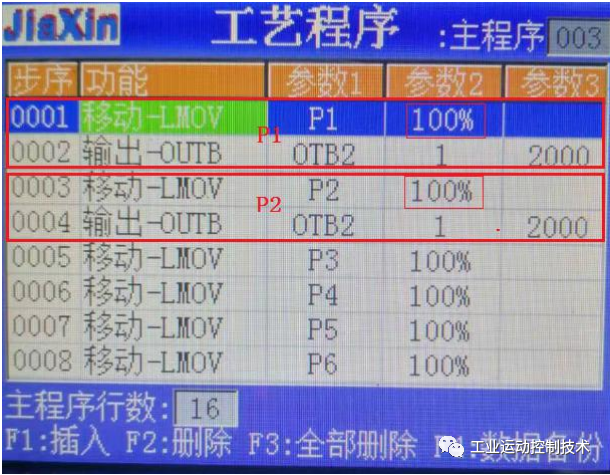
图 9
以下是根据图 1 的动作要求编辑出来的完整程序,如下图 10、图 11、图 12 所示:
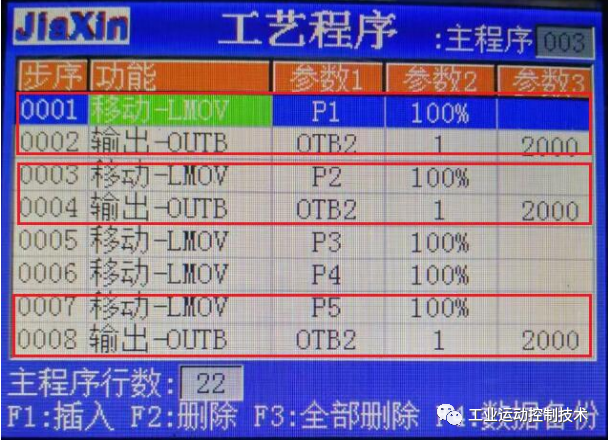
图 10
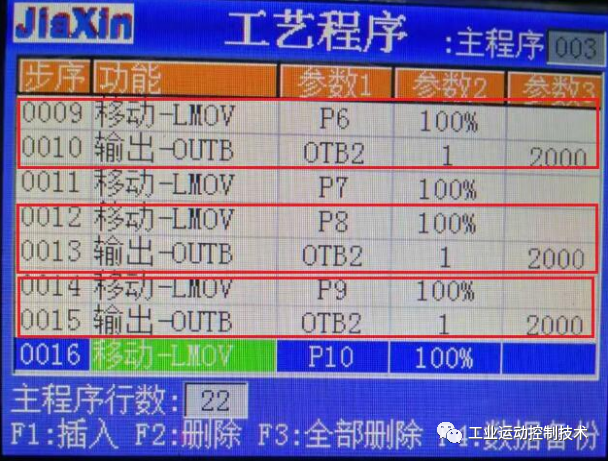
图 11
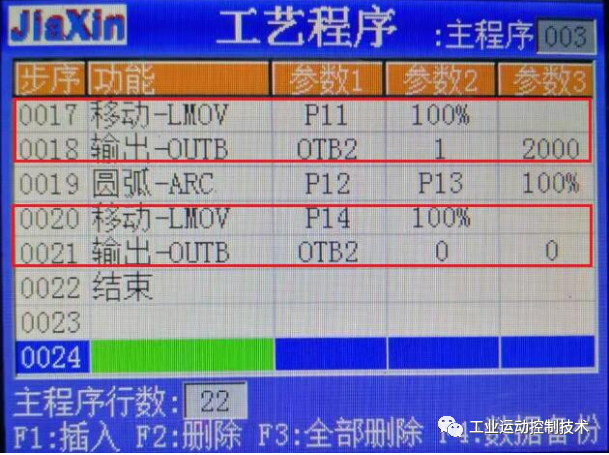
图 12
从图 10、图 11、图 12 所时,红框里面的点,是不是每个需要延时的点都在同一界面就可以看到呢。
-
控制系统
+关注
关注
41文章
6893浏览量
113541 -
设备
+关注
关注
2文章
4781浏览量
73265 -
运动控制
+关注
关注
5文章
792浏览量
34252
发布评论请先 登录
深度解析芯片化学机械抛光技术
微电机轴球面成型加工方法的探讨
运动控制轴和单轴控制区别怎么选?工业自动化工程师一文讲透!

降低晶圆 TTV 的磨片加工方法
Pea Puffer非球面:周长优化的非球面CCP抛光
运动场馆智慧照明控制系统
基于先进MCU的机器人运动控制系统设计:理论、实践与前沿技术

控制12寸再生晶圆双面抛光平坦度的方法有哪些?

硅抛光片的主要技术指标、测试标准及硅片加工参数的测量方法






 工商网监
工商网监
评论