 不锈钢中厚板的激光切割工艺
不锈钢中厚板的激光切割工艺

随着经济发展,不锈钢中厚板的应用领域越来越广泛,相关产品已广泛应用于机械制造、船舶制造、桥梁建造等行业。不锈钢厚板加工以激光切割为主,要实现高质量切割效果需要掌握一定的工艺技巧。
一般来说,中板是指厚度10.0-25.0mm的钢板,厚度25.0-60.0mm的称为厚板,厚度超过60.0mm的为特厚板。
激光切割厚板优劣的标准
1.粗糙度
激光切割断面会形成竖直的纹路,纹路的深度决定了切割表面的粗糙度,纹路越浅,切割断面就越光滑,纹路越深,断面则越粗糙。纹路越浅,切割质量就越高。
2.垂直度
对于厚钣金来说,切割边缘的垂直度是非常重要的。远离焦点时,激光束变得发散,可能导致切缝上下宽度不一致;切割边缘偏离垂直线过多,会导致工件不够标准,难以使用;边缘越垂直,则切割质量越高。
3.切割宽度
切割宽度决定轮廓的内径,在实际切割时,需要调整参数,对切割掉的材料进行补偿,以保证工件为所需要的尺寸。
4.纹路
高速切割厚板时,熔融金属没有由垂直激光束下方的切口里喷出,反而在激光束偏后处喷出来。这样就会在切割边缘形成弯曲的纹路。解决这个问题,需要在切割加工结尾时降低进给速率,这样可以大大消除纹路的形成。
5.毛刺
毛刺的有无及多少是决定激光切割质量的一个非常重要的影响因素,毛刺的去除需要额外的工作量,这些都会计算在时间和人工成本里。所以,有无毛刺,是判断激光切割是否合格的基础标准。
6.热影响区域
热影响区域指的是内部结构发生变化的区域的深度。激光切割中,切口附近的金属区域被加热,这可能会导致金属的结构发生变化。例如,一些金属会发生硬化。
7.变形
如果切割使得部件急剧加热,它就会变形,精细加工中这一点尤为重要。控制激光功率以及使用短激光脉冲可以减少部件变热,避免变形。
激光切割不锈钢厚板的工艺要求
1.喷嘴选型
喷嘴直径大小决定了进入切口的气流形状、气体扩散面积、气体流速,从而影响了熔融物去除、切割的稳定情况。进入切口的气流量大、速度快、工件在气流中的位置恰当,喷射去除熔融物的能力越强。不锈钢越厚,喷嘴应使用越大,比例阀设置越大,增大流量,才能确保压力,才能切割出正常断面效果。
规格:喷嘴的规格在这里主要指端部孔径,以Precitec的切割喷嘴为例,其孔径从1.5mm到5.0mm。孔径的选择主要同切割功率有关,功率越大,产生的热量就越多,就需要越大的气量。当我们切3mm以下的板材时,一般选用2.0mm孔径的喷嘴;切3mm到10mm的板材时,选用3.0mm的喷嘴,切10mm以上的板材时,就要用到3.5及以上的喷嘴了。
单双层喷嘴:一般来说,氧化切割(辅助气体是氧气)用双层喷嘴,熔融切割(辅助气体是氮气)用单层喷嘴。但有些激光器有专门的说明,用单层还是双层,这种情况下,就按激光器说明书操作。

2.辅助气体选择和气体纯度
不锈钢激光切割加工中经常会用到各种辅助气体,例如氧气、氮气、空气等,使用不同的气体类型,切割断面的效果不同。氧气是黑色断面,空气为淡黄色,氮气可保持不锈钢原色不被氧化。不锈钢切割以氮气为首选辅助气体。
3.焦点位置
焦点不一样,所能切割的厚度、材质、品质也不一样,切割不同的材质和厚度,都需要调节成不同的焦点。切割前,测量出实际零焦点,以零焦点为基准才能够进行切割工艺参数的测试和分析,不锈钢切割以负离焦为主要工艺选择方向。
4.激光频率调整、脉冲占空比对切割质量的影响
频率变化对不锈钢厚板切割的影响:
频率从500-100Hz范围减小,切割断面效果变细腻,分层慢慢改善。频率设置到100Hz时,无法切割,反蓝光。通过频率的改变,找出最佳频率范围。为确保最佳切割断面,必须保证脉冲次数与单脉冲能量完美匹配。
-
激光
+关注
关注
21文章
3707浏览量
69820 -
机械
+关注
关注
8文章
1771浏览量
43995 -
切割
+关注
关注
0文章
120浏览量
16387
发布评论请先 登录
不锈钢视觉检测:表面瑕疵检测的关键技术

激光焊接机在焊接法兰的工艺流程

激光焊接机在焊接罐体的工艺流程

激光焊接机在焊接仪表外壳的工艺流程

SMT钢网设计指南:让锡膏精准落位的秘密
激光焊接技术在焊接导管和电极丝工艺中的应用

激光焊接技术在焊接磁力泵工艺中的应用

SMA连接器公头:不锈钢 vs 黄铜壳体材质深度对比

机器人加装Sycotec 4060 ER-S电主轴,破解不锈钢去毛刺难题
SMA连接器公头:不锈钢 vs 黄铜壳体材质差异对比

激光焊接技术在焊接制冷配件工艺中的应用

激光焊接技术在焊接法兰工艺中的应用

共聚焦显微镜观测:纳秒激光制备超浸润不锈钢表面机械耐久性研究

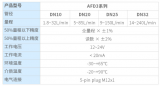
奥松电子推出AFD3系列不锈钢涡街流量传感器



评论