 机床砂轮修整应用实例:砂轮如何修整恢复高精度
机床砂轮修整应用实例:砂轮如何修整恢复高精度

砂轮在使用过程中会随着磨削而不断消耗,棱角随着时间的增长会逐渐磨圆变钝,轮廓也会发生改变,这样不能保证加工所需要的形状精度和表面粗糙度。或者在磨韧性材料时,磨屑常常嵌塞在砂轮表面的孔隙中,使砂轮片表面堵塞,最后使砂轮片丧失切削能力。因此需要及时而正确地对砂轮进行修整,以便恢复砂轮的形状精度以及磨粒的锋利度,这是提高磨削效率和保证磨削质量不可缺少的重要环节。
砂轮修整一般采用固定修整工具或是采用旋转修整工具这两种方式。为了提高修整精度,一般会采用带传感器的系统,这些传感器集成在修整主轴里,和数据处理与判别系统相连接。
 砂轮修整系统
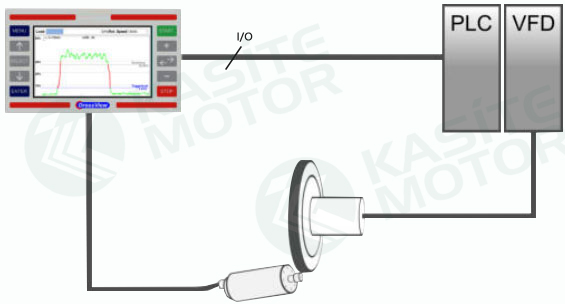
砂轮修整系统DressView®系统是一个全新的砂轮修整系统,它采用了独特的工作方式。它不再需要任何传感器,但是也能满足1μm的精度要求,具有和带传感器的系统一样的工作范围。
DressView®系统和驱动修整主轴的变频器一起工作,主轴外径的尺寸范围在33mm和60mm之间,功率可达3KW。
系统优势
成本低:低廉的采购成本和较低的后续维护成本
效率高:操作简单,修整效率高,时间成本节约高达50%
精度高:表面质量和精度稳定,工作精度可以达到1μm
状态稳定:受干扰可能性低
选择自由:可以使用普通的电主轴
量身定制:根据客户需求,速科德Kasite提供“量体裁衣”式服务,专注更专业
三种组合形式
 砂轮修整三种组合方式
砂轮修整三种组合方式修整砂轮用高速电主轴
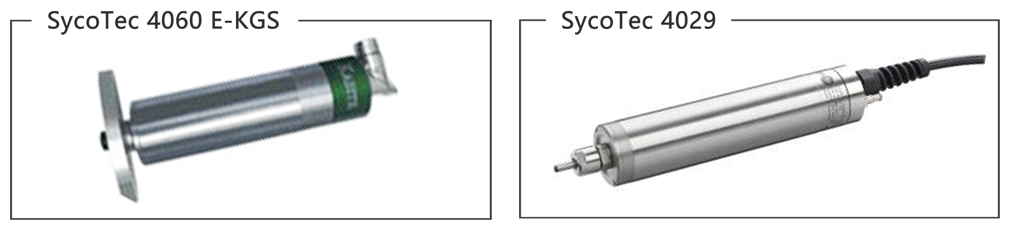 修整砂轮用高速电主轴
修整砂轮用高速电主轴砂轮修整应用实例
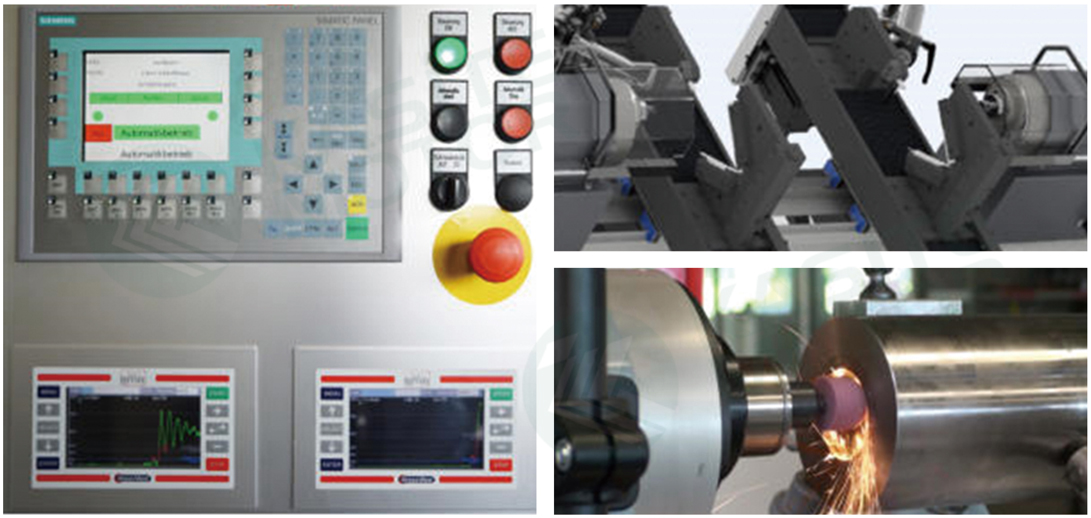 砂轮修整应用实例
砂轮修整应用实例文章来源:速科德电机科技
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
砂轮
+关注
关注
0文章
10浏览量
3806
发布评论请先 登录
相关推荐
热点推荐
机床精度,蔡司丈量——蔡司邀您亲临2026 CCMT
展会速览 上海新国际博览中心 蔡司展位W3馆-B001 时间:2026.4.21 - 4.25 坐标测量 精度,从源头把控 ZEISS PRISMO ——高精度测量,为机床主轴而生 全陶瓷横梁,主动式测头技术 为

单槽地轨 vs 高精度地轨:差的不只是精度
拥有两条或以上T型槽,可同时安装多个定和位装置,适合需要多方向固定或高精度对位的复杂场景。
典型应用场景:
汽车零部件自动化装配线:在变速箱、底盘等部件的批量生产中,地轨作为生产线基准导轨,配合AGV
发表于 04-04 11:30
Oracle数据库ASM实例无法挂载的数据恢复案例
一个Oracle数据库故障表现为ASM磁盘组掉线,ASM实例无法挂载(mount)。数据库管理员自行进行简单修复,未能成功,随后联系北亚数据恢复中心恢复数据。

IMU P/N 470-4959在卡特彼勒挖掘机和平地机坡度控制中的应用
IMU P/N 470-4959通过6轴惯性测量数据,为卡特彼勒挖掘机和平地机提供高精度坡度控制。该传感器具备抗振动、宽温域工作特性,可实时监测设备姿态,自动调整铲斗轨迹与刮刀横坡,有效提升边坡修整与精平作业的精度与效率,保障复

聚焦飞创高精度直线模组在数控机床中的核心优势
数控机床作为工业制造的“母机”,其加工精度、效率与稳定性直接决定了高端装备的制造水平。直线电机模组作为一种将电能直接转化为直线运动机械能的电力装置,以其高精度、高速度、高效率及结构紧凑等优势,在

零机床配置改动!SycoTec数控机床高速电主轴革命性升级方案来了
在现代制造业中,数控机床的性能对于生产效率和产品质量起着决定性作用。随着工业4.0和中国制造2025的推进,市场对高速度、高精度机床的需求日益增长,传统数控机床在加工速度和

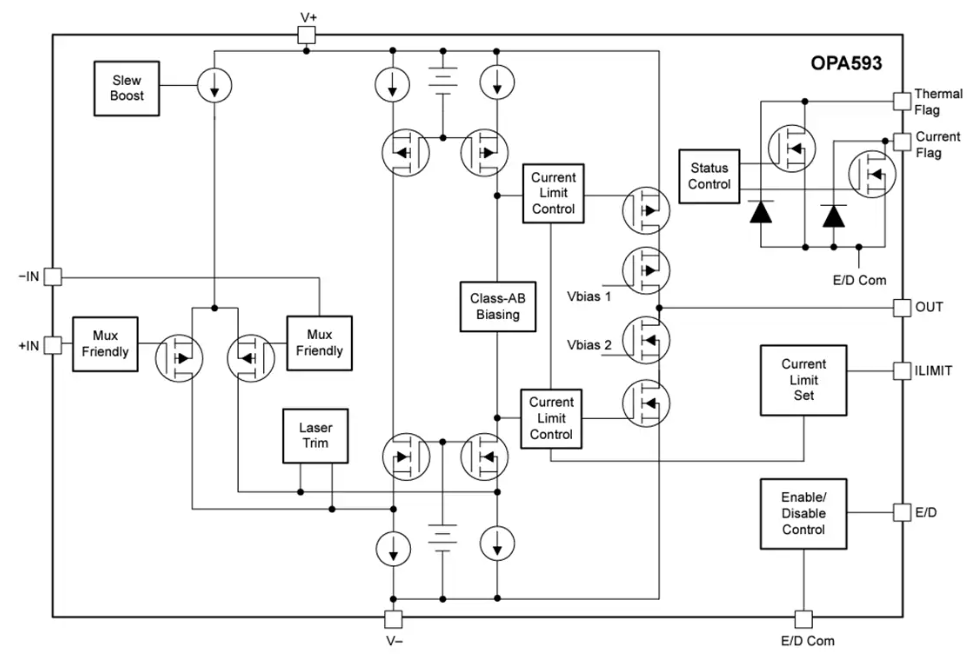
高精度功率运算放大器OPA593的技术解析与应用指南
Texas Instruments OPA593精密运算放大器(运放)是一款高电压 (85V)、高精度、宽带宽 (10MHz)、高输出电流 (250mA)、单位增益稳定、功率运算放大器。OPA593
三坐标测量仪高精度全维度测量复杂机床部件
、精度衰减甚至早期失效。三坐标测量仪作为精密测量领域的核心装备,能精准捕捉各类机床部件的尺寸公差、形位公差等关键参数。复杂部件的高精度全维度测量机床部件形态多样、结
CNC数控散热器生产:高精度制造赋能散热解决方案
复杂结构与高效散热的双重需求。 CNC技术的核心优势CNC数控加工通过预先编程的指令控制机床动作,实现材料的高精度切割、铣削、钻孔等操作。相较于传统工艺,CNC技术具备三大优势:一是加工精度高,可稳定控制误差在微米级;二是
什么是机床轴承如何安装
机床轴承是机床主轴和各传动部件中的关键支撑元件,用于支撑旋转轴并承受各种载荷,确保机床具有高精度、高刚性和良好的运转性能。 主要类型 1. 滚动轴承 - 深沟球轴承:适用于高速
微电机轴球面成型加工方法的探讨
和砂轮的运动关系,导出成型砂轮的砂轮形线的数学模型。为微电机轴球面的加工工艺建立和成型设备制造提供参考。
纯分享帖,需要者可点击附件免费获取完整资料~~~*附件:微电机轴球面成型加工方法的探讨.pdf
发表于 06-24 14:07
探索直线电机模组实现高精度的四大要素
数控机床的精密铣削,再到医疗器械的精准操作,高精度的直线运动需求无处不在,直线电机模组如何实现高精度这一话题也备受关注。直线电机模组的精度主要涉及分辨率、定位


磁性编码器非线性误差补偿及在重型机床高精度伺服控制中应用
重型机床加工精度面临磁性编码器非线性误差挑战,误差来源包括磁栅刻划误差、磁头偏心及温度漂移。创新补偿技术如双读头差分、智能算法及双反馈系统,将定位误差控制在微米级,推动国产编码器技术从跟跑到并跑。
螺杆支撑座:数控机床高效稳定运行的关键支撑
螺杆支撑座广泛应用于数控机床的各个部件,如主轴、工作台、刀库等,用于支撑和固定滚珠螺杆,确保机床的高精度和高稳定性。



评论