 松下CM602生产线效率与效益提升改善报告(2023精华版)
松下CM602生产线效率与效益提升改善报告(2023精华版)

贴片机的实装动作都是通过我们编写的程序实现的,而贴片程序编制的好坏,将直接影响生产线(即设备)能力的发挥。那么作为编程人员,为了使贴片程序能最大限度的发挥出设备的贴装性能,需要掌握哪些技巧呢? 本篇我们就以接受过松下 CSE 诊断咨询服务的一家客户(以下简称 X 工厂)的实际案例,来说明贴装程序优化的思路和方法。生产观察、课题抽出我们在 X 工厂选择产量大、生产周期长,且具有代表性的机种作为分析和改善的对象。首先,了解代表机种生产的线体配置和贴片 Cycle Time(生产节拍)的情况(如图 1)。从收集到的数据中我们可以计算出线平衡为:42/60.5*100%=69%;CM602-1 的 CPH 为 48,853 点/小时,CM602-2 的 CPH 为 21,967 点/小时。
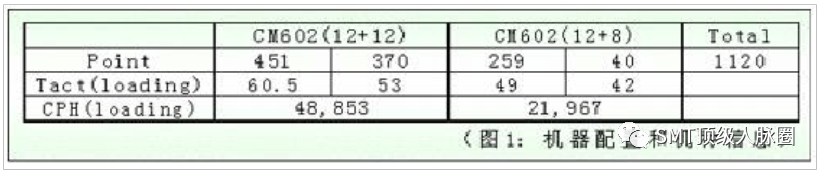
图 1:改善前 X 工厂机器配置、机种 Cycle Time 和 CPH 信息
通过我们在现场的连续贴装观察,发现了以下问题点:料架的排列分布不合理导致吸嘴的同吸率不高,一次元件吸着存在两次识别的情况,基板 Mark 点识别顺序不合理。
同时,通过编程电脑对程序进行了诊断,也发现了其他的一些问题点:无源元件没有开启无极性判别功能,编辑元件只设置单个型号吸嘴,用量大的元件没有进行元件拆分。
根据以上观察发现的问题点,松下 CSE 人员与 X 工厂的编程人员进行了沟通,发现他们对于设备的机构和动作行程不明确,在编写时,对于程序的手动优化无清晰的概念,以及对于如常规元件可添加的吸嘴型号无标准,工厂对于程序优化的结果也无明确的要求。
课题分析、改善提案
针对以上问题点,接下来我们逐一进行分析并提出相应的改善提案:课题一:料架分布不合理,导致吸嘴的同吸率不高
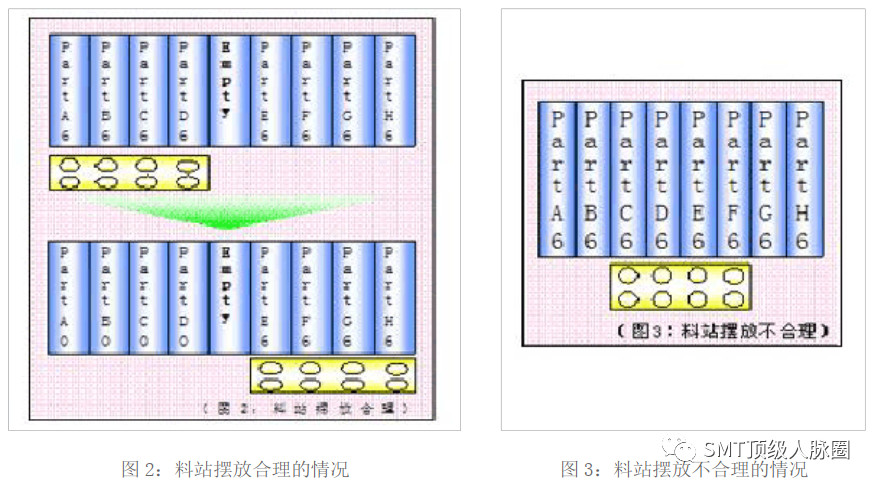
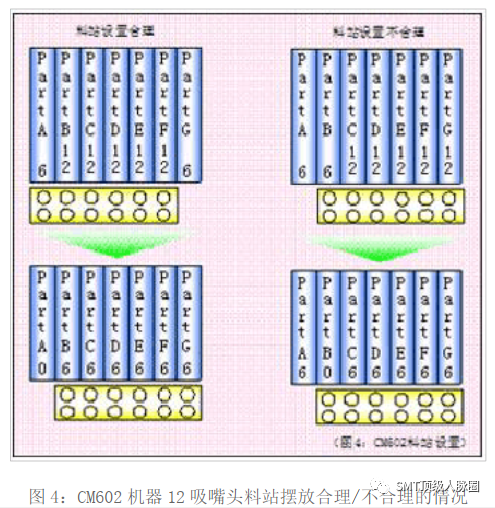
分析:CM602 设备 12 吸嘴的间距为 10.5mm,8 吸嘴的间距为 21mm,Double Feeder 上 L/R 的间距也为 10.5mm,所以当料架设置合理并符合同吸要求时,机器就会同时吸着,从而减少移动和吸料时间。以8 头为例(如图 2),吸嘴头首先吸完 A-D 站的 6 颗料,接着再吸 E-H 站的 6 颗料。当设置不合理时,编程人员未手动设置空料站时,就会增加 Head 移动的时间(如图 3),吸嘴头首先会吸取中间料架的料,最终再吸取两边剩余的料,这样就会增加 Head 移动时间,并导致贴装时间延长。同样在 12 吸嘴头时,也要对料盘相应的设置来提高同吸率(如图 4)。另外在料站位置摆放时尽量靠近 7 至 20 站,这个位置距离相机最近,减少头部行程。
改善提案:对编程人员进行设备机构的教育训练,掌握与编程相关的设备知识。如设备贴装头之间的间距,料架与料架的间距,减少贴装头移动距离的方法,同吸时相邻元件是否有厚度差要求等。在接受培训后要在程式编写规定中添加高速机 CHIP 元件的同吸率要求(如同吸率 85%以上),以保证优化的效果。(程式同吸率在 PT 编程电脑中的解析工具进行查看)
课题二:一次元件吸着存在两次识别
分析:CHIP 元件设置的 REF 值不一致,存在反射和透射认识两种方式,导致两次识别(如图 5)。
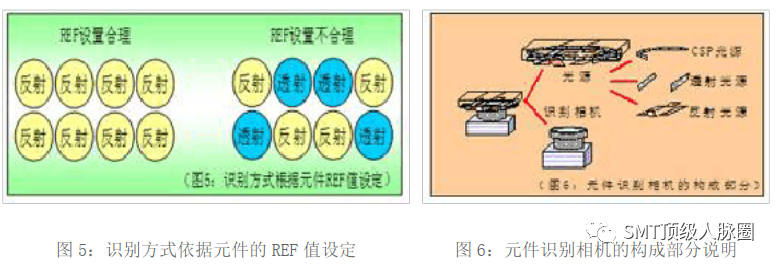
改善提案:制定元件 REF 值识别模式参考表,编程人员需熟练掌握不同 REF 值的识别方式,优化时可合理摆放料架位置,统一把相同识别方式的元件放在同一 Table 或是设置元件分开吸取,减少两次识别时灯光切换和识别的时间(如图 6)。
课题三:基板 Mark 点识别顺序不合理
分析:编程人员不清楚基板 Camera 移动轨迹会造成贴片时间上的损耗。目前的设置是识别相机在识别 Mark 时,先识别右下角,后识别左上角,再返回至第一 Mark 附件贴装。我们知道生产中每块基板贴装完毕后,Table1&3 的基板相机都是移动并停留在第一 Mark 的位置,而移动到第一识别位置的时候,也是基板传入的时间。而我们根据第一点的贴装位置更改识别顺序,就可以减少 Head 头移动的距离缩短时间(如图 7)。
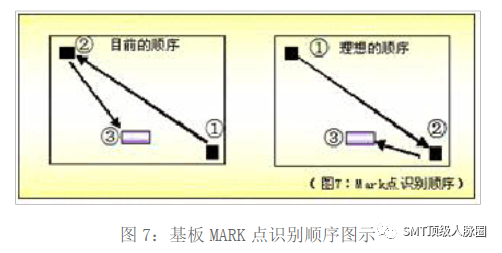
改善提案:对不同基板需实际观察 Mark 识别的顺序与贴装是否合理,特别是大基板生产时,要选择合理基板识别顺序,减少无效移动时间。
课题四:无源元件没有开启无极性判别功能
分析:对于无极性元件,在程式编辑时,需开启此功能(如图8)。在贴装过程中,可减少或避免 Head 角度旋转的时间。
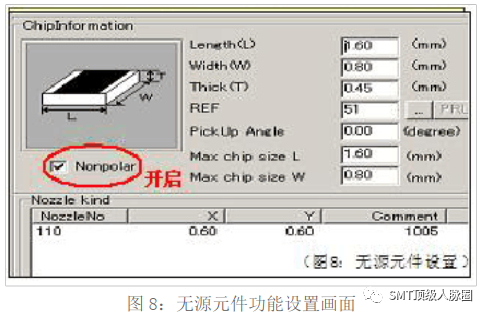
改善提案:编程人员在元件库编写时对于无源元件需开启此功能,并确认元件库中所有无源元件,同时在程式编写规定中添加此要求。
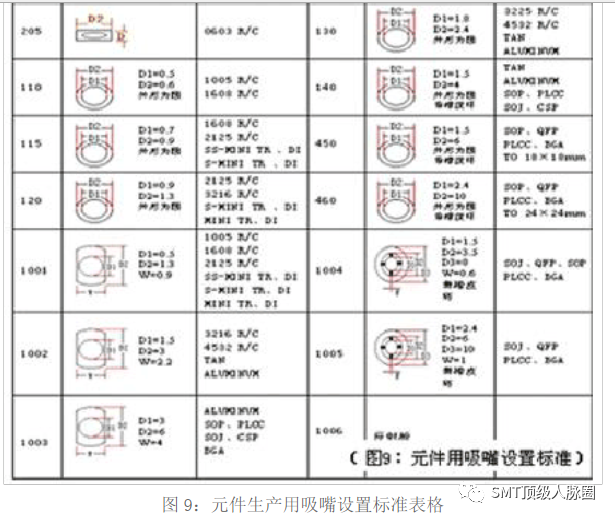
课题五:编辑元件时只设置单个型号吸嘴
分析:元件在选用吸嘴时可同时配置高速机贴装的吸嘴和泛用机贴装的吸嘴,并且可添加符合元
件吸着、贴装要求的多个型号吸嘴。这样可减少程序优化时间和优化平衡。
提案:建立起符合厂内元件要求的吸嘴添加标准文件,在编程时可按照此要求对元件添加生产用吸嘴(如图 9)。同时用于吸着、贴装元件的吸嘴需经过实际生产确认,要在保证品质的情况下才可考虑生产性。
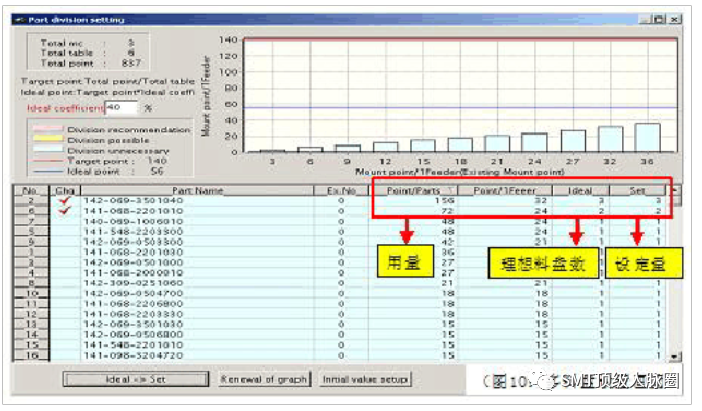
课题六:用量大的元件没有进行拆分
分析:贴片时,元件逐个吸取,导致贴片时间长。对用量大元件进行多盘设定,并设置在同一 Table的相邻几站,提高同吸率,并且在结工单,料盘不够时,无需移动站位,机器会自动到有料的一站吸取。
提案:在程序编辑时,对用量大,优化时会产生瓶颈的,或同吸率低的情况下,设置多料盘(如图 10)。设置的数量可根据程序提示,也可自行修改。同时对于多料盘设置的要求需在程式编写规定中制定。(如多料盘设置最多可设置三盘,需同一 Table 相邻几站等)
以上就是针对 X 工厂程序优化方面发现的问题点提出的改善提案。同时在程序优化时对另外的几个方面也需要考虑:
1. 贴装的元件厚度要从低到高,可减少贴装时元件上下移动的时间。
2. 对于同吸率高的 Table 可设置在后侧,因为当固定边在前侧时,后侧的Y 轴移动距离比前侧长,通过同吸来弥补 Y 轴的移动时间。
设置贴装(turn)来回数时尽量一致。优化时 Table2&4 可以设置多一个来回,因为 Table1&3 要对基板 Mark 做识别(可视为一个来回)。
总结改善成果
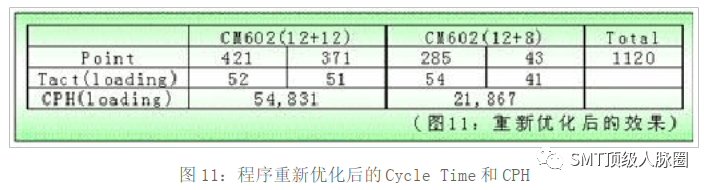
通过对程序的重新优化,Cycle Time 从 60.5s 提升到了 54s(如图 11),Cycle Time 提升了 10.7%,线平衡达到了:41/54*100%=76%;CM602-1 的 CPH 为 54,831 点/小时,CM602-2 的 CPH 为 21,867 点/小时。
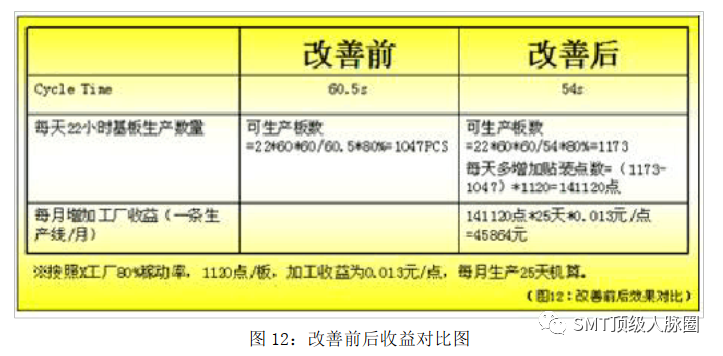
再通过优化前后对比(如图 12),一条生产线每月可为 X 工厂增加 45,864 元的收益,效果非常明显。
在给 X 工厂带来直接收益的同时,也建立起了程序优化的标准。编程人员根据这个标准对工厂内所有的程序进行重新优化,降低了贴片程序的 Loss 率,从而提高了生产线的效率。
备注:工厂在判别程序是否为最优化时,通常用线平衡、CPH 以及单点贴装时间。单点的贴装时间的计算方式为:Mark 点识别完毕后元件开始贴装到最后一点贴装完毕的时间/贴装点数。对计算出的单点贴装时间与标准指标进行比对,判定程序优化的程度,并可确认是否有再优化的空间。
审核编辑 :李倩
-
贴装
+关注
关注
0文章
95浏览量
17331 -
编程
+关注
关注
90文章
3709浏览量
96817
原文标题:【干货】松下CM602生产线效率与效益提升改善报告(2023精华版),你值得拥有!
文章出处:【微信号:SMT顶级人脉圈,微信公众号:SMT顶级人脉圈】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
动力电池组半自动生产线:工艺优化与效率提升的核心路径
同惠TH2838自动LCR测试仪如何提升PCB产线效率

柔性装配生产线真的比人工生产线要好吗? 在工业4.0时代,

工业网关助力生产线数据采集实现高效生产管理方案

优化汽车点焊生产线,提升制造效率与质量
光电测径仪是如何应用在石油套管生产线的?

现代汽车暂停部分电动汽车生产线
如何选择SMT生产线





 工商网监
工商网监
评论