 西门子1500与75台200smart以太网通讯,大神是怎么做到的?
西门子1500与75台200smart以太网通讯,大神是怎么做到的?

工作中遇到 wincc 需要与 75 个 S7-200SMART 通讯,每个 S7-200SMART 需要有 1200 多个字 节传给 wincc。经过与西门子工程师分析讨论做出如下方案:wincc 选用 wincc7.2+upd13,然后选择一台 S7-1500 CPU1511-1PN 做主站,S7-1500 使用 S7 通讯(put,get 指令)与 S7-200SMART 通讯。因为 S7-1500 CPU1511-1PN 的 s7 连接资源只 有 54 个,而我们需要通讯的 S7-200SMART 有 75 个,所以选择 1500 与 54 个 S7-200SMART 通讯,然后选择其中的21台s7-200smart通过PUT/GET指令与另外剩余的21台S7-200SMART 通讯然后再传给 S7-1500。
以下为过程:
01
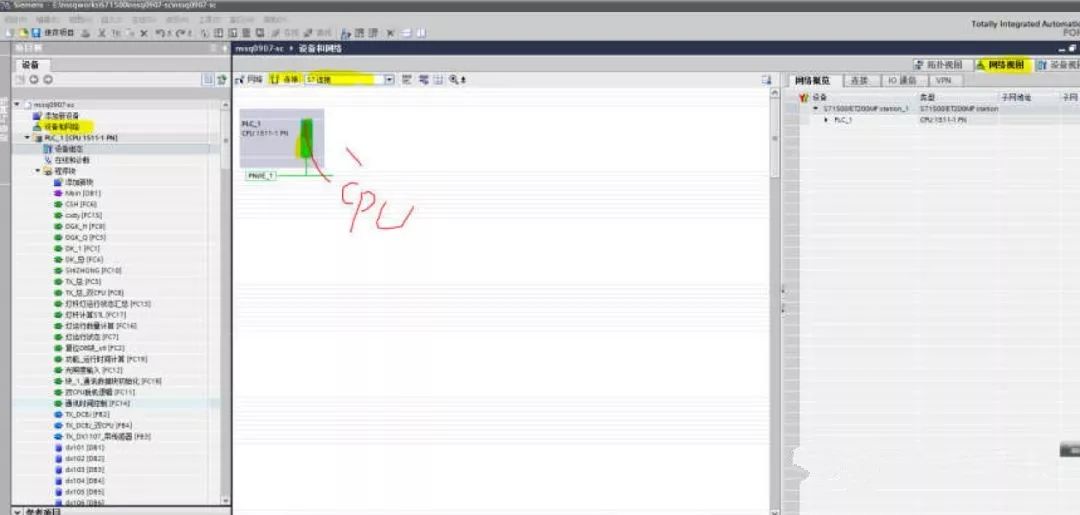
1、TIA 软件中需要做的项目内打开设备和网络,选择“网络视图”点选“连接”选择“S7” 。
点击 CPU 以太网口,右键属性,设定 PLC 的 IP 地址。
02
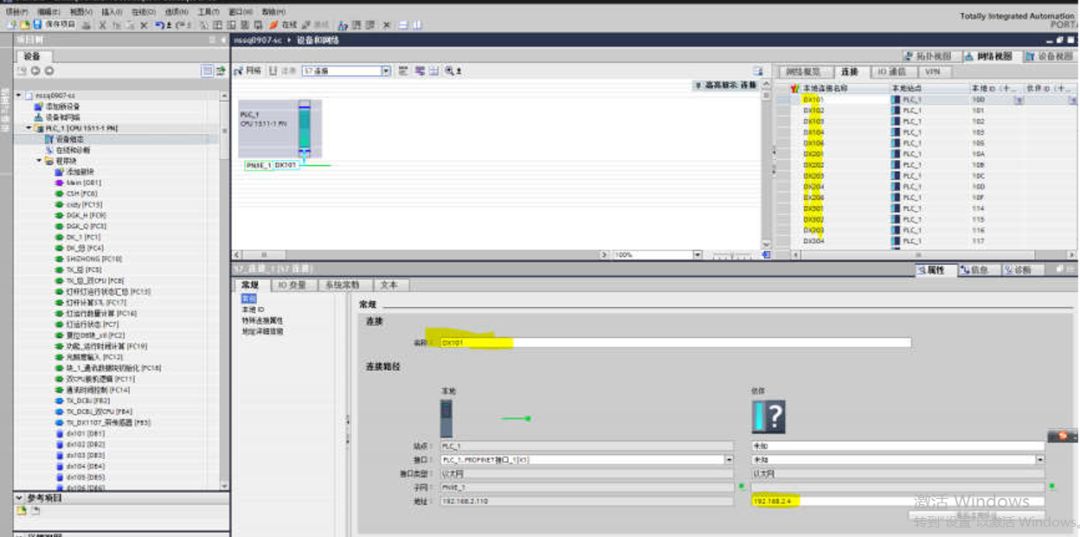
2、右键 PLC,选择“添加新连接”,选择添加,需要与多少 PLC 通讯就添加多少个,软件会 自动分配 PLC 的本地 ID 地址,这个地址很重要,后面用 PUT/GET 指令的时候需要用到这个 地址。然后定义每个连接的属性。属性中要定义 IP 地址,需要与主 PLC 在一个网段,为了 好区分和直观,还可以自己定义连接名称。这样连接就完成了。
03
3、以上完成后,组态部分就完成了。为了通讯,我们还需要在程序里面对需要传递的数据
做 GET/PUT 程序。
04
4、对于同一个 S7 连接子站的 GET/PUT 指令,同一时间只能触发一个,如果一个指令没有 完成,触发了另外一个指令,则会报错;但是对于不同 S7 连接子站的GET/PUT 指令则没有 这样的要求,之间不会有干扰和联系。
05
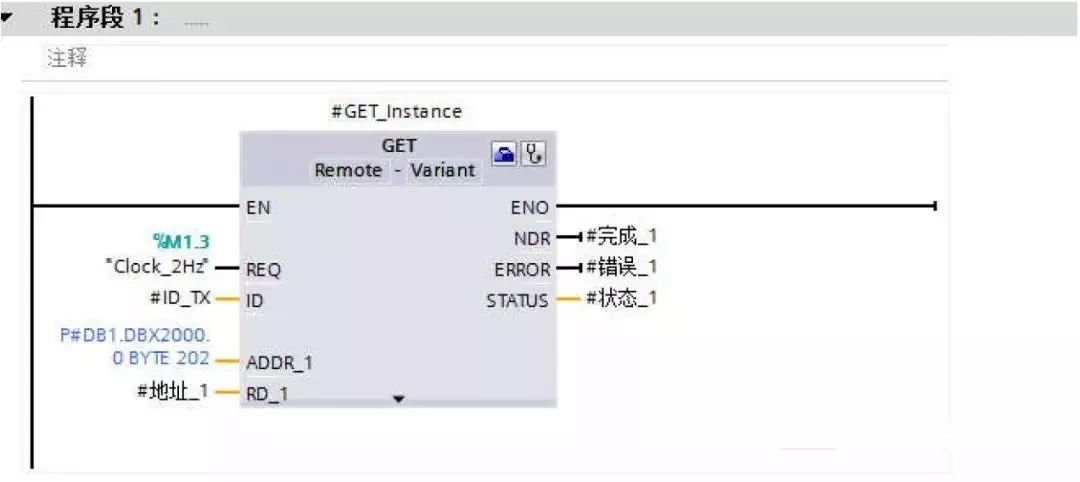
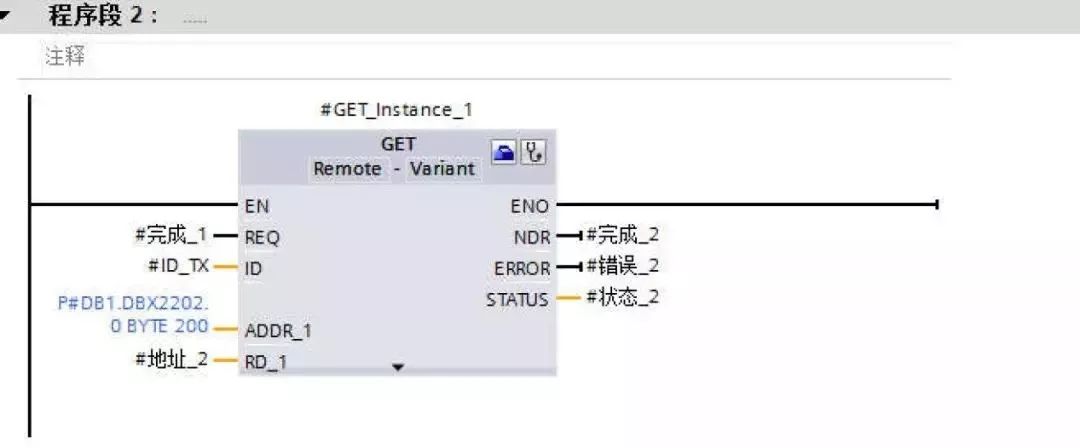
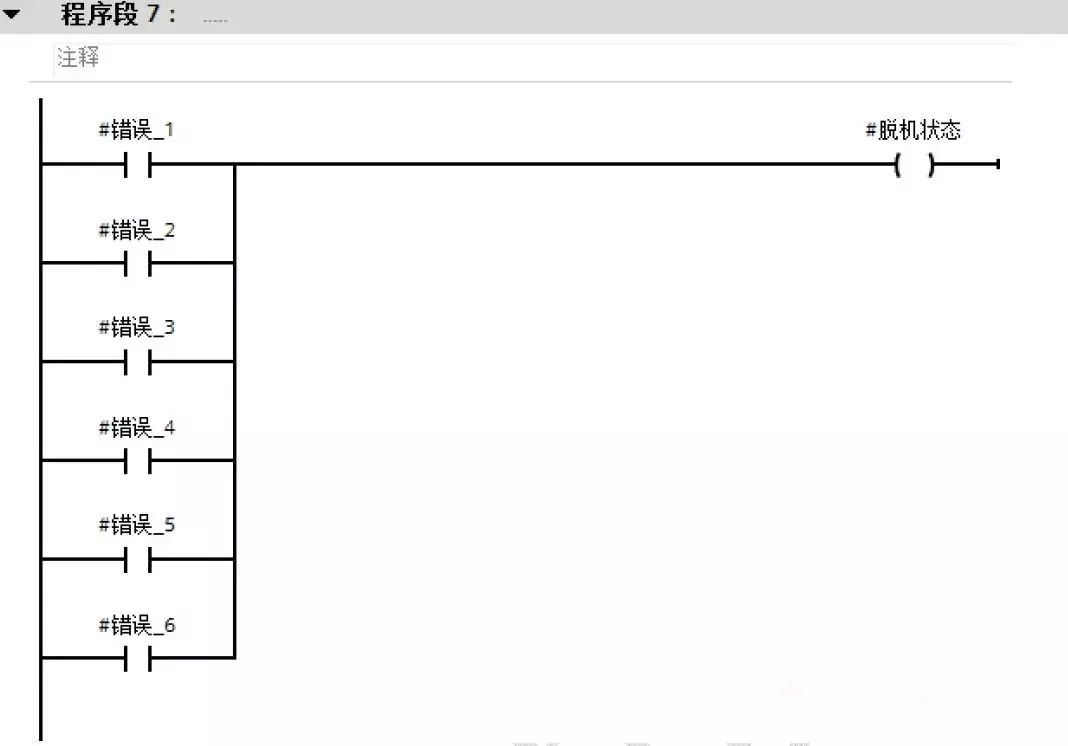
5、由于每一个 S7 连接传递数据在 1200 字节左右,但经过试验,每条指令最多能传递 220 个字节,传递字节超过这个数量,则指令会报错。所以我一个 S7 连接用了 5 个 GET 指令, 1 个 PUT 指令(其中 21 个站还通过GET/PUT 指令读取了另外 21 个站的数据,所以这 21 个 站与主站的通讯数据是正常的二倍,所以是 10 条 GET,2 条 PUT)。其中第一条指令由系统状 态 M1.3“clock—2HZ”触发,然后第一条指令的完成位触发第二条指令,第二条指令的完成 位触发第三条指令,以此类推。最后让所有的错误位置位一个脱机状态,有错误位则认为脱 机,数据不可用。
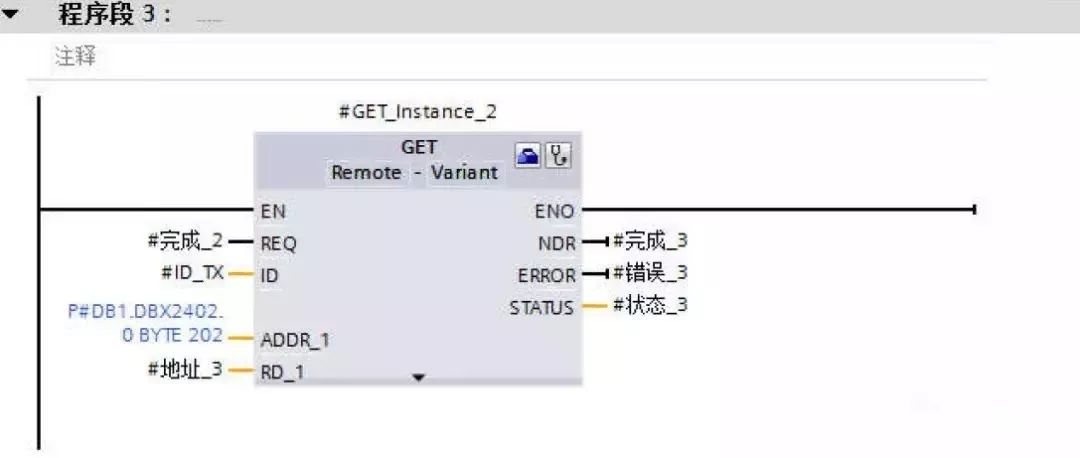
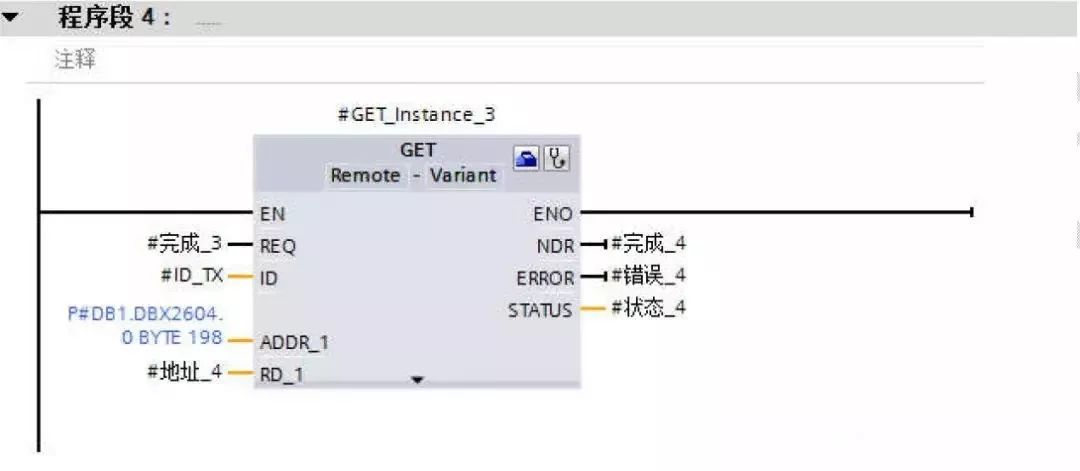
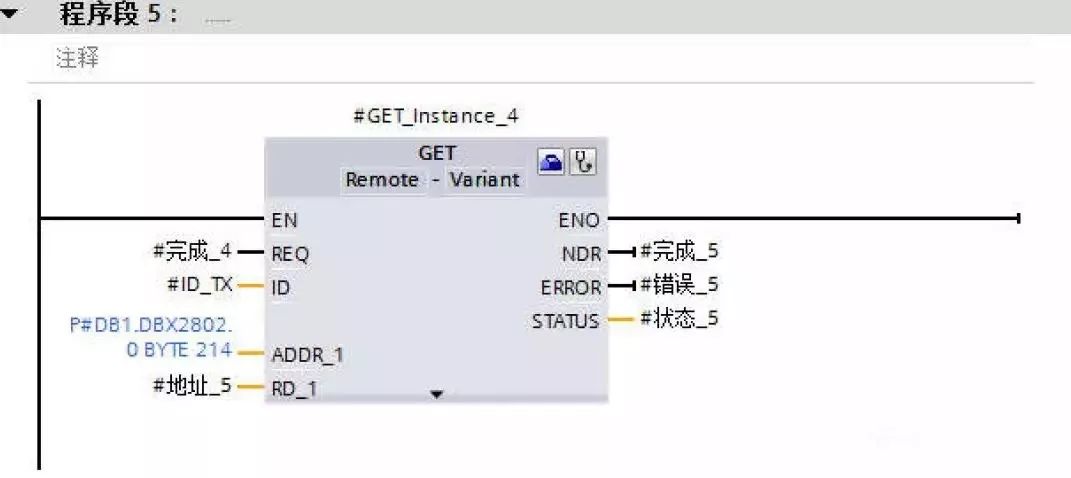
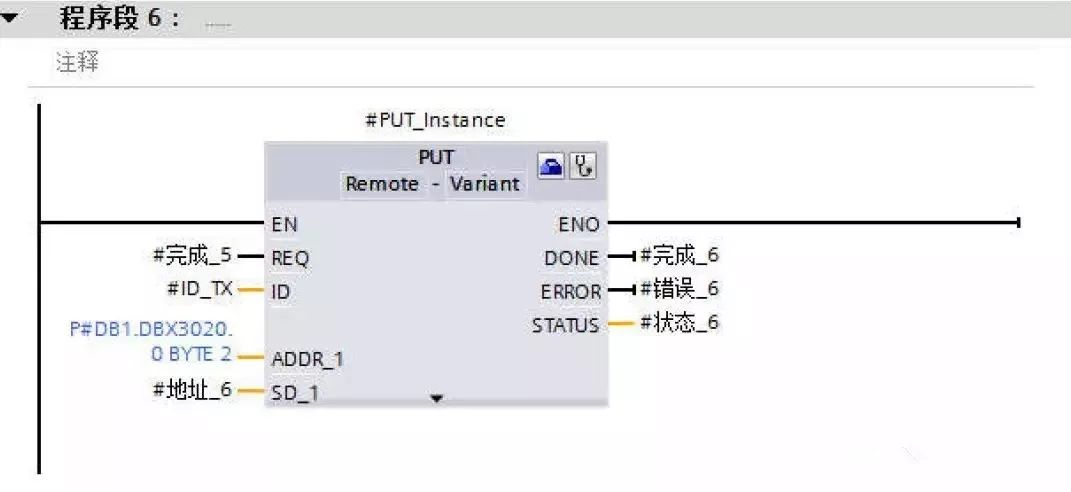
06
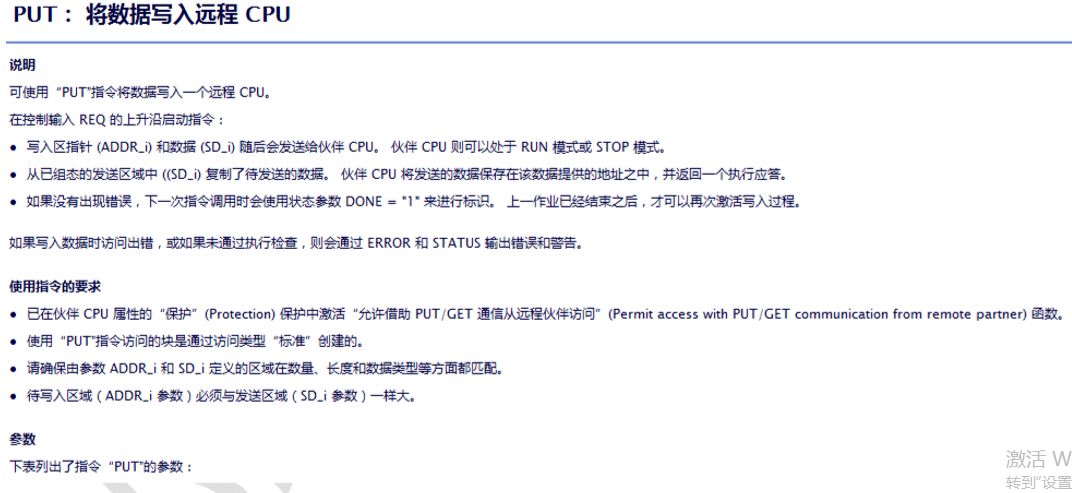
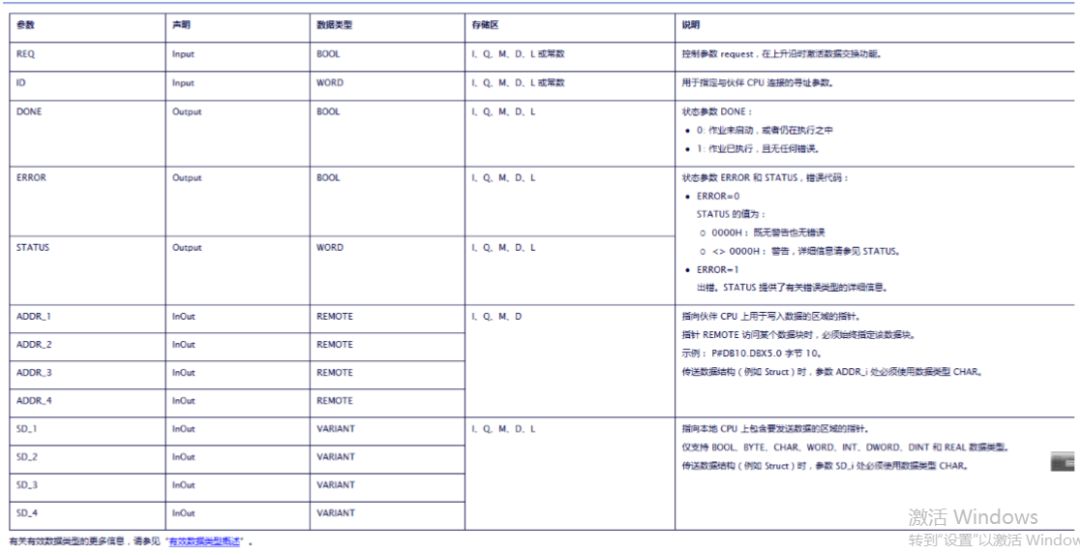
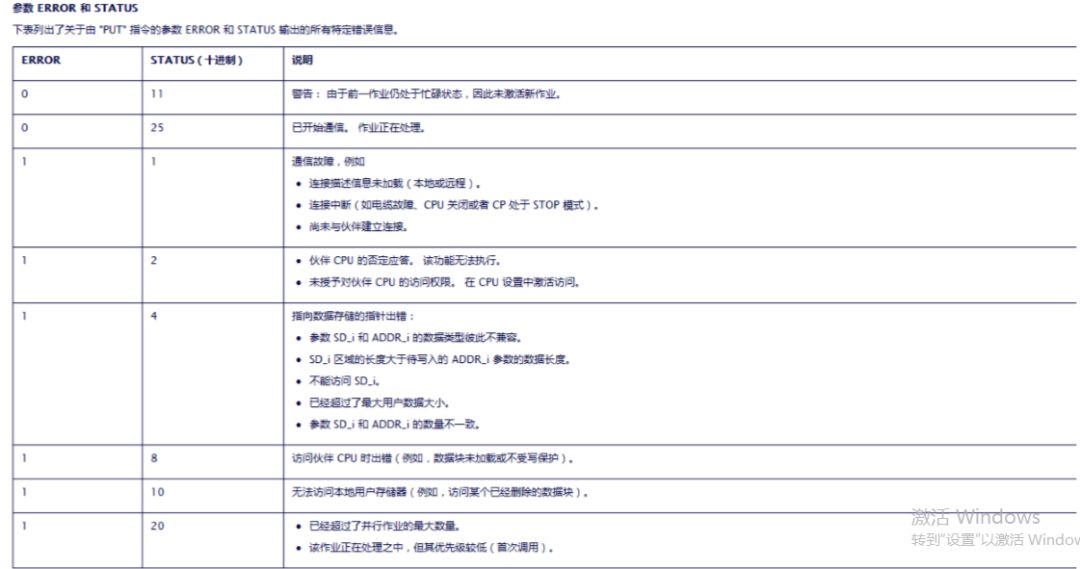
6、以下为 PUT/GET 指令帮助文件内容。
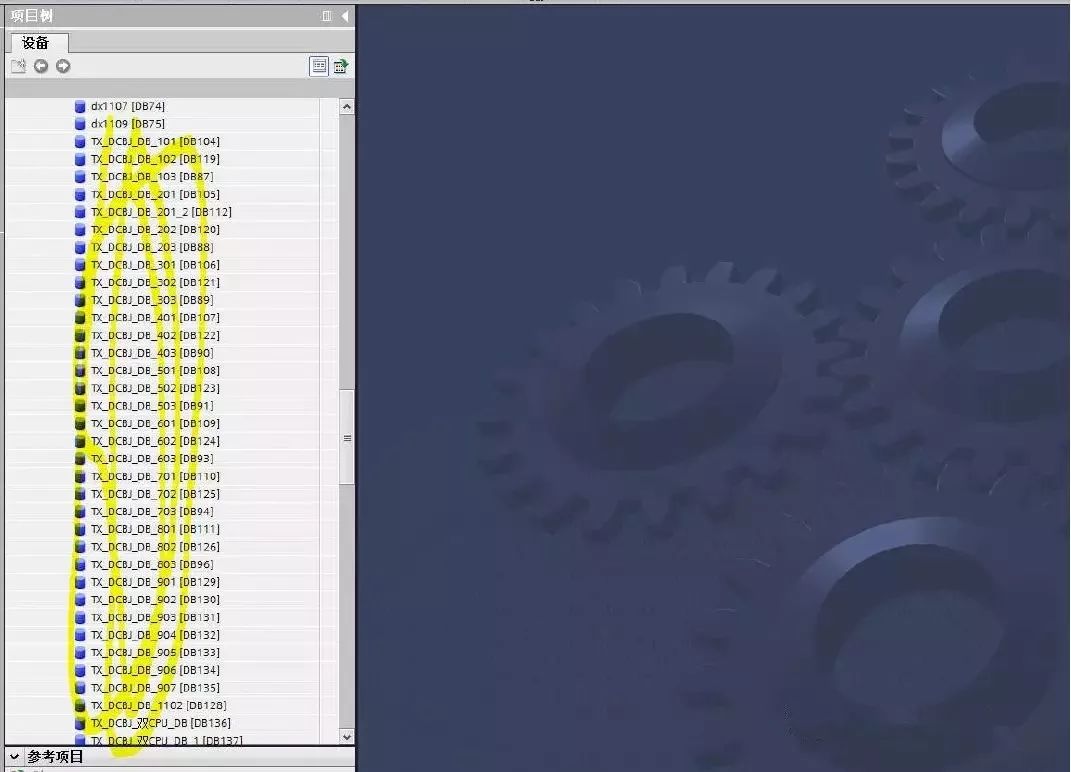
总结:本连接比较简单,指令也比较简单。做一个连接一个指令非常容易。但是多条 指令多个连接的时候一定要注意指令’GET/PUT 的背景数据块,一定不相同,否 则会造成接收到或者发送出去的数据是错误的。我的做法是建了一个功能块,功能块里面用的多个 GET/PUT 指令选择的都是不 同的多重背景数据块。然后对于多个连接用自己的背景数据块调用功能块。以下是我每个站的背景数据块:
审核编辑 :李倩
-
以太网
+关注
关注
41文章
6291浏览量
181931 -
plc
+关注
关注
5052文章
14929浏览量
489397 -
西门子
+关注
关注
98文章
3414浏览量
120913
原文标题:西门子1500与75台200smart 以太网通讯,大神是怎么做到的?
文章出处:【微信号:PLC与自控设备,微信公众号:PLC与自控设备】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
西门子S7-300产线升级利用串口转以太网实现与西门子1500PLC数据交互应用案例

西门子S7-200 Smart PLC借助以太网转换器破解与西门子1200PLC通讯壁垒应用案例

械手自动化生产线项目中西门子200smart PLC通过PPI以太网模块与西门子触摸屏进行通讯案例

机床非标升级改造项目中西门子200smart PLC通过PPI以太网模块与施耐德触摸屏进行通讯案例

无需修改 PLC 程序 实现 S7-200 Smart 与 1500 PLC 以太网实时通讯
西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级

西门子 S7-200 SMART 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车车身焊装车间监控智能化升级
利用PPI转以太网模块打通西门子200smart PLC与汇川触摸屏在电芯装配线的通讯链路

污水厂西门子200Smart PLC控制系统:以太网模块上位机集成与触摸屏监控配置案例

西门子 S7-200 SMART PLC借助于PPI以太网通讯处理器与西门子触摸屏通讯的应用配置案例

西门子SMARTS7-200PLC与S7-1500PLC以太网通讯及PPI集成实现分布式IO控制

plc以太网通讯模块:西门子 S7-300PLC 与 S7-1200、触摸屏及变频器通讯案例

西门子 S7-200 SMART PLC 借助以太网模块与上位机、触摸屏通讯案例




评论