 改善电池组制造中的极耳到端子连接
改善电池组制造中的极耳到端子连接

电池组已成为日常生活不可或缺的一部分,为越来越多的便携式电子设备、无绳电动工具、能量存储以及混合动力和电动汽车提供动力。
极耳到端子的连接焊接是关键的电池组制造应用之一。制造商需要满足这些产品的质量和生产要求的设备、系统和自动化生产线。电阻和激光产品都非常适合集成到独立或自动化操作的生产线中。为了保持提供高质量和产量所需的吞吐量,用户必须清楚地了解哪种工艺最适合特定的电池组尺寸、接线片和端子材料、类型和厚度。此外,选定的工艺和集成解决方案应包括工艺监控、工艺数据管理和焊接质量评估。
电池组基础知识今天的电池组有多种配置。
电池组使用几种不同的电池类型,包括圆柱形、棱柱形、超级电容器和软包。材料连接要求因电池的具体类型、尺寸和容量而异。接线片到端子连接、内部接线端子连接、接线片焊接、缝焊、填充端口焊接、短路保护、激光打标和外部电气连接是一些关键示例。图 2 显示了不同电池类型的典型连接要求。本文主要关注将接线片焊接到端子上。
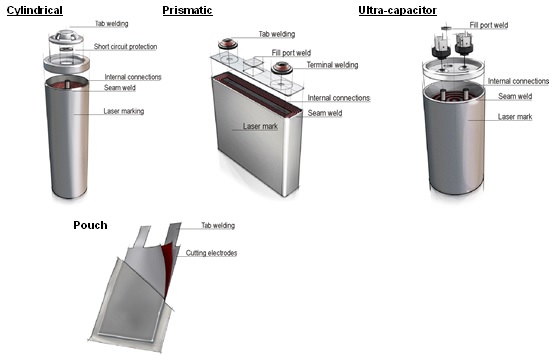
图 2:电池类型。
用于将接线片焊接到端子的电池组制造系统在大多数情况下,电池组制造商会从供应商处收到单个电池,因此电池组制造的关键工艺步骤是使用集电板将单个电池连接在一起,该集电板由单个电池的接线片组成焊接在正极和负极端子上。此外,许多电池组将需要较少数量的集电板到母线连接。除了考虑材料、接头几何形状、焊接通道、周期时间和预算外,选择的焊接技术也会受到制造流程和生产的影响。回顾所有这些因素通常会指向最适合应用的连接技术方向:激光或电阻焊接。
光纤激光焊接激光焊接过程是非接触式的,没有耗材,并且一旦激光定位在焊接点位置就可以提供瞬时焊接。零件上的焊缝尺寸和位置可以针对每种应用进行严格控制和优化,以提高强度和导电性。有许多运动选项可以针对每个制造环境进行定制。
对于极耳到端子的焊接,光纤激光器可用于棱柱形、圆柱形和袋状电池类型以及超级电容器。铝和铜接线片材料的接线片厚度可以在 0.006 到 0.08 英寸之间变化,具体取决于电池的尺寸。光纤激光器能够焊接多种材料组合,包括铝对铝、铝对钢、铜对钢以及铜对铝。无论材料组合和部件厚度如何,激光都不能穿透罐子或使电池过热。选择合适的光纤激光器、光斑尺寸、焊接参数选择和控制焊接路径,可以对零件的熔深和热量进行精细控制。
图 3 显示了一些用于接头到端子焊接的常见异种材料组合的示例。对于搭接焊缝,接头厚度最好比罐子厚度厚 50%。这提供了大的加工窗口和高产量。
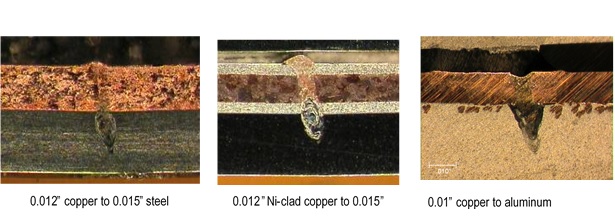
图 3:接头到端子材料组合的焊接横截面。
光纤激光源可以根据循环时间和生产量来调整尺寸并与适当的运动平台相匹配。对于大批量生产系统,每次焊接的焊接时间可以小于 100 毫秒,而小批量生产系统每次焊接的时间约为 1 到 2 秒。
电阻焊电阻焊已在电池行业使用了 40 年。电阻焊系统的稳步发展使用户显着提高了控制过程各个方面的能力。例如,引入具有基本闭环电气模式的直流逆变电源提供了适应次级电路变化的能力(从电源或变压器负极的电缆连接到焊头和零件返回正极)以专门解决零件电阻问题。此外,电容放电电源的极性切换可实现焊接熔核的平衡,最近还增加了位移和电极力测量,为制造商提供了更多工具来确保焊接质量。
电阻焊是在各种类型和尺寸的电池上连接极耳的最具成本效益的方法,同时使用直流逆变器闭环和电容器放电电源。凭借快速上升时间、闭环反馈控制、极性切换以及位移和力传感选项,可以对过程进行微调和监控,以确保高质量和产量。
对于厚度不超过 0.0070 英寸的镍片,该片无需修改即可焊接。超过这个厚度,为了防止电气分流和过度的电极磨损,作为冲压过程的一部分,在接头中放置了一个槽和突起。这些突起不仅作为焊接的能量集中器,而且还大大增加了电极寿命。
电池组极耳焊接的重要方面是极耳和端子的厚度和材料。电阻焊非常适合焊接最大 0.015 英寸的镍片材料。厚度和镍或钢包铜接头材料约为 0.012 英寸。厚度到各种各样的终端材料。焊接接头或端子连接到母线通常不需要像接头到端子焊接那样的热输入控制穿透。材料、材料厚度和材料组合决定了最佳焊接技术。
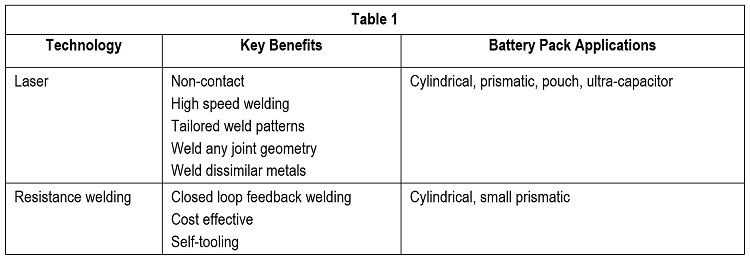
了解为电池组制造选择哪种技术电池组的产量是由消费电子产品和电动汽车的需求驱动的。同样,制造和连接需求取决于电池组的尺寸、母线的类型和厚度以及接头和端子材料。激光和电阻技术都具有非常适合这些连接需求的特定功能。要实施高效可靠的生产电池组焊接系统,需要对技术和应用有清晰的了解。
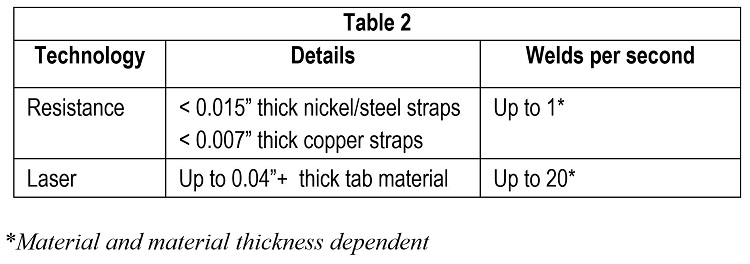
表 1 提供了一些关于可用方法和一些参数的指南,包括对各种电池组应用的适用性。表 2 概述了电池组连接应用和所需连接解决方案的关键组件。
电池组制造的系统解决方案 电池组制造的完整生产解决方案需要交付和支持所需的产品流程。系统必须考虑如何装载和卸载包装,未焊接部件在焊接之前和焊接过程中如何保持,以及系统是否向监控软件报告数据和信息以及报告到什么级别。
外壳激光和电阻焊的外壳要求完全不同;关键区别在于需要将激光器安装在符合 ANSI 136.1 的 1 类不透光外壳中。这需要将整个系统封闭起来,并且除了用于设置和维护的检修面板之外,还需要用于部分装载和卸载的封闭门。对于电阻焊接系统,虽然可能没有任何面板,但使用光幕来保护禁区。如果装入外壳是自动化的,则通常使用传送带。
运动为了支持使用传送带的在线生产,并最大限度地减少系统的物理占地面积,电阻焊头或激光聚焦头应移动,而包装保持静止。对于电阻焊接系统,决定焊头或焊组是否移动的决定性因素是所需焊接电缆的长度。增加焊接电缆的长度需要来自电源的额外电压来推动电流通过。这往往会将电缆长度限制在三到八英尺之间,具体取决于应用和电源。
扫描头正被用于越来越多的激光焊接运动解决方案。对于小批量应用,扫描头提供了具有成本效益的解决方案。对于大批量,扫描头提供非常高速的运动,可用于最大限度地减少焊接时间和点对点定位时间。扫描头还可以提供较大的焊接区域,某些配置可提供高达或大于 10 x 10 英寸的尺寸。(250 x 250-mm) 焊接区域。对于大包装尺寸,这可以最大限度地减少焊接整个包装所需的步骤数量,从而显着缩短周期时间。例如,1 英寸扫描头的点对点定位。(25-mm) 行程可在 10 至 20 ms 内完成。
加工(仅用于激光焊接)加工材料的难易程度直接与接头或母线的厚度以及随后的刚度相关。具有高刚度的厚材料在夹紧压力下不会变形,因此它与相当简单的工具保持接触。然而,由于许多电池组的接片厚度小于 0.015 英寸,这意味着接片的刚度不足以简单地夹紧。相反,它需要一个设计良好的工具来施加局部夹紧力,以确保紧密接触但不会损坏零件。
随着标签厚度的减小,工具变得更加关键。不建议焊接厚度小于 0.005 英寸(0.125 毫米)的接头。激光焊接工具和零件定位的另一个关键因素是确保零件的焊接表面通常在 z 或垂直平面上保持在激光的焦点位置。这有时需要使用高度传感器或视觉系统。
通信进出系统的数据协议和控制取决于自动化水平和制造环境。因此,需要用于通信控制软件和数据管理的选项和灵活的平台,以确保各种应用程序中的可扩展功能和性能。例如,智能工厂 和工业 4.0 行业计划对数据传输速度、网络、存储容量和处理能力的要求远高于统计过程控制和机器监控等方法的传统用例。为了满足这些需求,现代电池组装系统配备了 EthernetIP、PROFINET 和 Modbus TCP/IP 等协议。这些基于以太网的协议为网络可配置性、易于集成、无与伦比的数据传输速度和安全性以及网络硬件和软件的普遍可用性提供了现成的解决方案。
过程监控即使在优化过程之后,也存在一定的生产公差和设置因素会导致焊接缺陷。对于激光焊接,关键因素是零件装配和保持激光在零件焊接界面的焦点。对于电阻焊,电极磨损是罪魁祸首。
电阻焊过程监控产品范围广泛,可提供与电源或焊头无关的关于焊接电气特性、力和位移变化的信息。例如,可以在焊接脉冲的持续时间内监测焊接的动态电阻、电压或电流。此外,可以测量焊缝塌陷的速率以及整体焊缝塌陷。所有这些信息都可用于过程监控。目前,收集数据,定义一组波形,然后在波形周围放置限制或包络。未来的技术可能会提供更好的工具来定义良好的焊接/不良焊接决策,并提供预测分析。
监测激光焊接更具挑战性,因为它是一种非接触式过程,没有电极接触的好处。通常,监测技术从焊接区域捕获特定波长的光,这些光对应于来自焊接羽流和锁孔的紫外线、来自零件热加热的红外线以及激光本身的背反射。通过适当的传感和分析,这些信号可以用作过程监控的基础。
图 5 显示了用于电池组制造的集成系统的一些示例,包括传送带式自动化电池、具有灭火部署的激光接头焊接系统和电阻焊接系统。
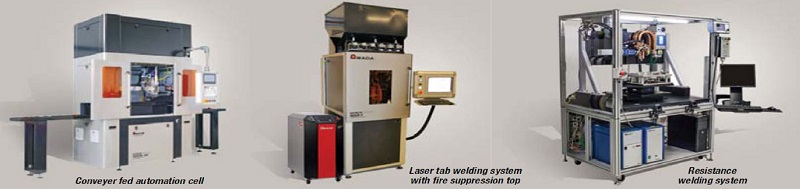
图 5:集成电池组制造解决方案。
审核编辑:郭婷
-
电容器
+关注
关注
64文章
6971浏览量
108564 -
激光器
+关注
关注
19文章
3017浏览量
64807 -
电池
+关注
关注
85文章
11613浏览量
144551
发布评论请先 登录
储能电池组生产线:从原材料到成品的精密制造之旅
电池组的电路保护

电池组PACK自动化生产线的关键流程与核心优势

储能电池组生产线:从电芯到系统的精密制造全链路解析
电池组气密性检测仪的使用方法-岳信仪器
储能电池包18650电池组点焊机应用解析
数码电池自动点焊机:提升电池组生产效率与品质的关键设备
电池自动点焊机:高效可靠的电池组装解决方案
储能电池组生产线与电动单车电池:从制造到应用的产业链解析
锂离子电池组装:绕线与极耳焊接工艺揭秘

新能源汽车 | 锂离子电池组的电气配置与热管理参数交互影响




评论