 关于人、机、料、法、环、测的解析文章
关于人、机、料、法、环、测的解析文章

人机料法环测是对全面质量管理理论中的六个影响产品质量的主要因素的简称。一篇关于人、机、料、法、环、测的解析文章,请收好!
首先我们来了解一下什么是5M1E?
a) 人(Man):操作者对质量的认识、技术熟练程度、身体状况等;
b) 机器(Machine):机器设备、测量仪器的精度和维护保养状况等;
c) 材料(Material):材料的成分、物理性能和化学性能等;
d) 方法(Method):这里包括生产工艺、设备选择、操作规程等;
e) 测量(Measurement):主要指测量时采取的方法是否标准、正确;
f) 环境(Environment):工作地的温度、湿度、照明和清洁条件等;
由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
我们知道工序是产品形成的基本环节,工序质量是保障产品质量的基础,工序质量对产品质量、生产成本、生产效率有着重要影响。
工序标准化作业对工序质量的保证起着关键作用,工序标准化在工序质量改进中具有突出地位。
工序质量受5M1E即人、机、料、法、环、测六方面因素的影响,工序标准化就是要寻求5M1E的标准化。
那么我们如何控制这六个因素形成标准化以达到稳定产品质量的目的呢?
01
操作人员因素(人) 人的分析:
1)技能问题?
2)制度是否影响人的工作?
3)是选人的问题吗?
4)是培训不够吗?
5)是技能不对口吗?
6)是人员对公司心猿意马吗?
7)有责任人吗?
8)人会操作机器?人适应环境吗?人明白方法吗?人认识料吗?
主要控制措施:
(1)生产人员符合岗位技能要求,经过相关培训考核。
(2)对特殊工序应明确规定特殊工序操作、检验人员应具备的专业知识和操作技能,考核合格者持证上岗。
(3)操作人员能严格遵守公司制度和严格按工艺文件操作,对工作和质量认真负责。
(4)检验人员能严格按工艺规程和检验指导书进行检验,做好检验原始记录,并按规定报送。
02
机器设备因素(机) 机的分析:
就是指生产中所使用的设备、工具等辅助生产用具。生产中,设备的是否正常运作,工具的好坏都是影响生产进度,产品质量的又一要素。
1)选型对吗?
2)保养问题吗?
3)给机器的配套对应吗?
4)做机器的人对吗?机器的操作方法对吗?机器放的环境适应吗?
机器设备的管理分三个方面,即使用、点检、保养。使用即根据机器设备的性能及操作要求来培养操作者,使其能够正确操作使用设备进行生产,这是设备管理最基础的内容。
点检指使用前后根据一定标准对设备进行状态及性能的确认,及早发现设备异常,防止设备非预期的使用,这是设备管理的关键。
保养指根据设备特性,按照一定时间间隔对设备进行检修、清洁、上油等,防止设备劣化,延长设备的使用寿命,是设备管理的重要部分。
主要控制措施有:
(1)有完整的设备管理办法,包括设备的购置、流转、维护、保养、检定等均有明确规定。
(2)设备管理办法各项规定均有效实施,有设备台账、设备技能档案、维修检定计划、有相关记录,记录内容完整准确。
(3)生产设备、检验设备、工装工具、计量器具等均符合工艺规程要求,能满足工序能力要求,加工条件若随时间变化能及时采取调整和补偿,保证质量要求。
(4)生产设备、检验设备、工装工具、计量器具等处于完好状态和受控状态。
03
材料因素(料) 料的分析:
1)是真货吗?
2)型号对吗?
3)有保质期吗?
4)入厂检验了吗?
5)用的符合规范吗?
6)料适应环境吗 ,料与机器配合的了吗,料和其它料会不互相影响?
主要控制措施有:
(1)有明确可行的物料采购、仓储、运输、质检等方面的管理制度,并严格执行。
(2)建立进料检验、入库、保管、标识、发放制度,并认真执行,严格控制质量。
(3)转入本工序的原料或半成品,必须符合技术文件的规定。
(4)所加工出的半成品、成品符合质量要求,有批次或序列号标识。
(5)对不合格品有控制办法,职责分明,能对不合格品有效隔离、标识、记录和处理。
(6)生产物料信息管理有效,质量问题可追溯。
04
工艺方法的因素(法) 法的分析:
1:是按法做的吗?
2:看的明白吗?
3:写的明白吗?
4:法适合吗?
5:有法吗?
6:方法是给对应的人吗?方法在这个环境下行吗?
主要控制措施有:
(1)工序流程布局科学合理,能保证产品质量满足要求。
(2)能区分关键工序、特殊工序和一般工序,有效确立工序质量控制点,对工序和控制点能标识清楚。
(3)有正规有效的生产管理办法、质量控制办法和工艺操作文件。
(4)主要工序都有操作规程或作业指导书,操作文件对人员、工装、设备、操作方法、生产环境、过程参数等提出具体的技术要求。特殊工序的工艺规程除明确工艺参数外,还应对工艺参数的控制方法、试样的制取、工作介质、设备和环境条件等作出具体的规定。
(5)工艺文件重要的过程参数和特性值经过工艺评定或工艺验证;特殊工序主要工艺参数的变更,必须经过充分试验验证或专家论证合格后,方可更改文件。
(6)对每个质量控制点规定检查要点、检查方法和接收准则,并规定相关处理办法。
(7)规定并执行工艺文件的编制、评定和审批程序,以保证生产现场所使用文件的正确、完整、统一性,工艺文件处于受控状态,现场能取得现行有效版本的工艺文件。
(8)各项文件能严格执行,记录资料能及时按要求填报。
05
环境的因素(环) 环的分析:
1、在时间轴上环境变了吗?
2、光线、温度、湿度、海拔、污染度考虑了吗?
3、环境是安全的吗?
4、环境是人为的吗?小环境与大坏境能并容吗?
(1)工作场所环境。指各种产品、原材料的摆放,工具、设备的布置和个人5S。
(2)对危险品控制。一是化学物品的堆放,诸如酒精、天那水之类。二是生产过程中产品对六种化学物质的控制(铅、汞、镉、六价铬、多溴联苯、多溴二苯醚)
(3)生产环境。指具体生产过程中针对生产条件对温度、湿度、无尘度等要求的控制。
主要控制措施有:
(1)有生产现场环境卫生方面的管理制度。
(2)环境因素如温度、湿度、光线等符合生产技术文件要求。
(3)生产环境中有相关安全环保设备和措施,职工健康安全符合法律法规要求。
(4)生产环境保持清洁、整齐、有序,无与生产无关的杂物。可借鉴5S相关要求。
(5)材料、半成品、用具等均定置整齐存放。
(6)相关环境记录能有效填报或取得。
06
测量的因素(测) 测的分析:
1:工序检验策划文件准备好了吗?
2:工序测量器具配置齐全了吗?性能满足要求吗?定期计量吗?
3:检验策划合理吗?
4:检查人员资质符合吗?
5:交检交验点合理吗?
主要控制措施包括:
(1)确定测量任务及所要求的准确度,选择使用的、具有所需准确度和精密度能力的测试设备。
(2)定期对所有测量和试验设备进行确认、校准和调整。
(3)规定必要的校准规程。其内容包括设备类型、编号、地点、校验周期、校验方法、验收方法、验收标准,以及发生问题时应采取的措施。
(4)保存校准记录。
(5)发现测量和试验设备未处于校准状态时,立即评定以前的测量和试验结果的有效性,并记入有关文件。
工序标准化对5M1E提出了明确要求,我们应将工序标准化工作纳入工序质量改进的整体计划之中。在制定相关标准化要求基础上,通过工序质量的调查与分析,发现工序标准化各具体要求的执行偏差,进而采取改进措施。通过工序质量改进的持续循环,促进工序标准化的真正实现和持续改进,从而实现工序质量的持续改进。
附:5M1E的应用
现场管理:
● 工序标准化:工序标准化作业对工序质量的关键,工序标准化在工序质量改进中具有突出地位,工序质量受5M1E即人、机、料、法、环、测六方面因素的影响,所以工作标准化就是要寻求5M1E的标准化;
● 质量改进:5M1E是六个影响产品质量的主要因素,是分析质量问题产生的主要方向;
● 管理改进:5M1E是现场管理的根本,是提升管理水平的主要方向;
● 设计方案验证:在设计阶段充分进行5M1E分析和验证,可以使设计方案更符合工作作业要求。
解决问题:
5M1E是我们分析和思考问题的方向,要解决现场问题还要和其他管理工具相结合使用,以发现问题产生的根本原因并制定相应的改进措施。常见的工具有以下几种:
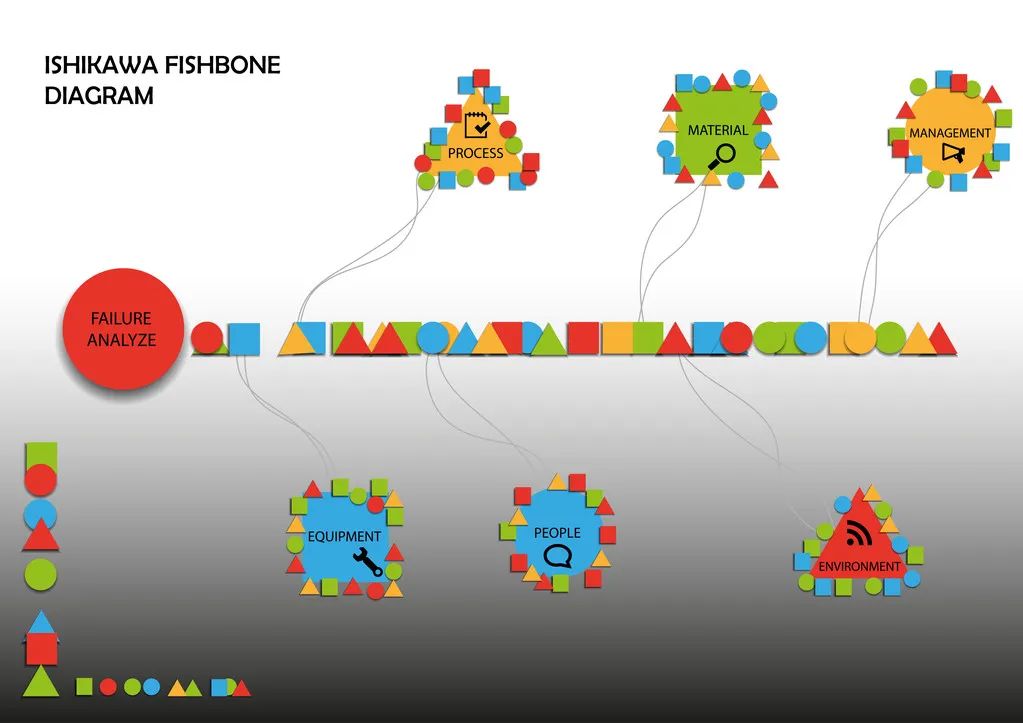
1、鱼骨图/鱼刺图/石川图分析法
2、故障树分析法
3、头脑风暴法
4、5WHY分析法
5、5W2H分析法
审核编辑 :李倩
-
机器
+关注
关注
0文章
799浏览量
41936 -
测量器
+关注
关注
1文章
19浏览量
9410
原文标题:全面解析人、机、料、法、环、测!
文章出处:【微信号:robotqy,微信公众号:机械自动化前沿】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
环氧三防漆的耐腐蚀能力有多强?实验数据解析

汽车零部件冲压线叠料怎么解决?阿童木双张检测方案全解析

风华贴片电阻料号编码的详细解析

云台电机驱动板电流环、速度环、位置环参数解析
生态循环园区环网箱局放传感器——应用解析

贴片电阻的标法与误差解析
为机器人开发赋能,RK3576环视方案解析

MR30分布式IO在自动上料机的应用

深入了解X射线点料机的核心优势及应用领域
电子行业如何通过MES系统实现数字化升级
如何选择适合您需求的X射线点料机?

生态循环园区环网箱局放传感器:脉冲电流法的绿色守护

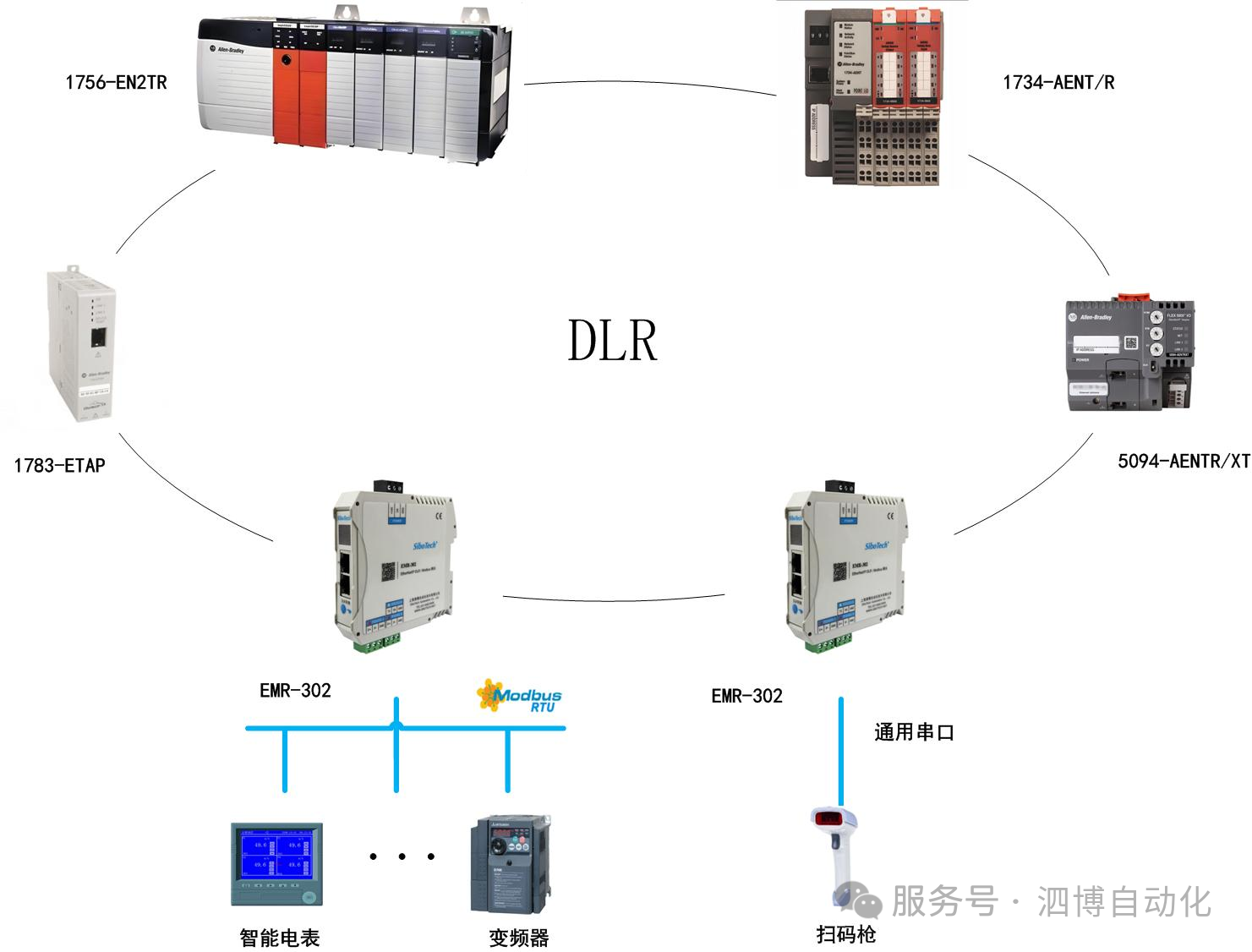
如何构建高可靠性工业通信——EtherNet/IP DLR环网技术解析



评论