 DURRE电伺服电动胶枪结构分析
DURRE电伺服电动胶枪结构分析

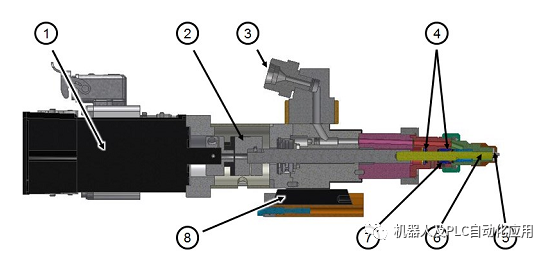
(1) 自带一体化变压器的伺服电机
(2) 耦合
(3) 物料进入
(4) 密封件
(5) 枪嘴
(6) 阀针
(7) 套筒
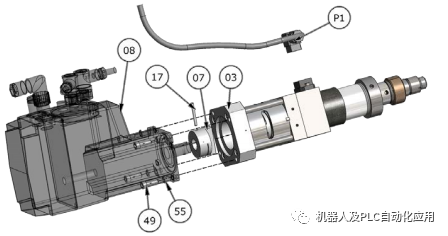
(8) 可调的系统连接板
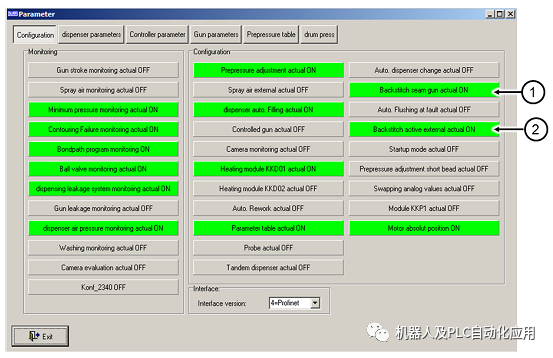
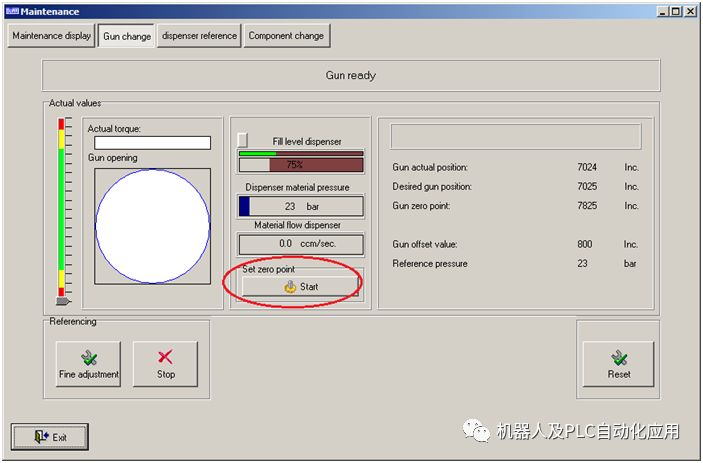
连续短胶胶枪必须的在“系统配置”菜单里激活。
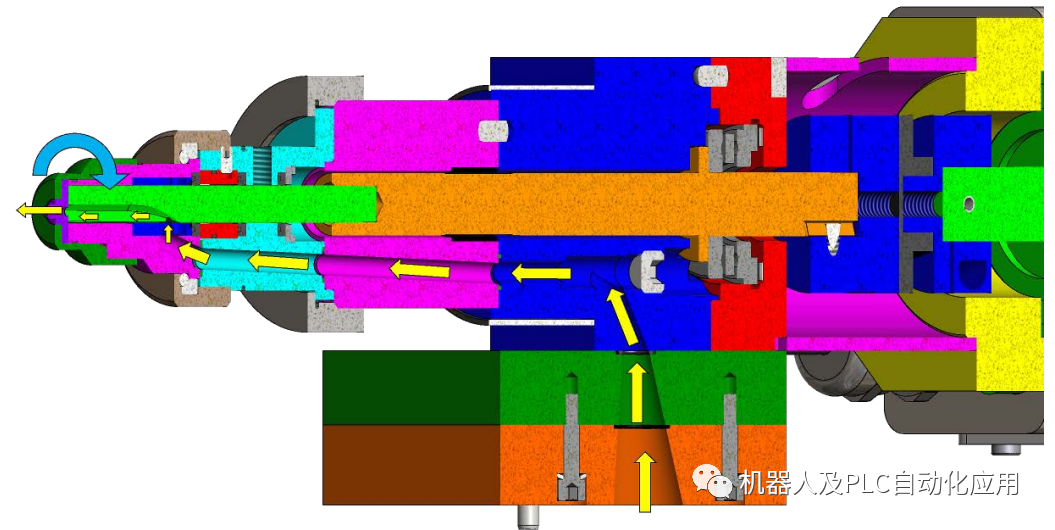
材料流=打开 参见黄色箭头
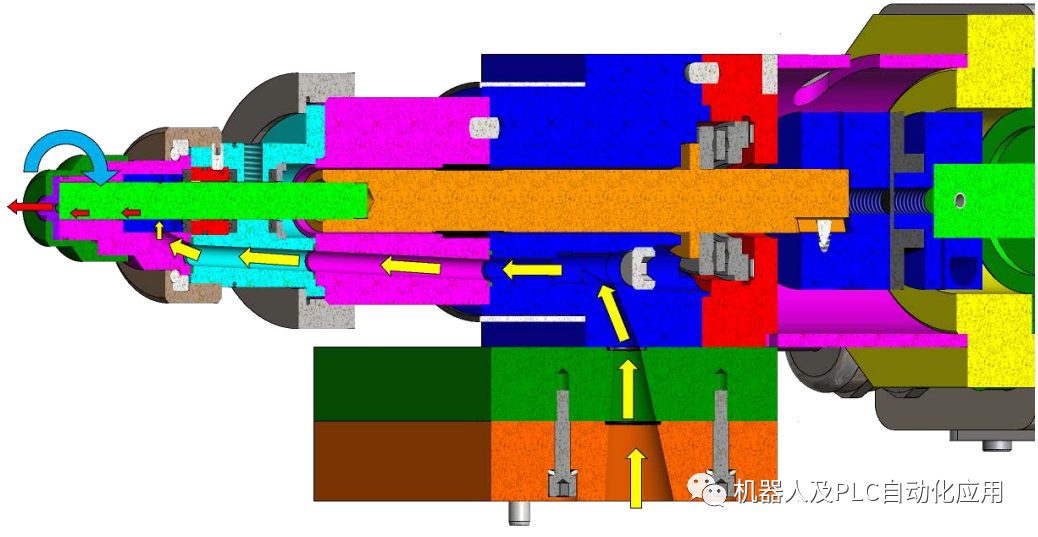
材料流=关闭 参见红色箭头
安装阀针
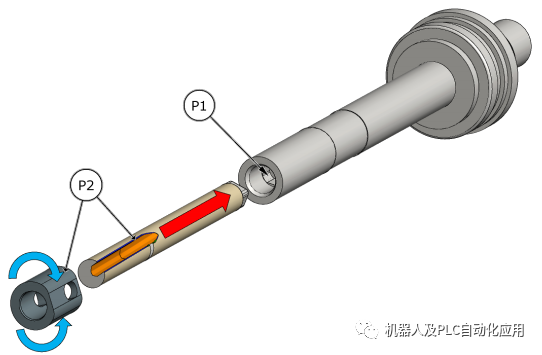
P1 = 检查适合度
P2 = 检查适合度
检查带轴套的阀针和轴的灵活性和和适度!!!
安装喷涂头
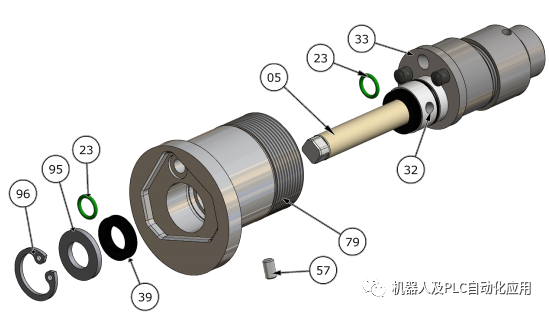
将U 型密封圈( 位置39)与垫圈(位置95)一同置入中间零件组件(位置79)中。将保险环(位置96)置入中间零件组件(位置79)的凹槽中,以固定垫圈(位置95)和U 型环(位置39)。
密封组件中的O 型环(位置23)将以规定的倾斜角度被放置与中间组件(位置79)中。
将平头螺栓(位置57)拧入中间零件组件(位置79),拧紧至它在轴套中顶到附加密封件(位置32)。然后向回转 ¼ 圈
密封组件中的第二个O 型环(位置23)将以规定的倾斜角度被放置与中间组件(位置79)中。

箭头方向 = 压力方向
组装端喷缝喷涂头 1 ,2
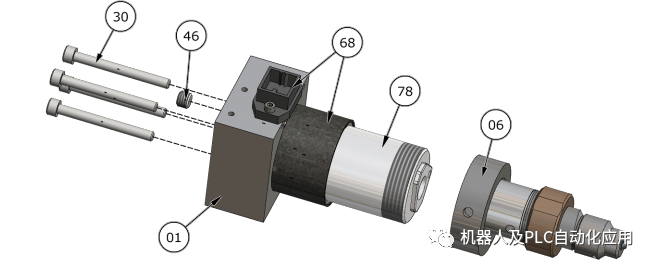
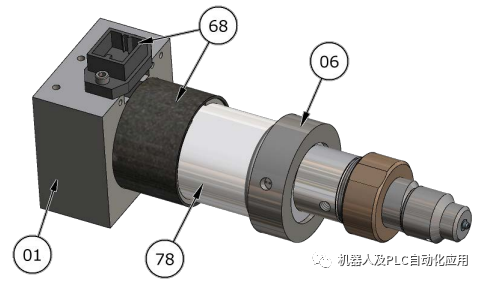
轴,联轴器和壳体安装
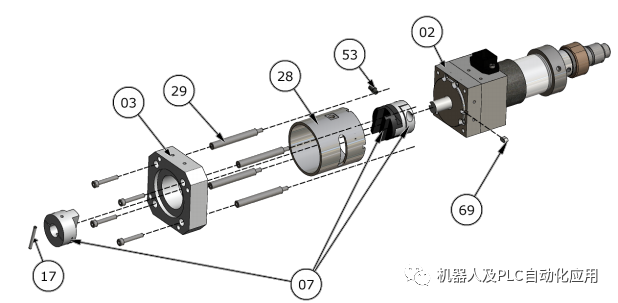
将扭转刚性联轴器(位置07)推至 缩短轴(位置04) 并旋转至:带有销钉(位置53)的螺纹销位于缩短轴的槽口上。
将联轴器插入发动机并以加紧套筒(位置17)固定。将延长部分(位置29)拧入平衡垫圈(位置02)的轴壳。将管道(位置28)插入平衡垫圈(位置02)的轴壳中匹配件(位置69)的上方。管道(位置28)中的长孔必须按图片所示对准。用圆柱螺栓(位置13)将适配法兰(位置03)拧在延长段(位置29)上。
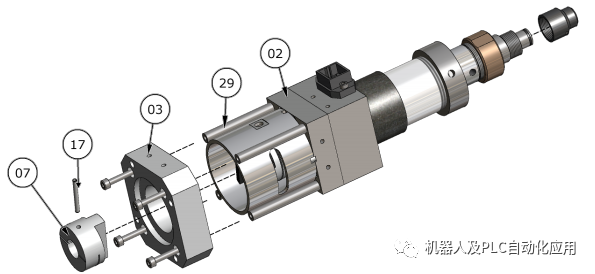
已拧上的延长段(位置29)的平衡垫圈(位置02)轴壳。
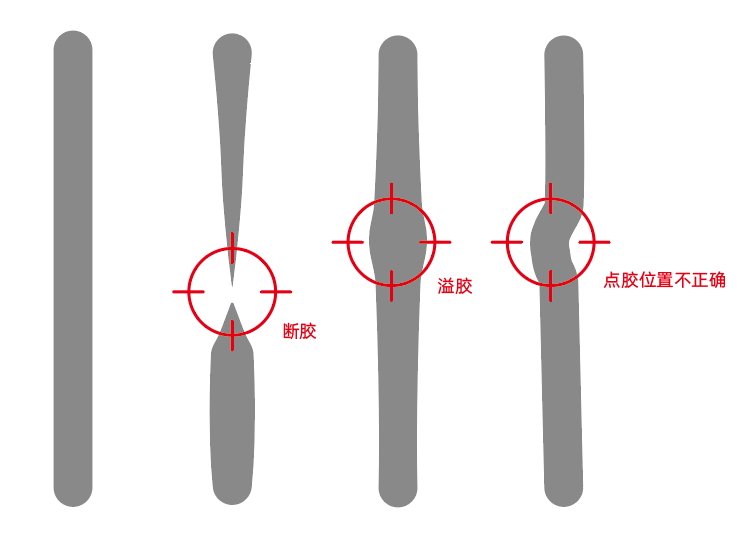
检查阀针间隙
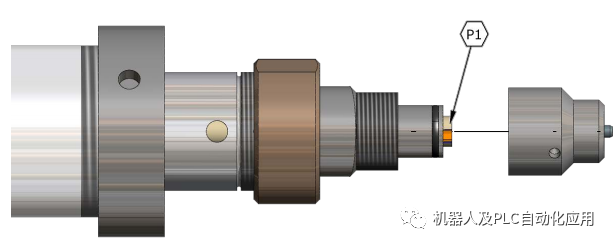
检查阀针间隙:
在从配有喷芯(位置21)的 L10014059 中拧下接收组件(位置34)前,必须检查阀针的轴向间隙是否为 0.5- 2mm。必须用轴向方向的轻微压力检查间隙。带引导基座(位置05)的阀针可如图中 P1 所示向外探出 4mm。之后可将接收组件(位置34)和喷芯(位置21)拧下。由此带引导基座的阀针(位置05)将被推至结束位置。
喷枪更换
审核编辑 :李倩
-
变压器
+关注
关注
162文章
7953浏览量
145647 -
伺服电动机
+关注
关注
0文章
50浏览量
3445
原文标题:DURRE 电伺服电动胶枪结构分析
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录

定制灌封胶_特殊场景灌封胶定制化服务流程与案例

派克Parker防爆伺服电机与普通伺服电机的区别
传统普通扫码枪与RFID扫描枪对比分析

光刻胶剥离工艺

工业扫码枪该怎么选?霍尼韦尔工业扫码枪优缺点解析

瞬间胶点胶加工:胶阀漏胶问题的解决之道

汉思新材料:底部填充胶返修难题分析与解决方案

伺服电机测试流程分析
绝对式编码器在伺服电机控制中的应用与优势分析

伺服电动缸在人形机器人中的应用
微流控中的烘胶技术
霍尔开关在筋膜枪中的智能应用





 工商网监
工商网监
评论