 TOX®-气液增力缸式螺柱压铆设备
TOX®-气液增力缸式螺柱压铆设备

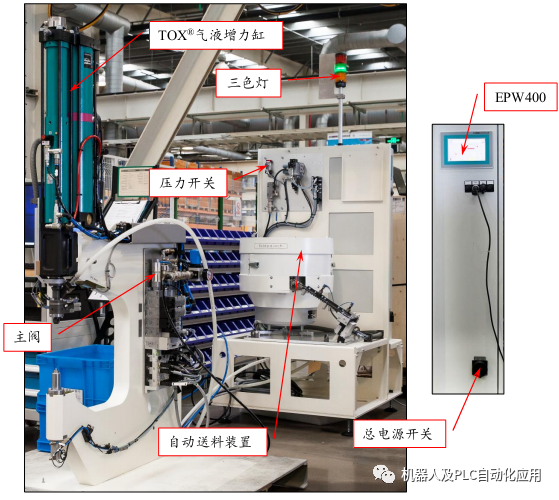
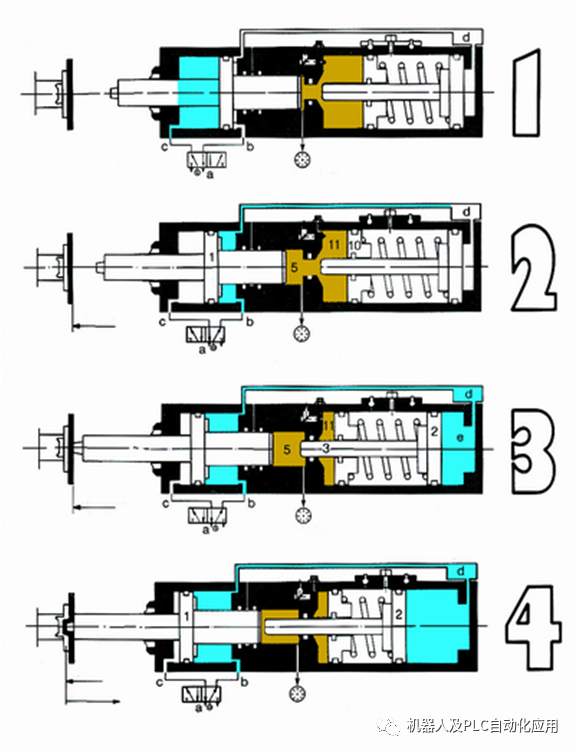
设备收到机器人发出的工件到位信号后,设备启动。TOX气液增力缸进入快进行程(即空行程),上模具快速小力到位,与工件无冲击软接触。上模具接触到工件,传感器自动检测螺母有无,若检测不合格,设备停止动作。若检测合格,TOX气液增力缸即自动转为力行程进行冲铆加工,当冲压力或位移达到设定要求,则系统提供返程信号,控制上模具自动返程。若冲压力或位移达不到设定要求,则上模具不返程,系统报警,此时需人工手动操作或使用EPW400仪表复位功能强制上模具返程,并由此提醒操作者检查原因,严格保证加工质量。
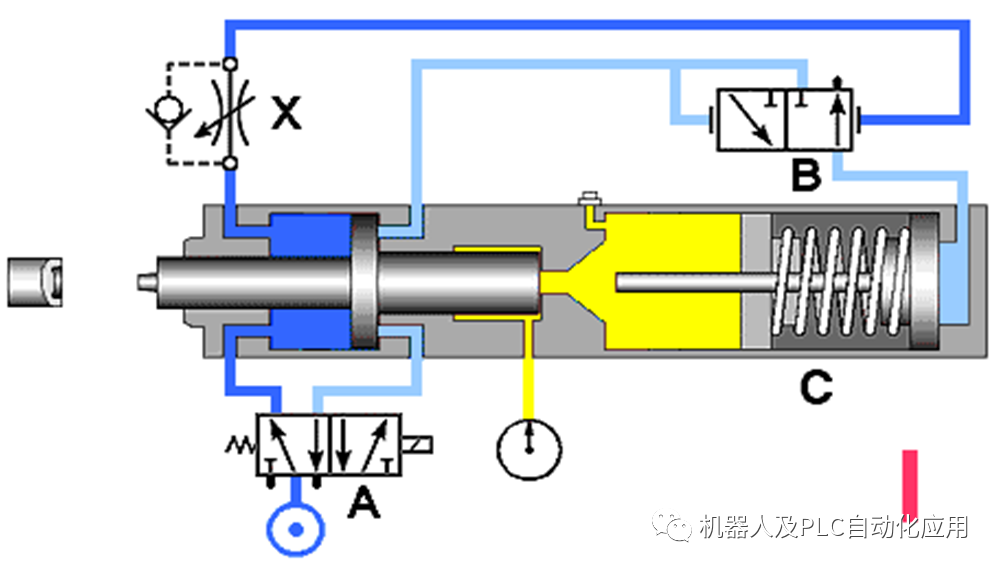
1)快进行程——由前部的快进气缸驱动,使模具到位与工件接触。
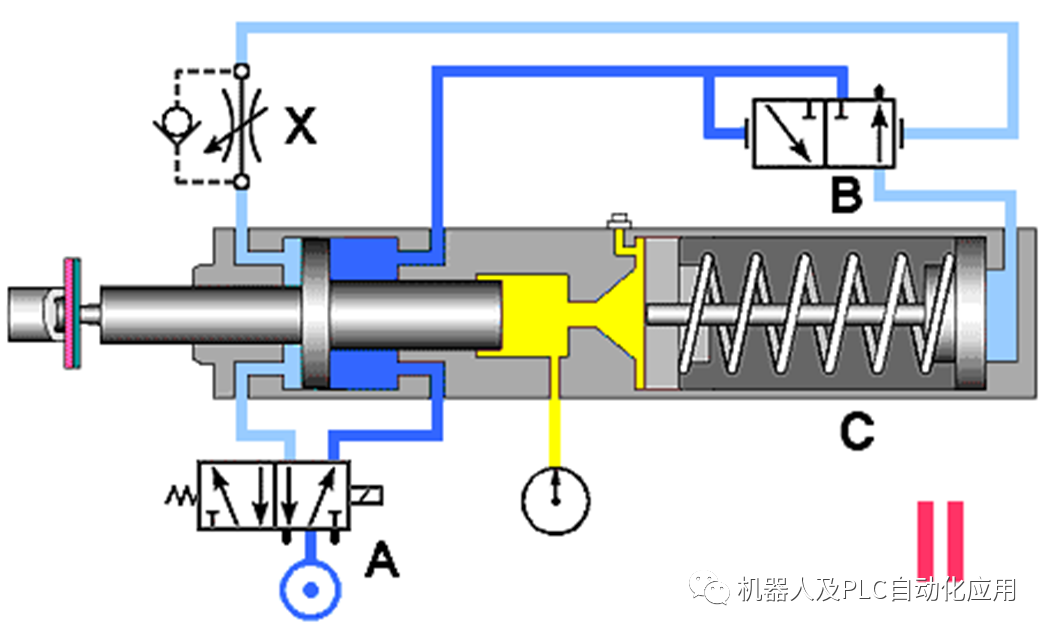
2)力行程 ——由后部的增力缸驱动,完成冲压加工。
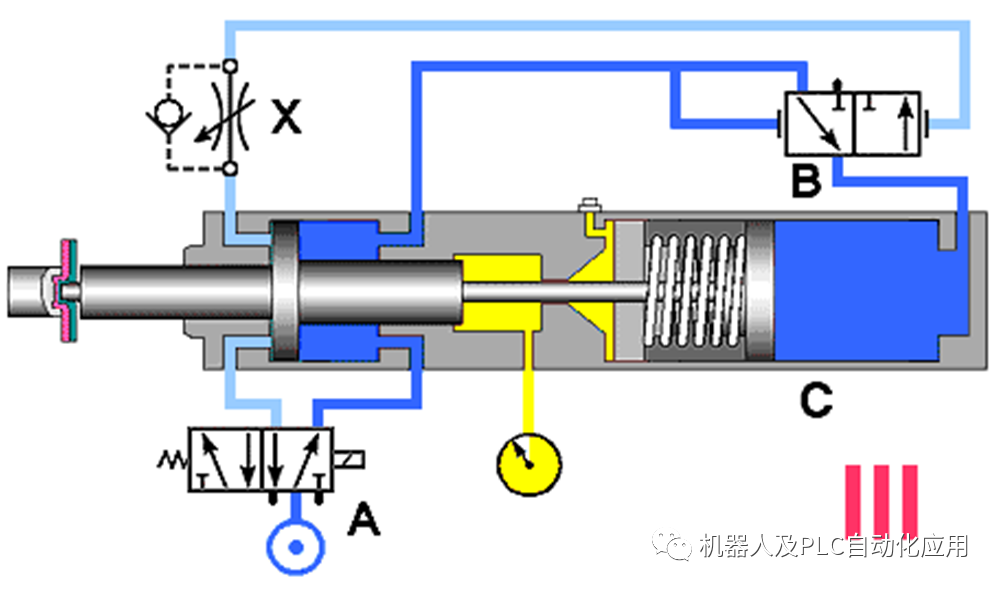
3)返回行程 —— 前部快进气缸气动返程, 后部增力气缸弹簧返程 。
快进行程:纯气动,但力很小, 驱动模具快速小力与工件接触到位,接触力约为额定最大冲压力 的 1% ~ 5%.
力行程:气液增力,全力冲压加工。
返回行程:前部气缸气动返程,最大返程力约为额定最大冲压力的2%~8%;后部增力气缸弹簧返程。

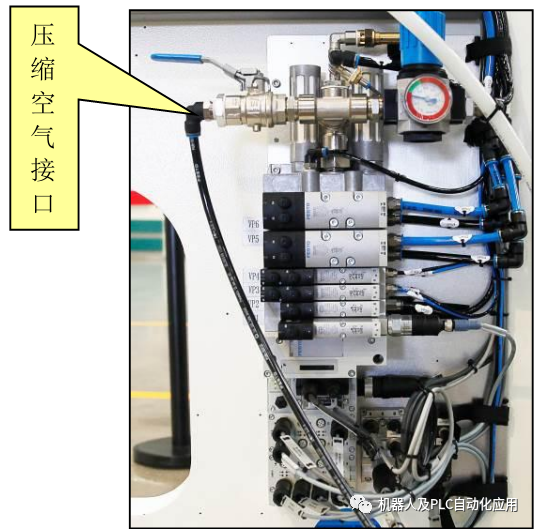
1、KYP0 控制回路气源
2 KYP1 吹送钉吹气
3、KYP67 真空阀---用来回收废料吹气
4、KYP61 控制冲头夹爪推钉气缸返回伸出阀
5、KYP68 补充螺母推钉气缸阀
6、KYP62 TOX气液缸伸出返回主控制阀
7、KYP62V1 气液缸快进行程先导控制阀
8、KYP62KH 气液缸增力行程先导控制阀
ØSE68V/R 送钉气缸伸出返回到位ØSE62V/R 推钉气缸伸出返回到位
设备操作流程
步骤1:(接通气源、电源)
步骤2:(使设备进入工作准备状态)
步骤3:气缸推动螺母到达压铆位置
步骤4:需方机器人将工件放置于定位工装上,并发出工件到位信号
步骤5:系统检测螺母是否到位 如果否 设备报警!
步骤6:TOX气液增力缸伸出,纯气动力驱动上模具下行,直到无冲击软接触工件
步骤7:上模具接触工件后,TOX气液增力缸转为力行程,进行螺母压铆
步骤8:达到设定压力或位移后,TOX气液增力缸返程
步骤9:机器人取下加工好的工件
步骤10:设备回到工作准备状态,下一冲压循环准备就绪
错误信息
0 无错误
4 已开始,尚未准备好测量
5 在线窗口被侵犯
6 OK 已达到作业计数器限制
7 已达到总作业计数器限制
8 OK 达到换档计数器限制
9 达到总班次计数器限制
10 刀具计数器达到极限
11 错误传输在线窗口
12 件套 NOK
13 TDC 传感器未离开
14 未开始测量
22 测量缓冲器已满
23 超出偏移极限力传感器
24 超出偏移限制距离
审核编辑 :李倩
-
传感器
+关注
关注
2577文章
55478浏览量
793821 -
螺柱
+关注
关注
0文章
5浏览量
5927
原文标题:TOX®-气液增力缸式螺柱压铆设备
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
透析设备废液监测的耐腐蚀“压力神器”-ME501/505气膜式压阻陶瓷压力传感器

流场可视化视角下的能耗溯源:电液伺服作动器内部能量损失机理研究

储罐中的液位用压力传感器如何探测?
激光焊接机在焊接法兰螺柱的工艺流程

压铆件气密性检测仪日常维护的实用技巧-岳信仪器

赋能农业灌溉,开启智慧节水新范式-电容式液位传感器
端子铆压零漏检方案:效率翻倍 + 质量可追溯,企业 质检升级首选。


电容式液位传感器和传统接触式液位传感器比有什么优势?
电容式液位传感器原理是什么?
TE Connectivity M6螺柱型车载鞭状天线技术解析与应用指南
激光焊接技术在焊接法兰螺柱工艺中的应用

双电机驱动数字液压阀的研发
广濑电机DF22系列铆压连接器新增分支转接器




评论