 CPU S7-1500运动控制的操作原理
CPU S7-1500运动控制的操作原理

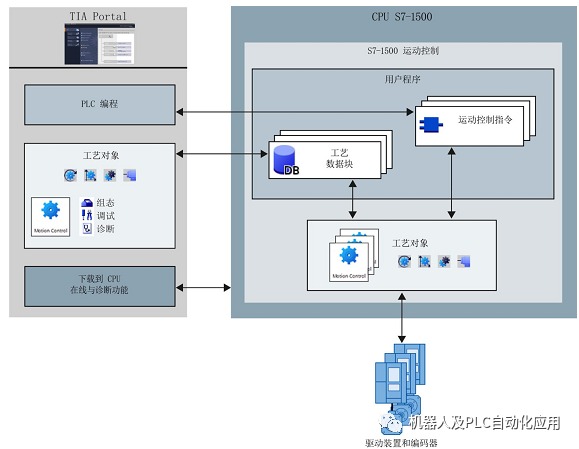
S7-1500运动控制的操作原理
使用 TIA Portal,可以创建项目、组态工艺对象,并将组态结果加载到 CPU 中。运动控制功能在 CPU 中处理。可在用户程序中使用运动控制指令控制工艺对象。另外,还可通过 TIA Portal 进行调试、优化和诊断。
项目实例
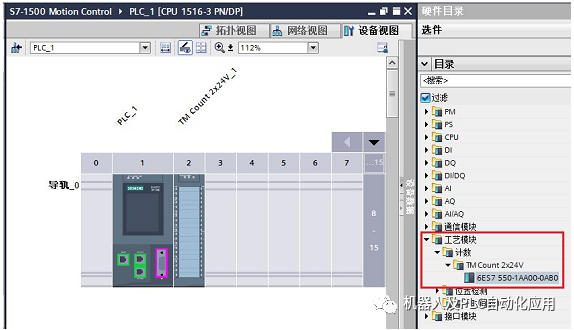
本文中的实例项目使用CPU1516-3PN/DP通过PN通讯控制G120变频器,通
过安装在电机后面的编码器连接到工艺模块TM Count24V作为位置反馈。
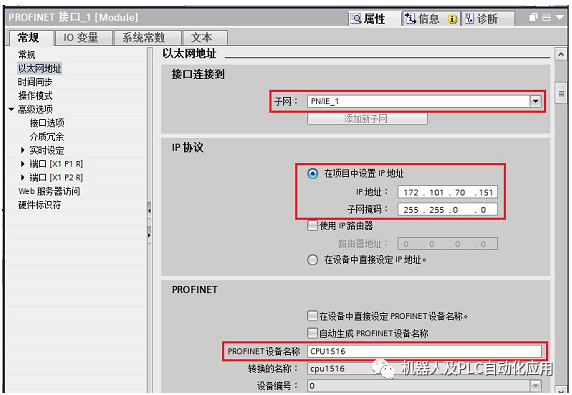
选择CPU1516的PN接口,为PN接口分配子网,IP 地址和设备名称,请确保CPU、驱动器和编程计算机的IP 地址在同一个子网,且不与其他设备冲突:
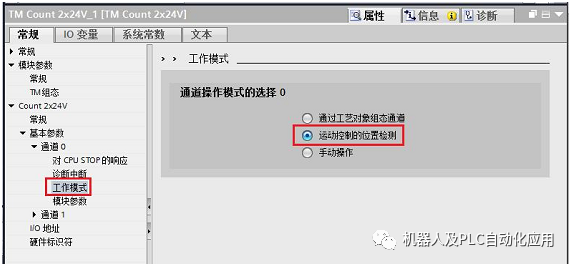
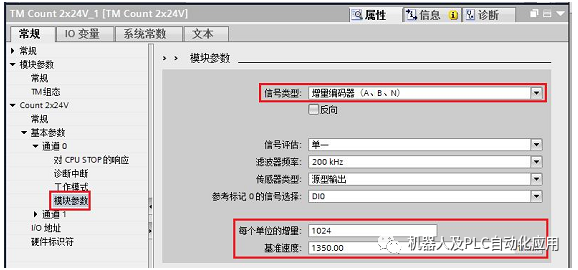
选择CPU旁边的TM Count模块,在其参数配置中,将通道0的工作模式选为“运动控制的位置检测”,这样接入到通道0的编码器就可以在后面的运动控制工艺对象里面进行配置:
同时,还需要根据所连接编码器实际数据配置通道0的模块参数,例如“编码器类型”在本例中选择的是24V增量编码器,“每个单位的增量”中填入编码器每圈的脉冲数,“基准速度”中填入所使用电机的额定转速
配置驱动器
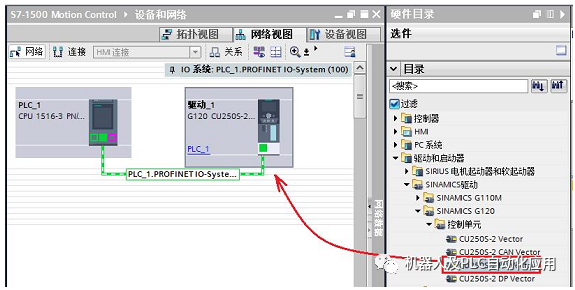
至此,CPU的站点硬件组态完毕,接下来需要在项目中插入一个驱动器,在本例中使用G120的CU250S-2PN,将驱动器拖拽到项目中后,将其PN口与之前组态的CPU的PN网络相连接:
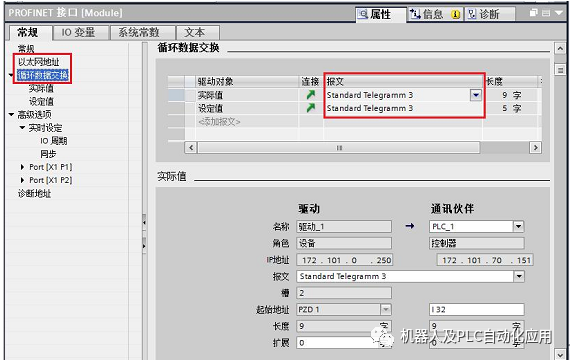
进入驱动器的设备视图,插入所使用的功率单元,为驱动器设置IP 地址和设备名称,并在循环数据交换中选择“Standard Telegramm 3”
运动控制所需要的硬件组态部分基本完毕,在进行下一步之前需要使用驱动器的调试软件对驱动器进行参数分配和优化,因为不同驱动器的参数方法不尽相同.
配置工艺对象
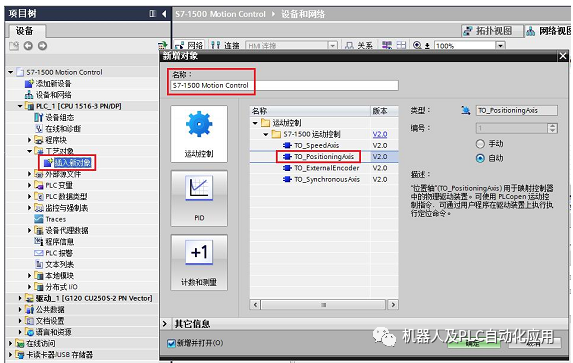
在S7-1500的运动控制功能中,被控电机都是以工艺对象的形式存在的,所以需要先在项目中插入一个新的工艺对象,在运动控制里面看到对象类型可以是速度轴,位置轴,外部编码器以及同步轴。在本例中选用位置轴,并定义一个工艺对象的名称:
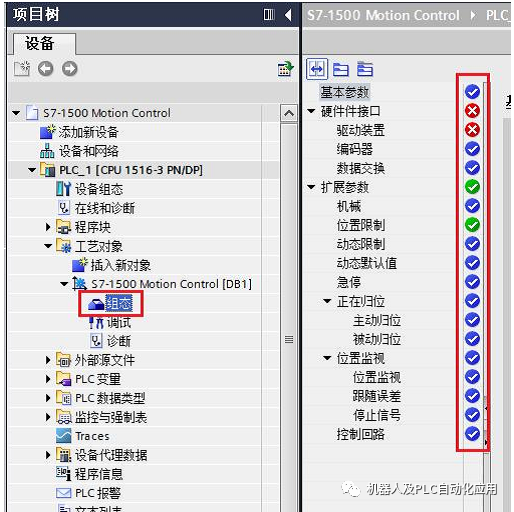
基本参数及硬件接口
插入工艺对象之后,在项目树下可以看到该对象及其下面的组态、调试、诊断等项目。在工艺对象组态中分为基本参数、硬件接口和扩展参数。这些参数中如果是蓝色图标代表默认参数可用,如果是红色图标则表示有错误或者未设置,绿色图标表示经过修改且可用的参数:
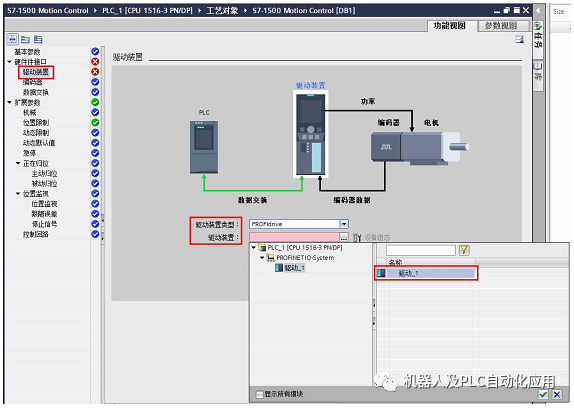
首先,需要在基本参数里面根据项目实际情况选择轴的类型,线性或是旋转轴,同时还要选择单位等参数,在本例中都选用默认值。接下来在驱动装置中选择驱动装置类型为PROFIdrive,驱动装置从下拉列表中选择前面已经组态好的“驱动_1”:
在后面的编码器参数中,选择通过工艺模块(TM)进行连接,并在下面工艺模块中选择前面组态好的TM Count 2x24V的通道0.

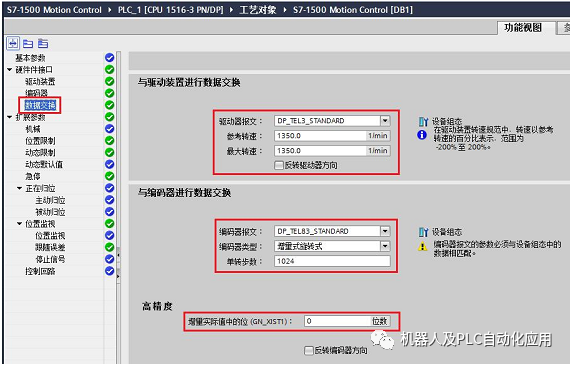
在数据交页面中,需要将驱动器报文选择为跟前面驱动器组态一致的DP_TEL3_STANDARD,转速参数根据实际电机填写。编码器报文可以选择标准报文81或者83,根据实际编码器选择编码器类型和每圈的脉冲数,本例中使用1024脉冲的增量式旋转编码器。最后将高精度预留位改为0:
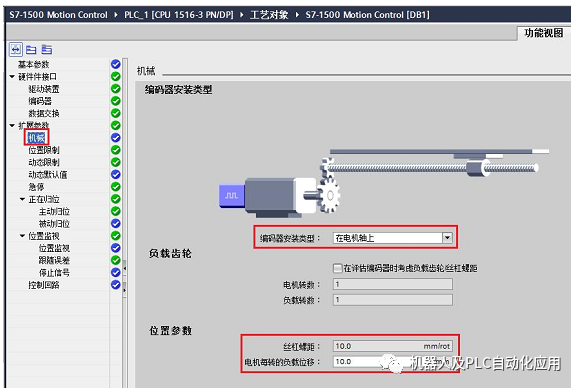
扩展参数
工艺对象所必需的硬件接口基本已经配置完毕,后面需要配置扩展参数。扩展参数是用户根据自己项目的实际情况进行调整的一些参数,例如需要在“机械”配置页面选择编码器所在位置,以及传动比参数和丝杠螺距参数等,在本例中,传动比为1:1,丝杠螺距为10mm,这意味着之后在控制指令里面让轴移动10mm,实际电机转一圈:
接下来的扩展参数中“位置限制”“动态限制”“急停”等参数分别针对轴的位置限幅,速度、加速度、加加速限幅等参数进行设置,用户可根据实际情况设置,在此不再赘述。
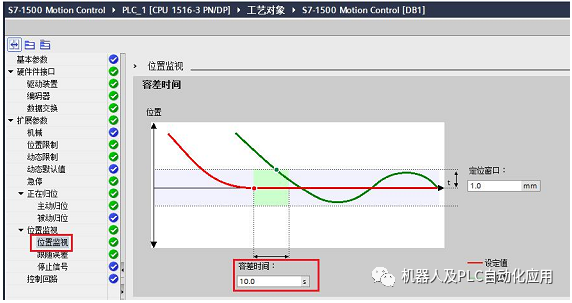
下面的“归位”参数指的是让轴寻找参考点,这里面分为主动回参考点和被动回参考点,以及回参考点的方式和速度参数等,由于每个用户的需求不尽相同,这里不再详细描述,具体细节请参考S7-1500运动控制手册的回参考点章节。“位置监视”里面是关于工艺对象运行状态的监视参数,当轴的运行状态超过监视允许的参数值时,工艺对象会报出相应的错误。在驱动器和设备没有优化之前,经常会由于这里面默认的监视值过小而报错,所以建议在系统优化之前先将“位置监视”和“跟随误差”里面的参数加大。
位置监视参数中主要是针对定位完成状态的监视,其中,当轴的实际位置进入“定位窗口”内之后,系统则认为定位完成;如果轴的设定值已经到达目的位置,但是经过“容差时间”之后,实际位置还没有进入“定位窗口”,则系统会报位置监视错误。
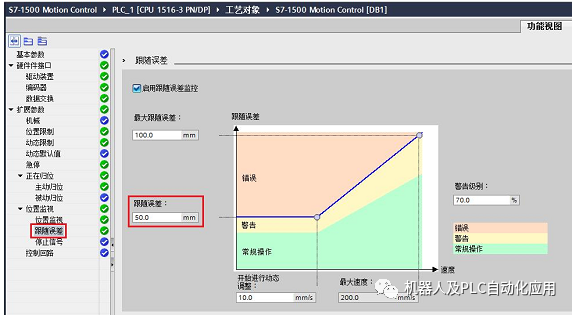
跟随误差参数中,主要监视轴的运行状态,跟随误差指的是轴在运行当中,实际值和给定值之间的差值,当跟随误差超过允许范围,系统会报出跟随误差错误。
因为跟随误差会随着速的增大而增大,所以跟随误差监视值也是个动态的值,具体设置请参考功能手册或者在线帮助。
在“控制回路”参数中可以调节控制器的增益以及预控系数来优化工艺对象的控制效果。
至此,S7-1500运动控制工艺对象的参数组态基本完毕,将当前项目存盘编译,并下载到CPU中,如果CPU和驱动器没有错误,下一步可以使用工艺对象自带的调试功能来测试一下轴的运行,同时起到检测之前参数的目的。
在线调试
S7-1500运动控制工艺对象ᨀ供的了在线调试工具,使用此工具可以简单直观的
使用博图软件控制电机进行简单的测试,以检验之前工艺对象的参数分配以及查看电机基本运行状态。
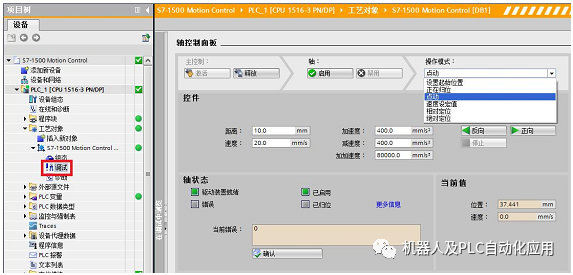
1. 在左侧项目数选择调试,进入调试界面;
2. 在主控制区域选择“激活”来使控制面板获得控制权,随后会有一个安全提示,确认即可;
3. “启动”和“禁用”可以将驱动器使能或者去使能;
4. 在操作模式中可以选择点动、回原点或者相对、绝对定位等操作;
5. “控件区域”可以设置工艺对象的位置、速度、加速度等参数,后面的“正向”“反向”和“停止”用来启动和停止轴的运行;
6. “轴状态”可以显示工艺对象的基本状态及故障代码和᧿述,轴的更多状态可点击“更多信息”切换到诊断页面中找到;
7. “当前值”可以显示当前轴的位置和速度等基本运行状态。
-
驱动器
+关注
关注
54文章
9128浏览量
156923 -
运动控制
+关注
关注
5文章
843浏览量
34726 -
S7-1500
+关注
关注
3文章
303浏览量
7443
原文标题:CPU S7-1500的集成运动控制功能
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
S7-300靠MPI转以太网模块同时握手S7-1500与触摸屏的实战攻略

为S7-1500实时控制任务“减负”-搭配Kepware,让IT/OT各司其职

西门子 PLC 跨代融合:S7-400 与 S7-1500 以太网通讯在生活用纸造纸线的实战落地

西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级

基于Profinet转MC协议网关的西门子 S7-1500 产线协议互联解决方案
西门子S7-1200和S7-1500 PLC系列模拟量传感器怎么接线

PROFINET 转 TCP/IP 网关:西门子 S7-1500 与欧姆龙 NJ PLC 互联实现方案
西门子S7-1500 PLC和S7-300 PLC Profibus-DP通讯的组态实例

风电场智能化管控:EtherCAT转ProfiNet协议助力贝加莱X20CP3586与西门子S7-1500协同
西门子S7-400 PLC与S7-1500 PLC以太网通讯及HMI集成实现涂装车间监控的智能化升级

PLC以太网通讯模块实现:S7-300借MPI转以太网与S7-1500等多设备通讯

西门子PLC跨代整合:S7-400与S7-1500以太网通讯在涂装车间的实战应用

TIA 博途与SIMATIC S7-1500可编程控制器选型手册
西门子PLC(S7-1200/1500/300/400)的数据采集与监控方案
ProfibusDP转MODBUS RTU网关:西门子S7-1500主站与台达DVP PLC通信方案




评论