 三菱和松下实现无协议串口通信
三菱和松下实现无协议串口通信

一、系统概述:
柳钢某车间一期控制系统主控制器使用松下FPXH系列PLC、主驱动器使用松下A5系列伺服控制器,二期项目立项开工,控制系统主控制器使用三菱FX5U系列PLC,该三菱FX5U系列PLC本体集成1路以太网通信口、1路RS485串行通信口。现今要求二期控制系统主控制器三菱FX5U系列PLC通过通信方式定时读取一期主驱动器松下A5系列伺服绝对式数据(单圈数据和多圈数据),经查松下A5系列伺服通信协议为非Modbus协议,故而三菱FX5U只能通过RS2指令无协议编程实现和松下A5系列伺服串口通信。
二、通信参数约定:
1、三菱FX5U系列PLC通信参数:协议格式为无顺序通信、数据位设置为8位、校验方式设置为偶校验、停止位设置为1位、通信物理层为RS485、通信波特率为9600bps、数据处理模式为16位模式、帧头无添加、帧尾无添加、和校验不添加、无添加回车和换行符、超时时间设置为1000ms,详细设置如下图所示:

2、松下A5系列伺服通信参数:数据位设置为8位、校验方式设置为偶校验、停止位设置为1位、通信物理层为RS485、通信波特率为9600bps、轴编号设置为1。
三、松下A5系列伺服通信协议:
三菱FX5U系列PLC要读取松下A5系列伺服绝对式数据要经过4次通信发送和接收才能完成,其松下A5系列伺服通信协议流程图和数据格式如下两图所示:
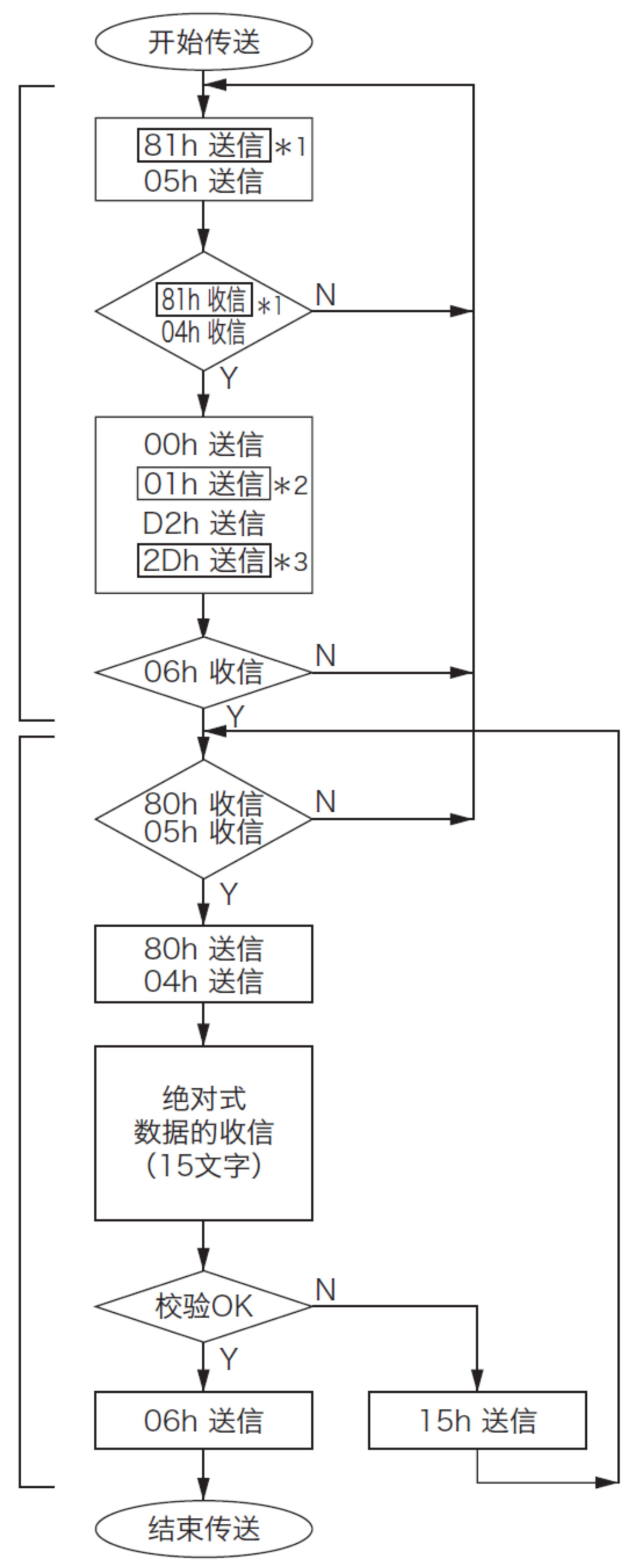
其中通信命令详解如下:
(1)三菱FX5U发送:81 05
(2)松下A5返回:81 04
(3)三菱FX5U发送:00 01 D2 2D(2D为LRC校验码)
(4)松下A5返回:06 或 15
(5)松下A5返回:80 05
(6)三菱FX5U发送:80 04
(7)松下A5返回:0B 01 D2 03 11 00 00 D8 FF 01 00 00 00 00 36(36是LRC校验码)
(8)三菱FX5U返回:06 或 15
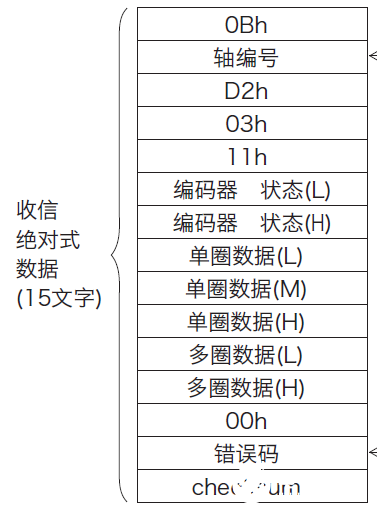
其中数据格式详解如下所示:
以0B 01 D2 03 11 00 00 D8 FF 01 00 00 00 00 36为例说明:
0B:起始符
01:axis轴编号
D2:2为mode命令执行模式、D为command控制命令
03:编码器ID低8位
11:编码器ID高8位
00:编码器状态低8位
00:编码器状态高8位
D8:单圈数据低8位
FF:单圈数据中8位
01:单圈数据高8位
00:多圈数据低8位
00:多圈数据高8位
00:固定为0
00:错误码,无错时为00
36:前14个字节的LRC校验码
四、三菱FX5U系列PLC通信编程详解:
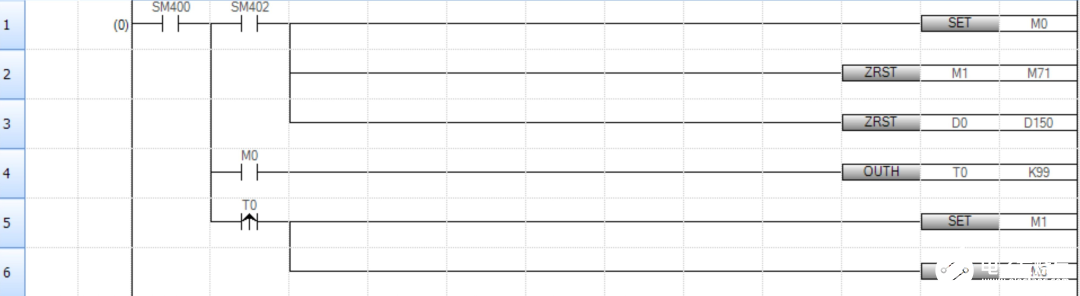
1、初始化程序命令段:上电初始化时置位M0、复位其他所有标志位和寄存器,M0置位后开始延时,延时时间到达时置位M1、复位M0,M1置位后开始执行和松下A5伺服串口通信程序段,程序梯形图如下图所示:
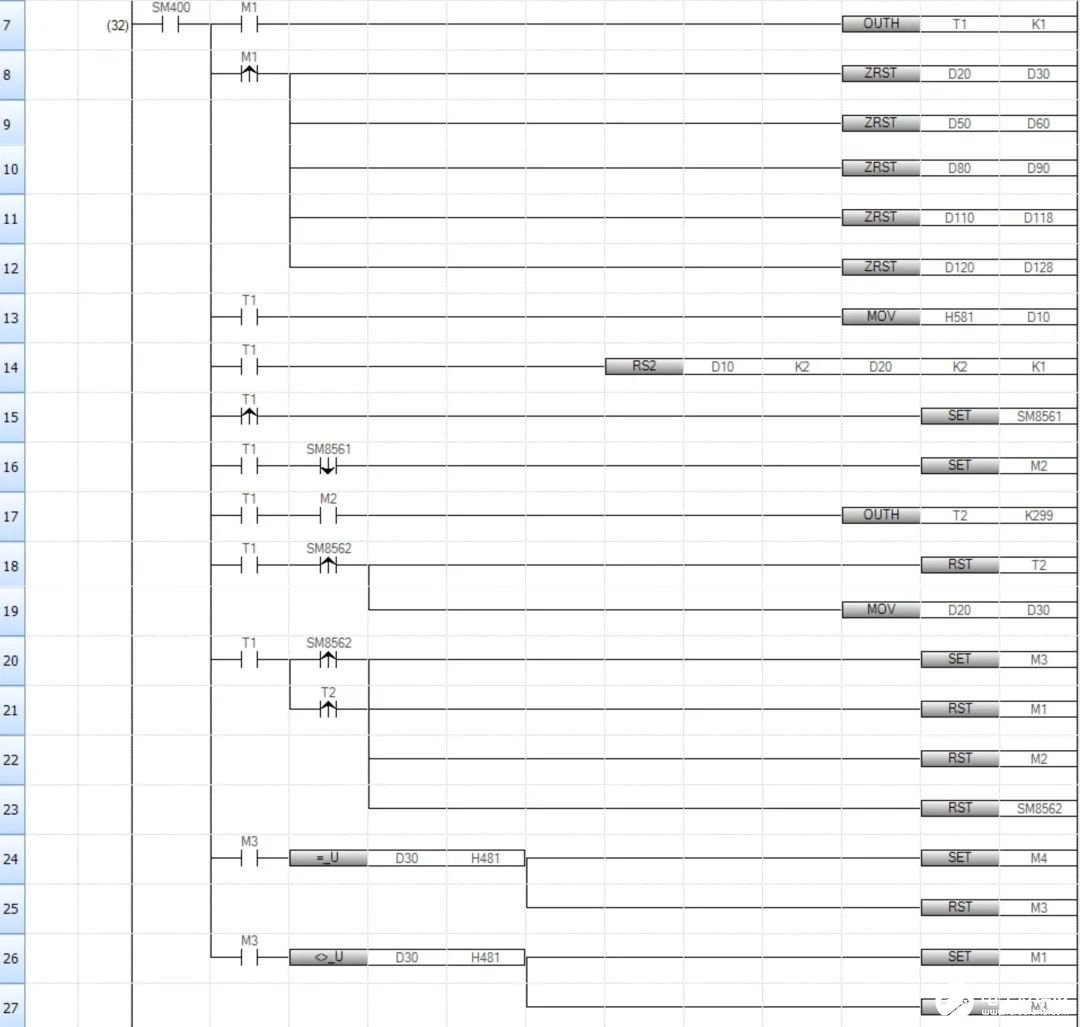
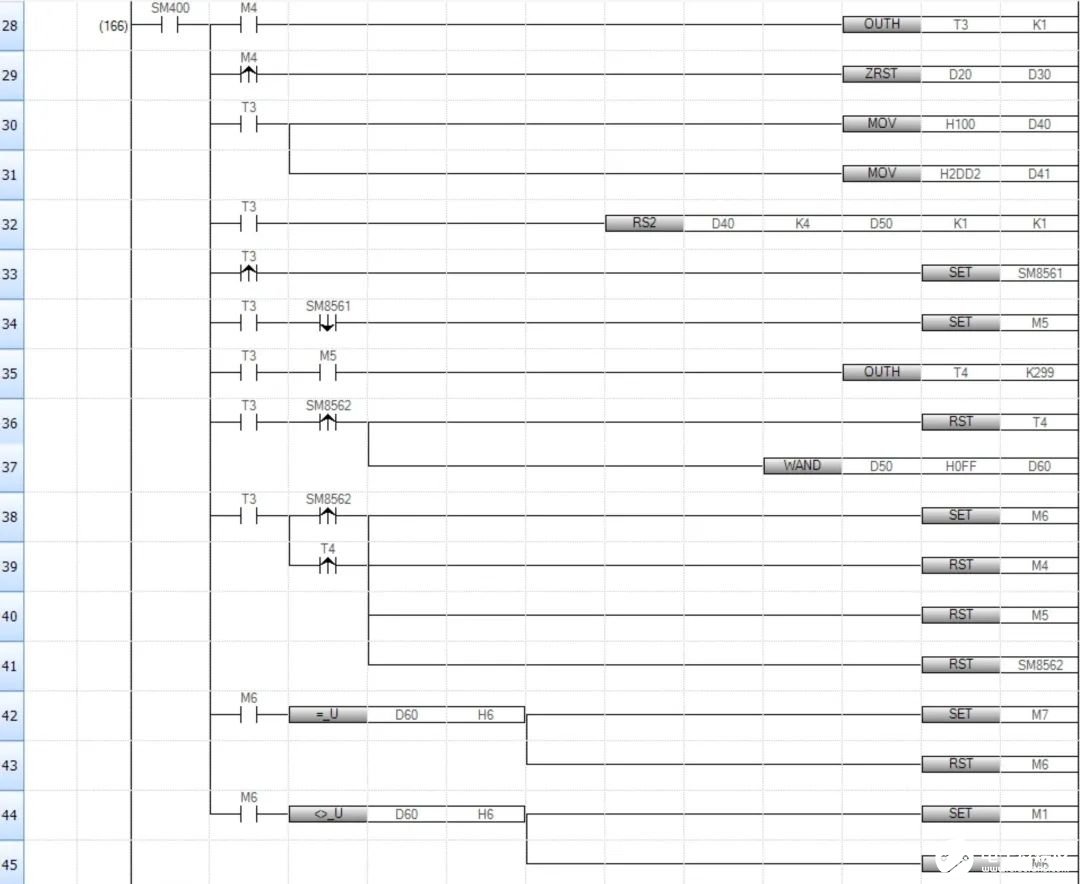
2、通信命令程序段1:RS2指令发送缓冲区首地址为D10、发送字节计数为2、接收缓冲区首地址为D20、接收字节计数为2,标志位M1置位后开始延时,延时时间到达后,给发送缓冲区依次填写数据81、05,将开始发送标志位SM8561手动置位,发送完成后进入到等待接收程序命令段。如果接收超时则进入到继续定时发送数据H0581程序段;如果接收完成,接收完成标志位SM8562自动置位,判断接收到的数据是否为81 04,如果接收到的数据为81 04则进入到下一个通信命令程序段;如果接收到的数据非81 04则继续定时发送数据81 05,梯形图程序如下图所示:
3、通信命令程序段2:RS2指令发送缓冲区首地址为D40、发送字节计数为4、接收缓冲区首地址为D50、接收字节计数为1,标志位M4置位后开始延时,延时时间到达后依次给发送缓冲区填写数据00 01 D2 2D,将开始发送标志位SM8561手动置位,发送完成后进入到等待接收程序命令段。如果接收完成,接收完成标志位SM8562自动置位,判断接收到的数据是否为06,如果接收到的数据为06则进入到下一个通信命令程序段;如果接收到的数据非H06则进入继续定时发送数据81 05程序命令段,梯形图程序如下图所示:
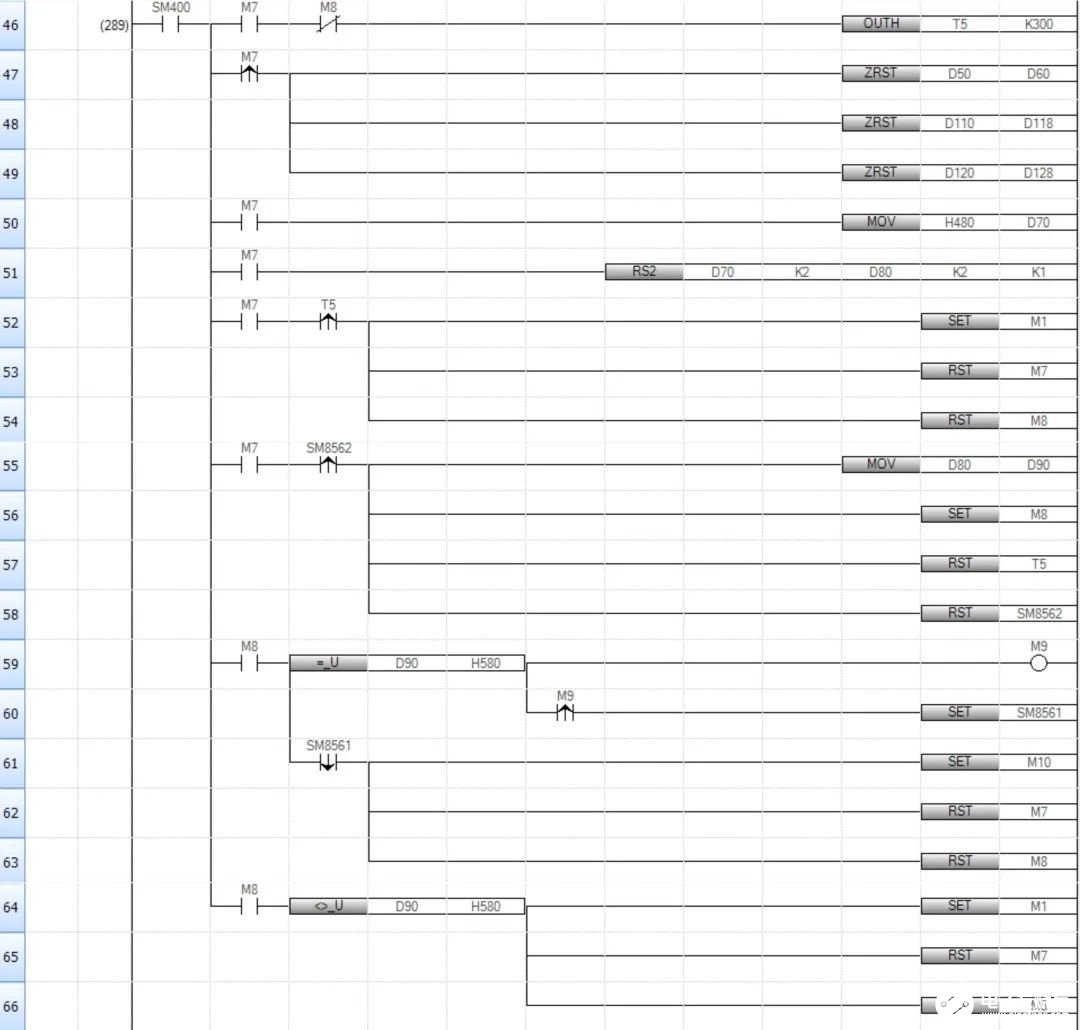
4、通信命令程序段3:RS2指令发送缓冲区首地址为D70、发送字节计数为2、接收缓冲区首地址为D80、接收字节计数为2,标志位M7置位后则进入到等待接收程序命令段,如果接收超时则进入到继续定时发送数据81 05程序段;如果接收到的数据为80 05则开始给松下A5伺服发送80 04,发送完成进入到下一个程序命令段;如果接收到的数据非80 05则进入到继续定时发送数据81 05程序命令段,程序梯形图如下图所示:
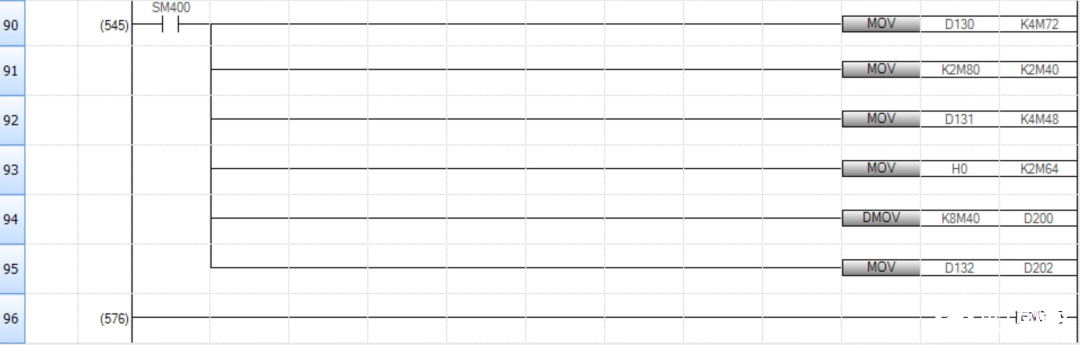
5、松下A5伺服绝对式数据的处理与保存:D130、D131、D132等3个寄存器中保存的是松下A5伺服单圈数据和多圈数据的原始值,经过数据处理,D200和D201组成的32位寄存器中保存的是单圈数据、D202保存的是多圈数据,程序梯形图如下图所示:
五、松下A5系列伺服通信测试:
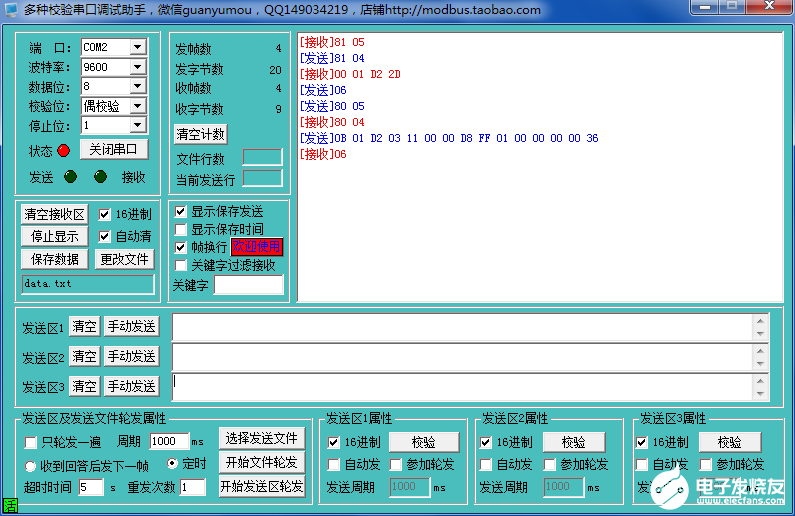
使用USB转RS485电缆连接电脑和松下A5系列伺服,串口调试助手通信测试命令如下所示:
串口调试助手发送:81 05、松下A5伺服返回81 04
串口调试助手发送:00 01 D2 2D、松下A5伺服返回06
松下A5伺服发送:80 05、串口调试助手返回80 04
松下A5伺服发送:0B 01 D2 03 11 00 00 D8 FF 01 00 00 00 00 36、串口调试助手返回06
以上说明,松下A5伺服通信测试无误。

六、三菱FX5U系列PLC通信测试:
使用USB转RS485电缆连接电脑和三菱FX5U系列PLC,串口调试助手通信测试命令如下所示:
三菱FX5U发送:81 05、串口调试助手返回81 04
三菱FX5U:00 01 D2 2D、串口调试助手返回06
串口调试助手发送:80 05、三菱FX5U返回80 04
串口调试助手发送:0B 01 D2 03 11 00 00 D8 FF 01 00 00 00 00 36、三菱FX5U返回06
以上说明,三菱FX5U通信测试无误。
七、系统联调:
将三菱FX5U系列PLC和松下A5系列伺服连接起来,通信测试后,发现PLC可以定时读取到伺服绝对式数据,并可将读取到的绝对式数据保存至指定的寄存器中,通信已然成功。
责任编辑:haq
-
控制器
+关注
关注
114文章
17863浏览量
195030 -
plc
+关注
关注
5052文章
14783浏览量
488388 -
松下
+关注
关注
14文章
28111浏览量
97707 -
三菱
+关注
关注
32文章
831浏览量
44255
发布评论请先 登录
三菱FX3U串口PLC远程编程实现方法(下)

神奇!耐达讯自动化CClinkie转Ethernet Ip网关打破协议枷锁,让三菱PLC与IO模块高效协同运转

耐达讯自动化CC linkie转Devicenet网关:架起三菱PLC与电导率仪跨协议“沟通之桥”

CCLinkIE转EtherCAT协议转换网关:三菱PLC与倍福系列IO模块通讯案例
CC-Link IE FB转EtherCAT协议转换网关实现汇川PLC与三菱PLC通讯在机械设备制造厂的应用案例

ProfiNet 转 MODBUS RTU三菱 PLC 经 232 协议和测量机电脑通信的经典案例
CCLKIE转EtherCAT网关配置:三菱PLC与汇川伺服通信最佳实践
怎么实现对三菱PLC的远程调试和PLC远程维护?
三菱PLC数据采集实现变频器远程监控与远程控制

三菱变频器快速与ModbusRTU转profibusDP网关通讯案例
三菱PLC与西门子PLC如何实现互通?看这篇就够了!

如何实现ModbusRTU转ProfibusDP网关与三菱PLC的完美通讯!

揭秘ModbusRTU转DP,轻松连三菱PLC!



评论