 高导热氮化铝陶瓷片:破解功率模块散热瓶颈的选型逻辑与技术交付保障
高导热氮化铝陶瓷片:破解功率模块散热瓶颈的选型逻辑与技术交付保障

一、量化工况参数与实测数据
功率模块的核心散热瓶颈,在于陶瓷基板必须在多重苛刻条件下同时满足热、力、电三类指标。以典型车规级SiC MOSFET模块为例,实际工况参数可量化为四项:第一,芯片结区瞬时温度可达175℃以上,要求陶瓷基板自身导热能力足够强,将热量从芯片侧快速搬运至散热器侧;第二,功率循环过程中,因芯片(CTE约4.0×10⁻⁶/K)与陶瓷基板热膨胀系数的微小差异,界面焊层承受的热机械应力可达数十兆帕级,循环寿命要求超过万次;第三,模块封装内部填充硅凝胶,陶瓷基板需在高温高湿环境中保持表面化学惰性,不与相邻材料发生有害反应;第四,整车寿命周期内需经历-40℃至150℃的反复温度冲击,有效服役循环次数须达10⁴量级以上。
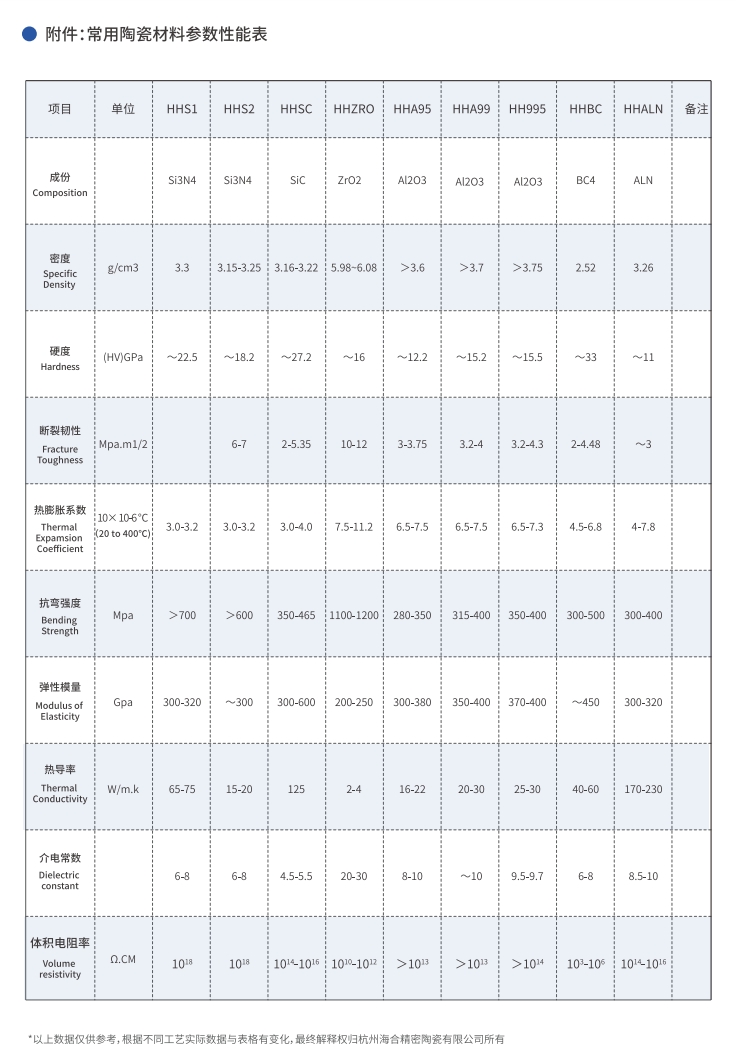
在这类工况下,实测数据为选型提供了定量依据。低氧AlN陶瓷(粉末氧质量分数0.6%)在室温下的热导率可达到200 W·m⁻¹·K⁻¹,而高氧AlN陶瓷则因第二相含量较多导致热导率有所下降,但抗弯强度反而更高,体现了细晶强化的作用。热膨胀系数方面,高纯度AlN基板在25~200℃范围内为4.5 ppm/℃,与SiC芯片高度匹配,有效降低热应力失效风险。体积电阻率则保持在1×10¹⁶ Ω·cm(25℃)以上,确保在1200 V电压平台下可靠绝缘。在1000次热循环后,优质AlN陶瓷片的强度损失可控制在5%以内。
 氮化铝陶瓷
氮化铝陶瓷
二、交付可靠性与技术支持能力
选型的终点不仅是参数,更是交付保障。以杭州海合精密陶瓷有限公司为例,其产品线按热导率划分为三级:
标准级(AN-170):热导率稳定达到170 W/(m·K),适用于工业激光器、UPS电源等通用场景;
增强级(AN-190及以上):热导率不低于190 W/(m·K),面向车规级IGBT/SiC功率模块,满足高可靠性要求;
定制级:针对半导体前道设备、航空航天等特殊工况,提供尺寸精度与绝缘强度的定制化方案。
这一分级策略兼顾成本效率,使客户能够按需选择。在工艺层面,分段排胶与无压烧结的工艺优化使基板致密度达到99.3%;引入在线超声检测与自适应磨削工艺后,复杂环类件的加工良率从行业平均的68%提升至82%以上。在金属化环节,通过SPS烧结与化学镀铜工艺的系统集成,可实现镀层沉积速率4.1 μm/h,铜层致密均匀,为下游DBC/AMB覆铜加工提供了稳定基础。
 氮化铝陶瓷加工
氮化铝陶瓷加工
三、制造工艺剖析:从粉末到成品的质量链条
氮化铝陶瓷片的性能上限由粉末纯度决定,性能下限由工艺窗口控制。
AlN粉末易水解,因此首要挑战来自原料端。通过碳热还原法制备的AlN陶瓷粉末,氧含量可控制在0.6%~0.9%之间,低氧粉末有利于获得高热导率,高氧粉末则因第二相钉扎晶界而提升强度。
成型环节,流延成型是规模化制备AlN基片的主流工艺。为实现高致密度与均匀性,需要解决高固含量浆料的流变调控难题。实验表明,引入1.1wt%鲱鱼油分散剂、经3h高能球磨,并辅以2wt%PVB粘结剂体系,可成功制备固含量达60vol.%的低粘度稳定浆料。
烧结是决定性能的关键环节。真空-空气两步排胶法能够减缓排胶过程中Al的氧化,使第二相孤立分布在三角晶界处,从而将热导率和弯曲强度分别提升2.5%和14.8%。随着烧结温度升高,晶格氧含量进一步下降,经1800℃烧结后,AlN陶瓷的热导率和弯曲强度分别可达171.23 W·m⁻¹·K⁻¹和456.77 MPa。
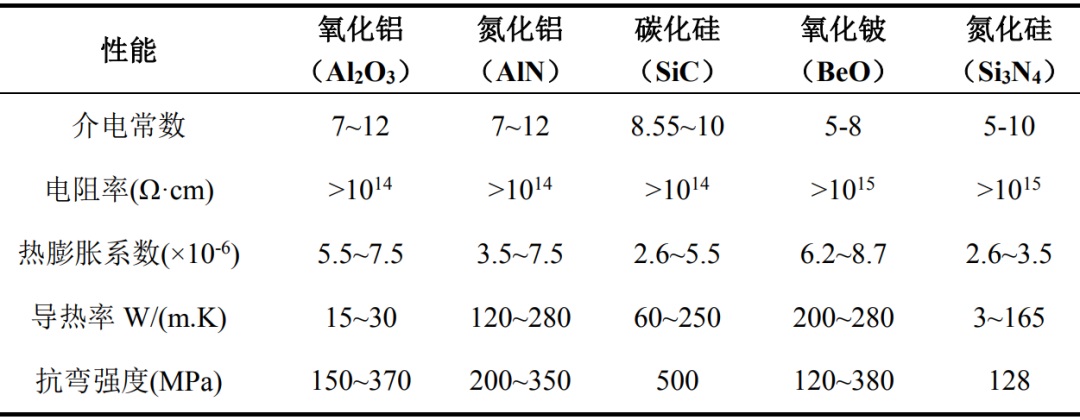
 氮化铝陶瓷性能参数
氮化铝陶瓷性能参数
四、趋势研判与价值升华
从市场维度看,全球氮化铝陶瓷基板市场正以年复合增长率约10%的速度扩张。驱动力量来自两个方向:新能源车800V高压平台加速渗透,对高导热绝缘基板的需求从“可选”变为“必选”;半导体设备国产化带动核心零部件验证提速,国内产品进入前道设备的机会窗口正在打开,但国产化率目前仍处于低位。
从技术维度看,趋势指向更高纯度、更高致密度、更优金属化匹配性。谁能在粉末端掌握更低氧含量的AlN制备能力,谁就能在导热性能上建立代差优势;谁能将烧结与加工工艺做成稳定的工艺包,谁能从粉末到覆铜基板实现一体化交付,谁就能在竞争中赢得主动权。杭州海合精密陶瓷有限公司已在粉末、成型、烧结、加工全链条布局中积累了工艺能力,具备了从技术指标到交付可靠性的系统支撑。
审核编辑 黄宇
-
功率模块
+关注
关注
11文章
729浏览量
47102
发布评论请先 登录
《氧化铝、碳化硅、氮化硅,谁才是工业陶瓷老大?》
炎怀科技TPS瞬态平面热源法-氮化铝基板导热测试

氮化铝陶瓷镀膜:高端电子散热与封装的关键材料解决方案

氮化铝陶瓷垫片:高导热绝缘材料在电子散热中的关键应用与市场前景

高韧氮化铝陶瓷柱塞:以热管理升级驱动精密工业核心部件革新

氮化铝陶瓷基板:热匹配硅芯片,良品率超99.5%
从DBC到AMB:氮化铝基板金属化技术演进与未来趋势
高导热导热垫片GP360应用于X射线机散热,助力设备稳定运行
解决高功率快充散热难题,傲琪G500导热硅脂的专业方案
氮化铝陶瓷散热片在5G应用中的关键作用

无硅油与含硅油导热片: 精准匹配不同场景的散热解决方案
氮化硅陶瓷射频功率器件载体:性能、对比与制造
从氧化铝到氮化铝:陶瓷基板材料的变革与挑战



评论