 西门子S7-400 PLC 借助于 MPI 以太网通讯模块与上位机通讯实现触摸屏监控注塑成型车间的应用配置案例
西门子S7-400 PLC 借助于 MPI 以太网通讯模块与上位机通讯实现触摸屏监控注塑成型车间的应用配置案例

一、行业痛点与解决方案概述
在制造业精密加工升级的趋势下,注塑成型车间的自动化、精细化监控与生产管理需求持续提升。西门子S7-400 PLC作为注塑设备控制的常用控制器,其原生仅支持MPI通信的硬件特性,成为构建车间级分布式监控系统的瓶颈,引发了远程工艺调试困难、多注塑机组网复杂、生产数据无法实时同步、上位机与设备兼容性不佳等问题,制约了注塑生产的智能化升级。
为解决这一行业痛点,本案例采用远创智控自主研发的MPI-ETH-YC01 以太网通讯处理器,搭建西门子S7-400 PLC 与上位机系统的以太网通信链路。

二、系统架构设计
硬件组成
1.主控制器:西门子S7-400 PLC
o功能:负责注塑机的工艺参数采集、注塑动作逻辑控制、液压系统与温控系统的精准调节
2.以太网通讯处理器:远创智控 MPI-ETH-YC01 以太网通讯处理器
o功能:将 PLC 的 /MPI 接口转换为标准以太网接口,支持 ModbusTCP 协议,实现注塑工艺数据高速、稳定传输
3.触摸屏:台达 DOP-110CS
o功能:本地人机交互界面,实现注塑机工艺参数实时显示、手动工艺调试、设备故障本地声光报警与应急操作

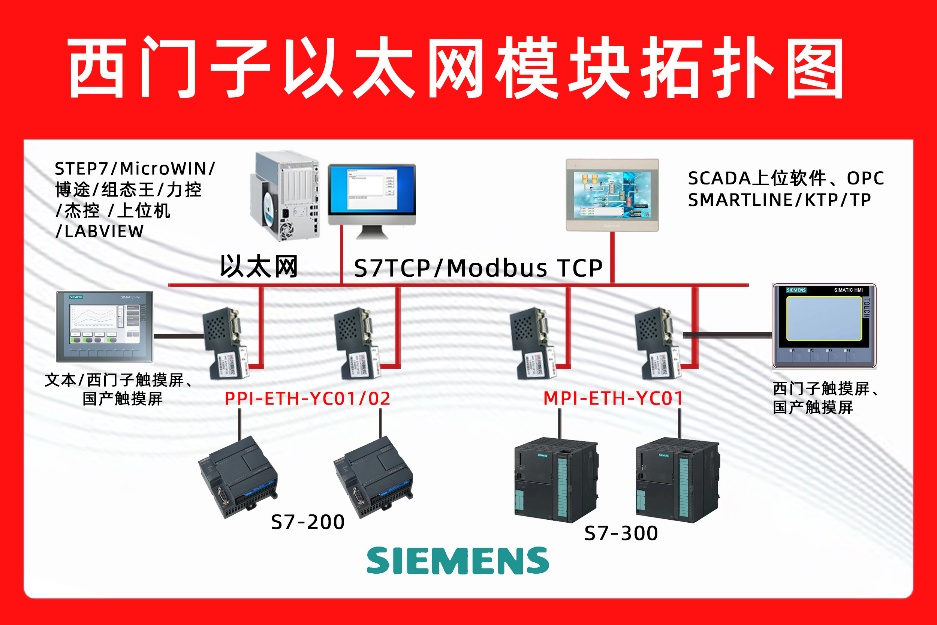
三、网络拓扑结构
(同原文档拓扑结构适配场景调整,核心为各注塑机 PLC 通过 MPI-ETH-YC01 模块接入注塑车间工业局域网,统一连接车间上位机监控系统,每台注塑机配套本地台达 DOP-110CS 触摸屏,注塑机各类传感器、执行器与对应 PLC 完成信号交互)
四、模块配置步骤
1. 物理连接
·将 MPI-ETH-YC01 以太网通讯模块的接口通过屏蔽双绞线一对一连接到各台S7-400 PLC 的 端口,减少工业现场干扰
·使用工业级 RJ45 网线将 MPI-ETH-YC01 模块的以太网接口统一连接到注塑车间抗干扰工业局域网交换机
2. 网络参数配置
·通过串口调试助手或 Web 界面独立访问每台设备的模块配置页面,避免地址矛盾
·为各模块分配独立 IP 地址 (192.168.3.200-192.168.3.2XX)、统一子网掩码 (255.255.255.0) 和网关地址,适配注塑车间网络规划
·配置通信参数:波特率 (9600bps)、数据位 (8 位)、停止位 (1 位)、无校验,匹配注塑工艺参数慢变、高精度传输的需求
3. 功能测试
·使用 Modbus 调试工具 (如 Modbus Poll) 分别测试各模块与上位机的通信连接,验证单台注塑机数据交互稳定性
·模拟注塑生产工艺,验证 PLC 与模块间的工艺指令读写、参数上传、故障信号传输功能是否正常
·进行 72 小时连续带载测试,检查模块状态指示灯、网络连接指示灯是否正常,无通信中断、参数漂移问题

五、系统功能实现
数据采集与监测
系统通过各类高精度传感器与变送器实时采集注塑成型车间的核心生产与设备参数,包括:
·注塑机料筒各段温度、模具温度、熔胶压力
·注射速度、保压时间、开合模位置等工艺参数
·产品生产计数、设备故障报警信号、模具更换状态
采集到的数据通过 PLC 的 AI/AO、DI/DO 模块进行信号转换与处理后,经 MPI-ETH-YC01 以太网通讯处理器转换为 ModbusTCP 协议格式,实时上传至上位机监控系统和本地台达 DOP-110CS 触摸屏,实现注塑生产全流程工艺参数与设备状态的可视化监控。

六、远程监控与管理
上位机监控系统通过以太网与各台注塑机的 MPI-ETH-YC01 以太网模块建立通信,结合注塑成型生产工艺特点,实现以下远程管理功能:
·各注塑机实时工艺参数、生产状态显示与历史工艺数据、生产数据的查询与追溯
·注塑机设备运行状态全维度监控,故障类型精准识别与远程报警、定位
·注塑温度、压力、速度等核心工艺参数的远程设置、微调与工艺配方远程下发
·生产产量、设备稼动率、工艺合格率等生产指标的统计分析与报表自动生成
·生产管理端移动端远程访问车间生产状态,实现异地工艺审核与生产调度
台达 DOP-110CS 触摸屏作为每台注塑机的本地监控操作界面,与上位机系统数据联动,提供工艺参数实时查看、本地工艺调试、紧急故障停机等功能,方便现场操作工与运维人员进行日常生产操作和设备维护。
七、实施效果
1.通信稳定性:MPI-ETH-YC01 以太网通讯处理器在注塑车间复杂的工业电磁环境下,仍保持高可靠的以太网通信连接,通信丢包率低于 0.1%,确保了注塑工艺高精度参数传输的实时性和准确性,无参数传输偏差、信号中断问题。
2.系统扩展性:通过以太网接口,系统可轻松接入企业生产管理局域网,支持注塑车间、生产管理部、技术部等多部门按需访问监控系统,实现生产数据与管理数据的实时同步,为企业 MES 系统对接提供数据基础。
3.运维效率提升:远程监控、故障精准报警与远程工艺调试功能,大幅减少了技术人员现场巡检和调试的频次,设备故障定位与处理时间从原来的 2.5 小时缩短至 20 分钟,有效提升了注塑机的稼动率。
4.生产效益提升:通过对注塑工艺参数的精准、远程调控,实现了注塑生产的精细化管理,相比传统人工现场调试的控制方式,产品不良率降低 18-22%,原材料损耗减少 10-15%,显著提升了注塑生产的经济效益。

八、总结与展望
本案例成功验证了远创智控 MPI-ETH-YC01 以太网通讯模块在注塑成型车间监控系统中的实际应用价值。通过该模块的桥接作用,彻底解决了西门子S7-400 PLC 缺乏标准以太网接口的通信局限,实现了 PLC 与上位机系统的高效、稳定通信。系统投入使用后,不仅提升了注塑成型车间的自动化与智能化管理水平,还实现了生产效率、产品质量的双重提升,为机械制造行业注塑加工环节的智能化升级提供了可复制的硬件配置与应用方案。
(具体内容配置过程及其他相关咨询可联系杨工。)
-
plc
+关注
关注
5052文章
14783浏览量
488385 -
上位机
+关注
关注
27文章
1030浏览量
57339 -
总线协议
+关注
关注
0文章
177浏览量
15662 -
以太网模块
+关注
关注
0文章
90浏览量
8911
发布评论请先 登录
西门子S7-300PLC借助于MPI转以太网模块同时与S7-1500PLC和触摸屏通讯案例

西门子 S7-300 PLC 借助于 MPI 以太网通讯模块与上位机通讯实现触摸屏监控快递分拣中心的应用配置案例

西门子 S7-200 与 S7-1500 PLC 以太网通讯及 HMI 集成 实现汽车涂装车间监控智能化升级

西门子S7-300系列PLC借助于MPI转以太网模块同时与S7-1200PLC和触摸屏、变频器通讯案例

西门子S7-300系列PLC借助于以太网转换模块同时与S7-1200PLC和触摸屏、通讯案例

基于以太网模块:西门子 S7-300PLC 与 LABVIEW 上位机通讯配置实操

西门子S7-400 PLC与S7-1500 PLC以太网通讯及HMI集成实现涂装车间监控的智能化升级

基恩士KV系列PLC借助于以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

西门子PLC跨代整合:S7-400与S7-1500以太网通讯在涂装车间的实战应用

西门子S7-300PLC借助于MPI转以太网模块同时和S7-1500PLC、触摸屏以及Modbus RTU协议的变频器通讯案例

PLC以太网通讯模块实现:西门子S7-300与S7-1200、触摸屏及变频器通讯案例

三菱FX3S PLC借助于PLC以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

MPI 转以太网模块案例:西门子 S7-300PLC 借此与 S7-1200、触摸屏及 ModbusRTU 变频器通讯

plc以太网通讯模块:西门子 S7-300PLC 与 S7-1200、触摸屏及变频器通讯案例

西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例




评论