 欧姆龙 PLC CP1E 以太网模块与上位机、三菱触摸屏通讯配置案例
欧姆龙 PLC CP1E 以太网模块与上位机、三菱触摸屏通讯配置案例


一、行业痛点与需求
在食品、五金、电子元器件等行业的质量检测环节,金属探测设备是把控产品质量、防止金属异物混入的核心设备,其探测灵敏度、运行状态和检测数据的记录追溯直接关系到产品质量安全。传统欧姆龙 CP1E PLC 因缺少以太网接口,与上位机的通信依赖串行链路,数据传输速度慢且抗干扰能力弱,在工业现场复杂的电磁环境下,易出现探测数据传输中断、失真问题,无法实时记录金属异物的探测位置、大小、检测时间等关键信息。
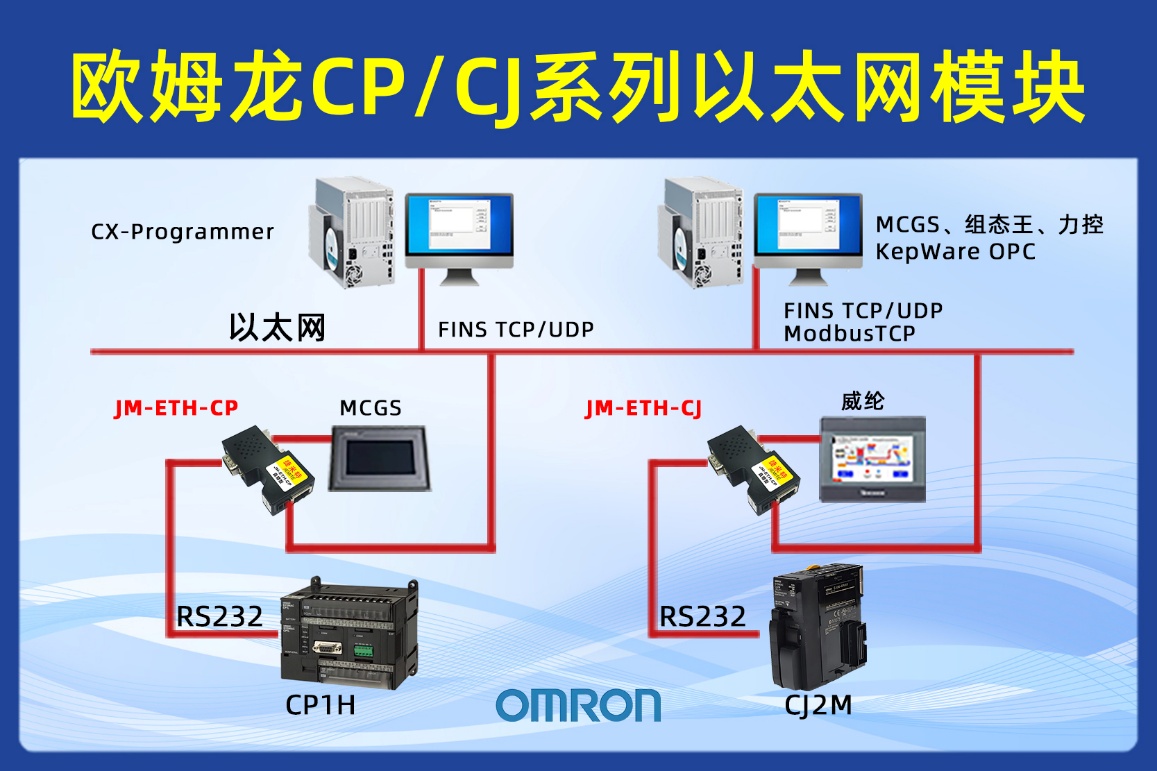
为破解这一难题,远创智控研发的 YC8000-CP 欧姆龙 PLC 以太网模块,专为欧姆龙 CP1E 系列 PLC 设计,可实现 PLC 与以太网的稳定连接,让金属探测设备的网络监控、数据自动上传、远程故障诊断成为现实,匹配各行业的质量检测与追溯需求。

二、项目背景
某大型食品加工企业的休闲食品生产线配备多台金属探测设备,核心控制系统均采用欧姆龙 CP1E PLC。随着国家对食品质量安全追溯要求的不断提高,以及企业自身精益化管理的需求,原有串行通信模式已无法满足金属探测数据的实时采集、自动记录和远程监控需求,且人工统计检测数据的方式效率低下,难以应对大批量生产的质量管控要求。为实现金属探测设备的智能化监控、检测数据的数字化追溯和设备的远程管理,企业引入远创智控 YC8000-CP 欧姆龙 PLC 以太网模块,弥补 CP1E PLC 无以太网接口的缺陷,构建一体化的金属探测质量监控体系。

三、设备选型与配置
1. 设备选型
·PLC 型号:欧姆龙 CP1E
·以太网模块型号:远创智控 YC8000-CP PLC 以太网模块
·触摸屏型号:三菱 GS2107-WTBD(HMI)
2. 硬件连接
·将 YC8000-CP PLC 以太网模块直接插入欧姆龙 CP1E PLC 的 DB9 通讯口,由 PLC 直接供电,无需额外配置电源适配器,适配工业现场的紧凑安装环境。
·使用屏蔽超五类网线将 YC8000-CP 的 RJ45 以太网口连接至食品车间的工业抗干扰局域网交换机,有效抵御车间设备的电磁干扰,保障数据传输稳定。
·将三菱 GS2107-WTBD 触摸屏的专用通讯线缆接入 YC8000-CP 以太网模块的扩展通讯口,实现触摸屏与 PLC 的近距离高速数据交互,方便现场操作人员实时查看设备状态。

3. 软件配置
·触摸屏组态软件:三菱 GT Designer3
·以太网模块配置工具:远创智控调试软件
四、实施过程
1. 现场勘查与规划
项目实施前,技术团队对企业食品生产车间的金属探测设备布局、现场电磁环境、工厂局域网架构以及质量检测数据的上传要求进行全面勘查。重点确认各金属探测设备的探测数据采集点、现场触摸屏的安装位置(考虑车间防水、防油污需求)以及监控中心的网络接入节点。根据食品生产的卫生要求、设备的运行特性和企业质量追溯平台的对接标准,制定了兼顾安装便捷性、运行稳定性和卫生安全性的硬件安装、网络配置和软件调试方案。
2. 模块安装与调试
·硬件安装:选择生产线停产时段进行施工,将 YC8000-CP 以太网模块精准安装至欧姆龙 CP1E PLC 的 DB9 通讯口,完成以太网线、触摸屏通讯线的连接,所有线路均采用食品车间专用的防水、防油污线槽进行布置和防护,符合食品生产的卫生规范。
·模块配置:通过远创智控调试软件对 YC8000-CP 模块进行网络参数配置,设置专属静态 IP、子网掩码和网关,匹配工厂工业局域网的网段要求;通过模块的 Web 服务器管理界面,实时检测模块与 PLC 的通信状态,对通信链路进行抗干扰优化,确保在车间复杂电磁环境下通信无中断。
·软件调试:在上位机端安装欧姆龙 CX-Programmer 软件,通过以太网与 YC8000-CP 模块建立稳定连接,实现 PLC 探测程序的远程上传、下载和在线参数调整(如探测灵敏度);在三菱 GT Designer3 软件中进行触摸屏组态编程,搭建包含设备运行状态、探测灵敏度实时显示、金属异物报警、检测数据本地查询的现场操作界面,确保现场操作人员可通过触摸屏快速掌握设备状态,并对简单参数进行调整。
3. 系统测试与优化
完成硬件安装和软件调试后,结合食品生产的行业特点,开展全维度的系统测试,重点验证系统的稳定性、数据准确性和报警及时性,测试内容包括:
·探测数据传输测试:通过上位机和三菱触摸屏,实时采集金属探测设备的探测灵敏度、异物探测信号、传送带速度等数据,验证数据传输的准确性和实时性,确保金属异物的检测信息可完整、无延迟记录。

·远程监控与参数调整测试:在企业质量管控中心的上位机终端,通过以太网连接 YC8000-CP 模块,实现对车间各金属探测设备的远程实时监控,并远程调整探测灵敏度参数,验证远程操作的有效性和响应速度。
·故障报警与数据追溯测试:模拟金属探测设备常见故障(如传感器故障、探测灵敏度不足、传送带卡滞),验证系统是否能快速捕捉故障信号,在上位机和触摸屏同步发出报警提示;同时模拟金属异物探测场景,验证上位机是否能自动记录异物探测的时间、位置、设备编号等信息,实现检测数据的数字化追溯。
根据测试结果,对模块的通信参数、数据采集频率进行优化,对触摸屏的操作界面进行简化,使其更适配食品车间现场操作人员的使用习惯。
五、总结
远创智控 YC8000-CP 欧姆龙 PLC 以太网模块在金属探测设备中的成功应用,彻底解决了传统欧姆龙 CP1E PLC 无以太网接口、数据传输抗干扰能力弱、检测数据难以数字化追溯的行业痛点。通过模块与三菱触摸屏、上位机的协同工作,实现了金属探测设备的实时监控、远程参数调整、故障智能报警和检测数据数字化追溯,不仅提升了食品生产的质量检测精度和生产效率,还让企业的质量管控工作更贴合国家行业标准,为企业打造智能化、标准化的食品生产质量管控体系提供了坚实的技术支撑。
(具体内容配置过程及其他相关咨询可联系杨工。)
审核编辑 黄宇
-
以太网
+关注
关注
41文章
6184浏览量
181547 -
plc
+关注
关注
5052文章
14803浏览量
488521 -
触摸屏
+关注
关注
42文章
2504浏览量
122489
发布评论请先 登录
欧姆龙 CP1E PLC 借助以太网通讯模块与上位机通讯实现触摸屏监控金属探测设备的应用配置案例

欧姆龙 PLC CP1E 以太网模块与上位机、三菱触摸屏的盾构机隧道掘进监控配置案例
欧姆龙 PLC CP1H 以太网模块与上位机、MCGS 触摸屏通讯配置案例
欧姆龙 CP1H PLC 借助以太网模块与上位机编程软件通讯实现 MCGS 触摸屏监控的激光切割应用配置案例

欧姆龙CP系列以太网模块配置实现上位机与触摸屏监控方案

欧姆龙CPM1A系列PLC借助以太网模块同时与上位机和触摸屏,变频器高效通讯案例

欧姆龙C200H以太网模块连接上位机与触摸屏的配置案例

欧姆龙C200H系列PLC以太网模块应用案例
三菱FX3S PLC借助于PLC以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

冲压车间生产优化:欧姆龙CP1E PLC配合以太网模块,助力上位机与触摸屏协同工作

plc 以太网通讯模块实现:欧姆龙 CP1E PLC 在冲压车间的应用案例

以欧姆龙CP1H PLC以太网模块构建纺织机械上位机和触摸屏控制网络的案例
PLC以太网通讯模块:欧姆龙 CP1H PLC在纺织机械上的应用案例
欧姆龙PLC CP1E以太网模块与上位机、触摸屏通讯配置案例
欧姆龙PLC CP1L通过以太网模块与上位机通讯配置案例



评论