 无刷吸尘电机一体化驱动主板无损拆装定位工艺规范
无刷吸尘电机一体化驱动主板无损拆装定位工艺规范

一、工艺设计背景与核心要求
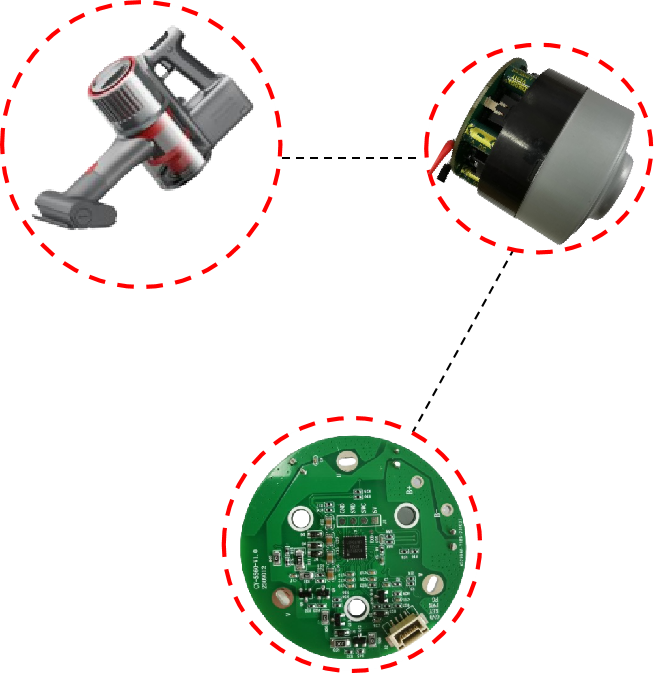
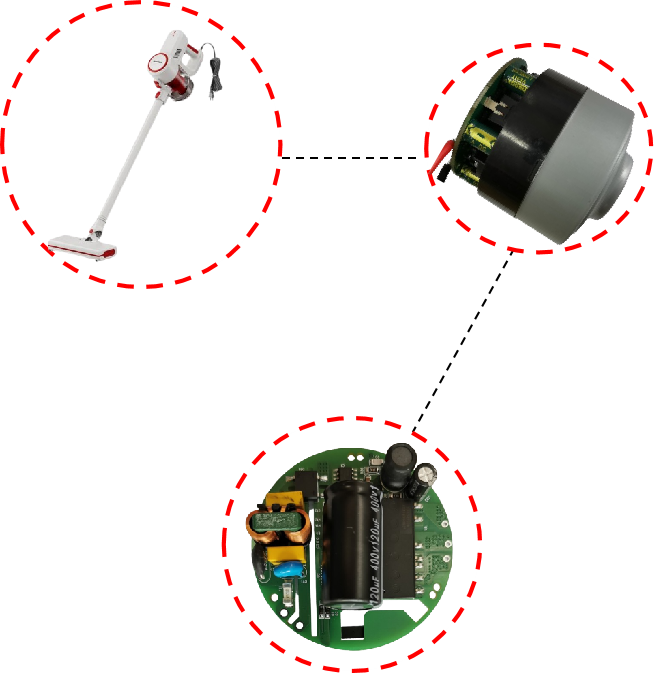
无刷吸尘电机驱动主板(以下简称 “驱动主板”)集成了 SiC MOSFET、驱动 IC、滤波器件、连接器等精密组件,且与电机定子、风道壳体通过螺栓 + 灌封胶复合固定,拆装场景主要包括:产线组装调试、售后故障维修、版本升级替换。其核心工艺要求如下:
无损性要求:拆装后主板无焊点脱落、器件破损、PCB 变形(翘曲≤0.2mm),电机轴承、定子绕组无损伤;
定位精度要求:重装后主板与电机定子同轴度≤0.1mm,安装面平面度≤0.05mm,确保电磁耦合稳定性与风道气密性;
效率要求:单套拆装耗时≤15min(熟练技工),无需专用复杂工装;
兼容性要求:适配主流无刷吸尘电机(功率 300-1200W,转速 60k-120k r/min)的驱动主板结构。
二、关键前置条件与工具准备
2.1 环境与人员要求
环境:洁净车间(Class 10000),温度 23±5℃,湿度 40%-60%,避免粉尘、静电损伤器件;
人员:需经专项培训,熟悉主板结构与防静电操作,穿戴防静电服、防静电手套、接地手环(接地电阻≤1MΩ)。
2.2 专用工具选型(核心保障无损拆装)
| 工具类型 | 选型规格 | 关键参数 | 工艺用途 |
| 扭矩螺丝刀 | 世达 SATA 09651(可调扭矩) | 扭矩范围 0.5-5N・m,精度 ±5% | 拆卸 / 紧固安装螺栓,避免过扭矩损伤螺纹 |
| 真空吸笔 | 爱迪生 ESD-100(防静电型) | 吸力 0.3-0.8kgf,硅胶吸头 | 拾取主板,避免直接接触器件引脚 |
| 热风枪 | 威乐 Weller WXP 200 | 温度范围 50-450℃,风速可调(1-10 级) | 软化灌封胶,辅助分离主板与安装面 |
| 定位工装 | 定制铝制定位治具 | 含 3 个定位销(直径 2mm,公差 H7),基准面平面度≤0.02mm | 拆装过程中固定电机,确保定位基准一致 |
| 辅助工具 | 防静电镊子(尖嘴 / 平头)、硅酮导热膏(导热系数≥4.0 W/m・K)、无水乙醇(99.7%)、无尘布 | - | 清理残留胶层、修复导热界面、辅助器件防护 |
2.3 物料准备
备件:同型号驱动主板、替换用灌封胶(高导热有机硅,如汉高 Loctite EA 9466)、导热垫(厚度 0.8mm,如 Laird Tflex HD900);
防护材料:耐高温美纹纸(耐温≥150℃)、静电屏蔽袋、器件防护盖。
三、无损拆卸工艺规范(核心流程)
3.1 预处理与防护
将电机固定在定制定位工装上,确保电机输出轴与工装基准面垂直(垂直度≤0.03mm),避免拆卸时电机晃动;
用耐高温美纹纸覆盖电机定子绕组、连接器接口、轴承端盖等关键部位,防止热风、乙醇或杂质污染;
用静电屏蔽袋铺垫工作台,所有拆卸工具提前接地(通过防静电手环或接地导线)。
3.2 螺栓拆卸
识别主板安装螺栓(通常 3-4 颗 M2-M3 十字螺栓),按 “对角交替” 顺序拆卸,每颗螺栓采用扭矩螺丝刀(预设扭矩 1.0N・m)逆时针旋转,避免单侧受力导致 PCB 变形;
拆卸后的螺栓放入防静电零件盒分类存放,螺栓表面涂抹少量防锈油(如 WD-40),防止螺纹氧化。
3.3 灌封胶软化与分离
若主板与电机安装面采用灌封胶固定(常见于功率≥800W 电机),使用热风枪对灌封胶区域进行均匀加热:温度设置 120-150℃,风速 3-5 级,热风枪喷嘴与主板表面距离≥3cm,避免局部过热(器件耐温≤150℃);
加热过程中用红外测温仪实时监测主板表面温度,控制在 100-120℃(持续 2-3min),待灌封胶软化(硬度≤Shore A 20)后,用真空吸笔吸附主板边缘(无器件区域),垂直向上缓慢施力(拉力≤5kgf);
若存在局部粘连,用平头防静电镊子轻轻撬动粘连处(支点选主板安装孔周围铜箔加固区),禁止撬动器件焊接区域或 PCB 边缘薄弱部位。
3.4 主板取出与清洁
主板分离后,立即放入静电屏蔽袋暂存,避免静电击穿敏感器件(如驱动 IC、SiC MOSFET);
用无尘布蘸取少量无水乙醇,轻轻擦拭电机安装面残留的灌封胶与导热膏,确保安装面无杂质(平整度≤0.05mm);
检查主板拆卸后的状态:PCB 表面无划痕、器件无松动、焊点无开裂,若发现损伤需标记并单独处理。
四、无损安装与定位工艺规范
4.1 安装面预处理
清洁新主板或待重装主板的安装面:用无尘布蘸取无水乙醇擦拭 PCB 安装孔周围、导热垫贴合区域,去除油污与粉尘;
在主板导热垫贴合区域(功率器件对应位置)均匀涂抹硅酮导热膏,厚度控制在 50-100μm(用刮板刮平,避免气泡),或粘贴预切好的导热垫(尺寸与功率器件散热焊盘一致);
若需重新灌封,在主板边缘涂抹一圈高导热有机硅灌封胶(宽度 2-3mm,厚度 1-2mm),确保与电机安装面贴合后无溢胶。
4.2 定位与贴合
将主板对准电机安装面的定位销(或定位孔),通过定位工装辅助校准:确保主板与电机定子同轴(同轴度≤0.1mm),安装面完全贴合(间隙≤0.1mm),无倾斜;
用真空吸笔吸附主板,缓慢下放至安装面,轻压主板边缘(均匀施力,压力≤3kgf),确保导热膏 / 导热垫与电机安装面紧密接触,无空泡。
4.3 螺栓紧固
按 “对角交替” 顺序安装螺栓,先用手拧至接触主板表面,再用扭矩螺丝刀(预设扭矩 1.0-1.5N・m,根据螺栓规格调整)顺时针紧固;
紧固过程分两步:第一步拧至扭矩的 50%,第二步拧至额定扭矩,避免一次性紧固导致主板变形;
紧固后检查:主板无翘曲、螺栓无滑丝,用塞尺测量主板边缘与安装面间隙,≤0.05mm 为合格。
4.4 灌封与固化(如需)
若需灌封,在主板与电机安装面的缝隙处补充灌封胶,确保缝隙完全填充(无气泡),灌封胶厚度控制在 2-3mm;
固化流程:室温下静置 30min(初步固化),再放入恒温箱(80℃)烘烤 1h(完全固化),或按灌封胶说明书要求执行,固化期间避免震动。
4.5 收尾检查
拆除美纹纸与定位工装,清理多余溢胶(用无尘布蘸取无水乙醇擦拭);
检查电气连接:连接器插合到位(无松动)、线束无挤压,用万用表测量功率器件引脚与地之间的绝缘电阻(≥10MΩ);
标记拆装信息:在主板边缘粘贴标签,记录拆装日期、操作人员、设备编号,便于追溯。
五、质量检验与可靠性验证
5.1 外观与尺寸检验
| 检验项目 | 检验标准 | 检验工具 |
| PCB 外观 | 无划痕、变形、焊点开裂 | 放大镜(10 倍) |
| 器件状态 | 无破损、松动、引脚弯曲 | 目视 + 镊子轻触检查 |
| 安装精度 | 同轴度≤0.1mm,平面度≤0.05mm | 百分表、塞尺 |
| 灌封质量 | 无气泡、溢胶≤1mm | 目视 + X 射线检测(批量生产) |
5.2 电气性能验证
静态测试:测量电源输入阻抗、功率器件绝缘电阻、驱动信号波形(无畸变);
动态测试:电机空载运行 30min,监测转速稳定性(波动≤±1%)、功率器件结温(≤120℃)、EMC 性能(符合 CISPR 22 Class B);
可靠性测试:拆装循环 10 次后,重复上述测试,性能无衰减为合格。
六、工艺注意事项与常见问题处理
6.1 关键注意事项
严禁用金属工具直接接触器件引脚、焊点或 PCB 铜箔,避免划伤或短路;
热风加热时需均匀扫动,禁止长时间聚焦某一点,防止器件热损坏;
防静电措施贯穿全程,主板未放入静电屏蔽袋时,禁止接触驱动 IC、SiC MOSFET 等敏感器件;
扭矩螺丝刀需定期校准(每月 1 次),确保扭矩精度。
6.2 常见问题处理
| 问题现象 | 原因分析 | 处理方案 |
| 主板粘连无法分离 | 灌封胶未充分软化 | 延长热风加热时间(至 150℃/5min),或用专用胶黏剂去除剂(如 3M 38987)辅助软化 |
| 螺栓滑丝 | 扭矩过大或螺纹损伤 | 更换同规格螺栓,若安装孔螺纹损坏,采用螺纹修复剂(如 Loctite 277)修复 |
| 主板翘曲 | 紧固顺序不当或扭矩不均 | 拆卸螺栓重新紧固,按 “对角交替” 分步施加扭矩 |
| 导热不良 | 导热膏厚度不均或有气泡 | 清除旧导热膏,重新涂抹并刮平,确保无气泡 |
七、总结与工艺优化方向
本工艺规范通过 “定位基准标准化、工具专用化、流程精细化”,实现了无刷吸尘电机驱动主板的无损拆装与精准定位,核心优势在于:明确了关键工序的参数阈值(如扭矩、温度、厚度),降低了人为操作误差;选用防静电、低损伤专用工具,从源头避免器件与主板损伤;通过定位工装与分步紧固,保障了重装后的定位精度与电气性能一致性。
未来工艺优化可聚焦三个方向:1)开发一体化快速定位工装,将拆装时间缩短至 10min 以内;2)采用可重复使用的模块化灌封结构,替代传统不可逆灌封胶,提升拆装便利性;3)引入机器视觉辅助定位,进一步提高安装精度(同轴度≤0.05mm)。本规范适用于产线批量生产与售后维修场景,可根据具体电机型号与主板结构进行针对性调整。
-
MOSFET
+关注
关注
151文章
10759浏览量
234831 -
电机
+关注
关注
145文章
9694浏览量
154731 -
主板
+关注
关注
55文章
2401浏览量
77189
发布评论请先 登录
什么是安消一体化物联网系统云平台--安防消防一体化物联网系统云平台简称安消一体化云平台
光储充一体化电站微电网系统建设的应用方案

无刷吸尘器电机驱动板:隔离拆卸、线束分离与散热件拆除规范
吸尘器马达驱动系统硬件电路设计(有刷/BLDC兼容方案)
高速无刷吸尘器电机驱动板整体设计与实现方案

无刷吸尘器在吸尘器领域带来了革命性的提升,其优势是全方位的【其利天下】
无刷直流电机在车载吸尘器马达驱动方案中的应用:突破效率与响应瓶颈
三相无刷直流电机的手持吸尘器高效动力系统构建方案
集成化PCBA:实现吸尘器电机驱动、保护与智能管理的一体化方案
定位模块还在选择GPS?也许定位通信一体化模块更适合你

为无刷吸尘器驱动方案按下“静音键”--【其利天下】

【电机】了解无刷直流电机BLDC



评论