 分板还是毁板?PCBA V-Cut分板应力应变测试与工艺优化指南
分板还是毁板?PCBA V-Cut分板应力应变测试与工艺优化指南

一批智能手表主板在分板后,贴片电阻莫名开裂,故障率高达15%。更换了物料供应商、调整了回流焊曲线,问题依旧。直到我们用应变仪对准分板机的那一刻,才发现真相:V-Cut刀正在以每秒1500次的振动,像锯木头一样切割着你们的PCB。
如果你正在搜索“V-Cut分板应力”、“PCB线路板断裂”或“分板工艺优化”,说明你已经意识到,这个看似简单的工序,实则是PCBA制造中应力风险最高的环节之一。今天,我们就来拆解这个“隐形杀手”,并给出数据驱动的解决方案。
一、分板应力:为什么你的板边总在“哭泣”?
分板过程的本质是机械切割,必然产生应力。但糟糕的工艺会让应力急剧放大:
- 刀具问题: 钝化的V-Cut刀不再切割,而是“撕裂”FR-4材料,需要更大下压力,导致应力剧增。
- 设备设置: 刀深过度、进板速度过快、上下刀对齐不准,都会让PCB承受不必要的弯曲和扭曲。
- 设计缺陷: V-Cut线附近布局了敏感的大陶瓷电容或BGA元件,等于将脆弱部位直接暴露在冲击之下。
这些应力会立刻导致陶瓷电容微裂、芯片焊点损伤,也可能在后期振动测试中才暴露为线路断裂,让你根本找不到问题根源。
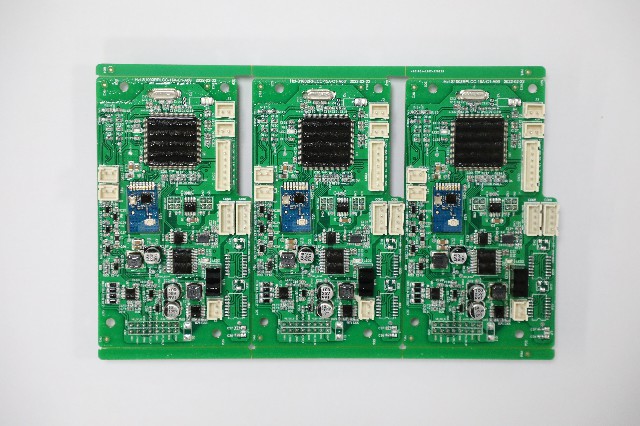
二、一次分板应力超标排查全记录
某家电控制器生产企业,产品在分板后ICT测试良率骤降,且故障点集中在板边元件。
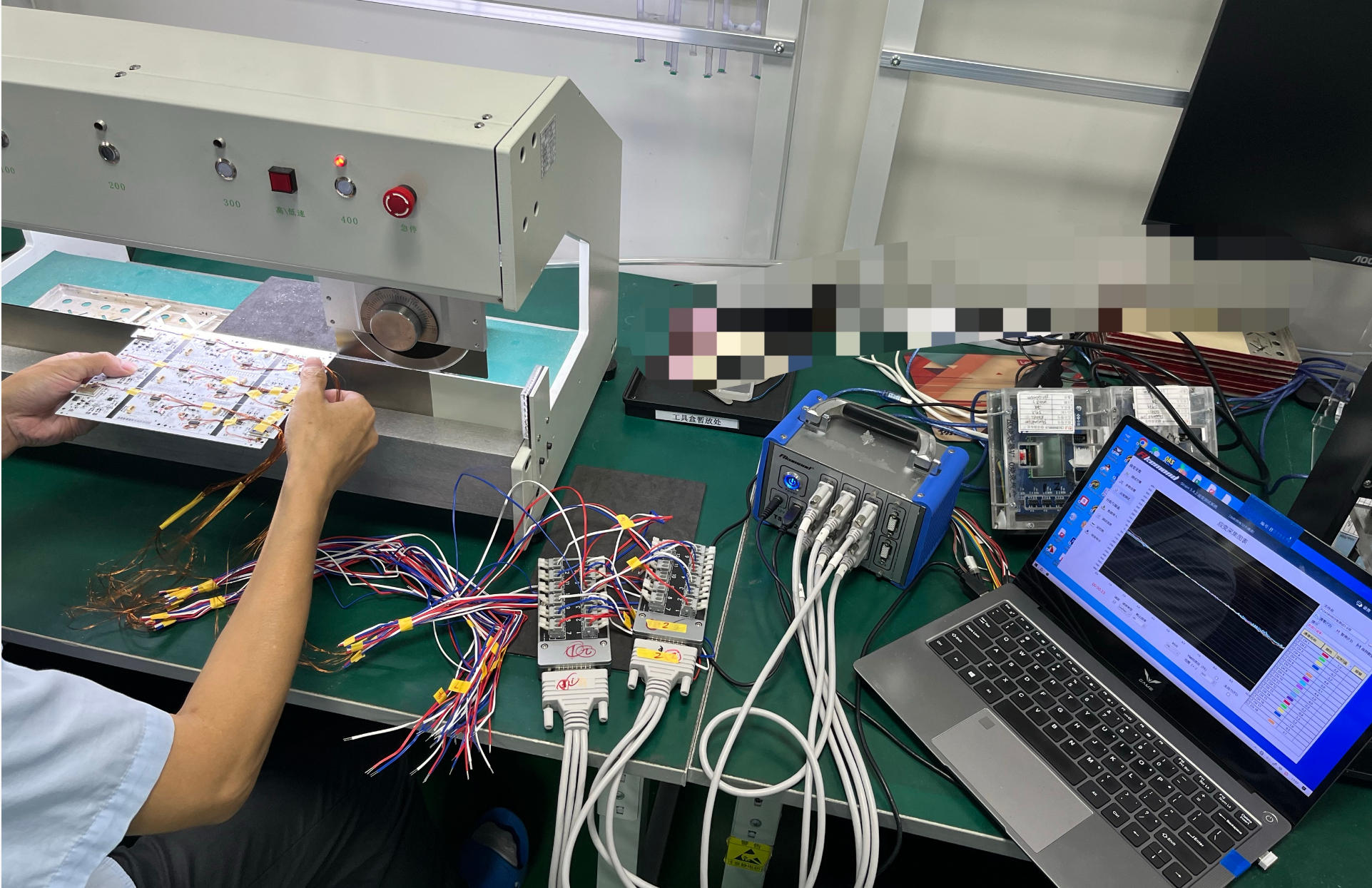
第1步:布点与数据采集 我们在距离V-Cut线最近的一排0201电容和板边BGA处粘贴了4个微型应变片。将板卡送入分板机,用高速采集设备记录下整个分板过程中的应变变化。
第2步:发现数据异常 测试结果令人震惊:分板瞬间产生了多个超过1200µε的应力峰值(如图),远超IPC标准推荐的500µε安全线,且应力持续时间较长。
第3步:定位问题根源 通过高速摄像机慢放发现,问题根源在于:
- 刀具老化: V-Cut刀已使用超过6个月,刃口有明显磨损,不再锋利。
- 参数不当: 进板速度过快,导致“拉扯”而非平滑切割。
- 支撑不足: 板卡在刀口处存在轻微悬空。
第4步:针对性整改 我们协助客户进行了三项调整:
- 更换新刀具,并建立严格的刀具寿命管理记录。
- 优化参数: 将进板速度从800mm/s降低至500mm/s。
- 增加支撑: 在分板治具上增加精准的局部支撑块。
第5步:验证效果 整改后再次测试,应变峰值稳定降至400µε以下。一周后产线反馈,该型号的板边元件故障率降至0.5%以下。
三、四种分板方式应力风险横向对比
除了V-Cut,你还应该了解其他分板方式的应力特性:

结论: 对于大多数消费电子,优化后的V-Cut分板机是成本与质量的平衡点。对于车载、医疗等高可靠性产品,建议优先考虑铣刀或激光分板。
四、给工程师的三大实用建议
- 设计规避(DFM): 在布局时,强制规定V-Cut线两侧3mm内为“禁区”,禁止放置所有陶瓷电容、晶振、BGA等应力敏感元件。
- 建立预防性维护(PM)制度: 为分板机建立档案,定期检查并更换刀具,并记录每次更换后的应力抽检数据。
- 用数据说话: 新机型首次分板、更换分板设备或刀具后,做一次应变测试。这是验证工艺安全性的唯一科学依据。

结语
分板是PCBA制造中应力最大、最易被忽视的环节。一把钝化的刀,一天就能 silently 毁掉上千片板卡。从“经验猜测”到“数据驱动”,是提升产品可靠性的必经之路。
作为PCBA应力应变检测专家,广州宇华测控不仅提供精准的测试方案,更希望分享这些来自产线的真实案例与解决方案。我们始终认为,帮助客户避免问题,比出了问题再解决更有价值。
如果您也受困于分板质量问题,或想为您的工艺做一次“应力体检”,欢迎与我们交流。
本文关键词: V-Cut分板应力、PCB线路板断裂、分板工艺优化、铣刀分板 vs V-Cut、PCBA应力测试、陶瓷电容裂纹、分板机参数设置、电子产品可靠性设计、PCBA生产工艺改进
-
应力检测
+关注
关注
0文章
3浏览量
5476 -
PCBA
+关注
关注
25文章
1962浏览量
57254 -
应变仪
+关注
关注
0文章
18浏览量
7450 -
应变测试
+关注
关注
0文章
27浏览量
7195
发布评论请先 登录
V-CUT刀的种类及使用注意事项
pcba分板工艺的注意事项
PCBA拼板进行分板的要求
PCB应力应变测试方案,分板应力测试,ICT应力测试,FCT应力测试,装配应力测试



PCB分板应力测试方法和步骤

PCBA拼板分板全流程解析:从设计到量产,每一步都很关键!



评论