 PLC控制伺服系统步骤_西门子PLC控制的伺服控制系统详解
PLC控制伺服系统步骤_西门子PLC控制的伺服控制系统详解

本文主要详解PLC控制伺服系统步骤,首先介绍了PLC工作原理以及PLC控制伺服电机3种方式,其次阐述了西门子PLC控制的伺服控制系统,具体的跟随小编一起来了解一下。
PLC工作原理
PLC是采用“顺序扫描,不断循环”的方式进行工作的。即在PLC运行时,CPU根据用户按控制要求编制好并存于用户存储器中的程序,按指令步序号(或地址号)作周期性循环扫描,如无跳转指令,则从第一条指令开始逐条顺序执行用户程序,直至程序结束。然后重新返回第一条指令,开始下一轮新的扫描。在每次扫描过程中,还要完成对输入信号的采样和对输出状态的刷新等工作。
PLC的一个扫描周期必经输入采样、程序执行和输出刷新三个阶段。
PLC在输入采样阶段:首先以扫描方式按顺序将所有暂存在输入锁存器中的输入端子的通断状态或输入数据读入,并将其写入各对应的输入状态寄存器中,即刷新输入。随即关闭输入端口,进入程序执行阶段。
PLC在程序执行阶段:按用户程序指令存放的先后顺序扫描执行每条指令,经相应的运算和处理后,其结果再写入输出状态寄存器中,输出状态寄存器中所有的内容随着程序的执行而改变。
输出刷新阶段:当所有指令执行完毕,输出状态寄存器的通断状态在输出刷新阶段送至输出锁存器中,并通过一定的方式(继电器、晶体管或晶闸管)输出,驱动相应输出设备工作。
PLC控制伺服电机3种方式
1、转矩控制
转矩控制方式是通过外部模拟量的输入或直接的地址的赋值来设定电机轴对外的输出转矩的大小,具体表现为例如10V对应5Nm的话,当外部模拟量设定为5V时电机轴输出为2.5Nm:如果电机轴负载低于2.5Nm时电机正转,外部负载等于2.5Nm时电机不转,大于2.5Nm时电机反转(通常在有重力负载情况下产生)。可以通过即时的改变模拟量的设定来改变设定的力矩大小,也可通过通讯方式改变对应的地址的数值来实现。
应用主要在对材质的受力有严格要求的缠绕和放卷的装置中,例如饶线装置或拉光纤设备,转矩的设定要根据缠绕的半径的变化随时更改以确保材质的受力不会随着缠绕半径的变化而改变。
2、位置控制
位置控制模式一般是通过外部输入的脉冲的频率来确定转动速度的大小,通过脉冲的个数来确定转动的角度,也有些伺服可以通过通讯方式直接对速度和位移进行赋值。由于位置模式可以对速度和位置都有很严格的控制,所以一般应用于定位装置。
3、速度模式
通过模拟量的输入或脉冲的频率都可以进行转动速度的控制,在有上位控制装置的外环PID控制时速度模式也可以进行定位,但必须把电机的位置信号或直接负载的位置信号给上位反馈以做运算用。
位置模式也支持直接负载外环检测位置信号,此时的电机轴端的编码器只检测电机转速,位置信号就由直接的最终负载端的检测装置来提供了,这样的优点在于可以减少中间传动过程中的误差,增加了整个系统的定位精度。
西门子PLC控制的伺服控制系统详解
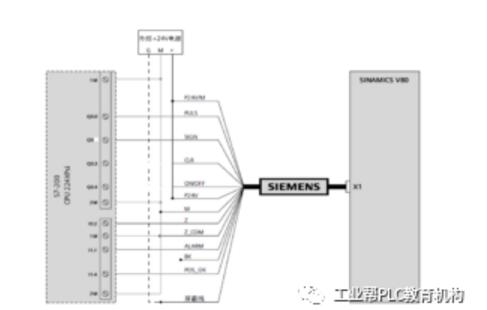
以SINAMICS V80系统为例说明。SINAMICS V80伺服驱动系统包括伺服驱动器和伺服电机两部分,伺服驱动器总是与其对应的同等功率的伺服电机一起配套使用。SINAMICS V80伺服驱动器通过脉冲输入接口来接受从上位控制器发来的脉冲序列,进行速度和位置的控制,通过数字量接口信号来完成驱动器运行的控制和实时状态的输出。
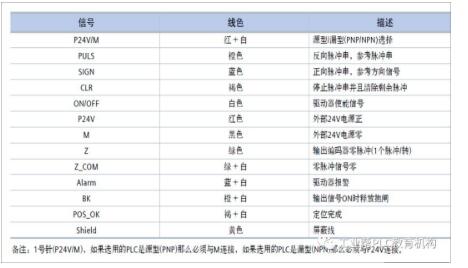
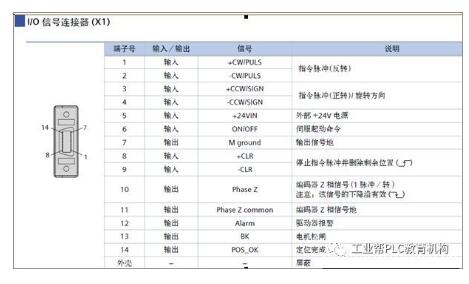
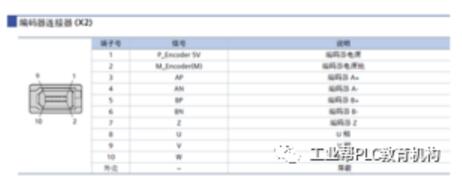
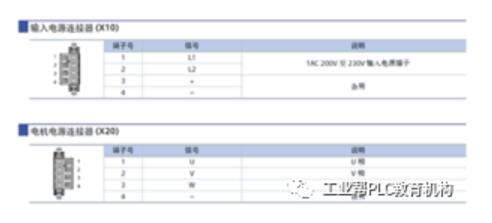
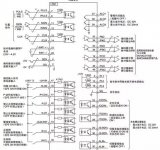
驱动器上有一个脉冲设置旋转开关用来设计脉冲分辨率以及指令脉冲类型的。本设计选择3,对应的分辨率是10000。驱动器的四个连接器X1、X2、X10和X20相应的功能如图3所示:
伺服电机控制系统的硬件组成如图 4 所示。S7-200根据要求发出高速脉冲和电机转动的方向信号,经过驱动器控制伺服电机旋转;电机旋转编码器的输出信号通过驱动器形成A 相和B 相正交信号,经信号转换以后作为S7-200 高速计数器的信号源,形成以S7-200 为处理器的闭环控制系统。伺服电机、伺服驱动器和S7-200PLC 之间采用屏蔽电缆连接。
在伺服电机运行设计时,考虑到伺服电机的平稳启停,设计了三段式脉冲方式,其示意图如5所示。脉冲是分三段式走,即上升、恒速、下降三段,上升段是启动时速度从一个比较低的值上升到一个比较高的值,下降段是电机制动时速度从一个比较高的值一直减小到一个比较小的值,这样有利于保护电机。定义上升和下降段都是走一百个脉冲,则剩余需走的脉冲在恒速段高速走完。另外当需走的脉冲数少于两百个时,就以单段低速走,在每个脉冲子程序中都会先判断是以单段式走还是以三段式走。
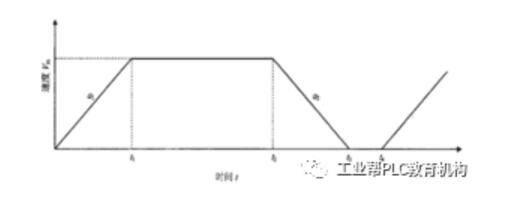
图5 三段式脉冲示意图
为了配合步进和伺服电动机的控制,西门子PLC内置了脉冲输出功能,并设置了相应的控制指令,可以很好地对步进和伺服电动机进行控制。
本节将重点讲解西门子S7-200 PLC脉冲输出功能和步进电动机的控制,伺服电动机的控制与步进电动机的基本相同。S7-300/400 PLC中也可以通过FM模块实现步进和伺服控制,思路与S7-200 PLC一致,本节不再介绍。
1. 脉冲输出(PLS)指令
脉冲输出(PLS)指令功能为:使能有效时,检查用于脉冲输出(Q0.0或Q0.1)的特殊存储器位(SM),然后执行特殊存储器位定义的脉冲操作。指令格式如表9-3所示。
2. 用于脉冲输出(Q0.0或Q0.1)的特殊存储器
每个PTO/PWM发生器都有一个控制字节(8位)、一个脉冲计数值(无符号的32位数值)、一个时间周期和脉宽值(无符号的16位数值)。这些值都放在特定的特殊存储区(SM),如表9-4所示。执行PLS指令时,S7-200读这些特殊存储器位(SM),然后执行特殊存储器位定义的脉冲操作,即对相应的PTO/PWM发生器进行编程。
3. Q0.0和Q0.1的共用
PTO/PWM生成器和输出映像寄存器共用Q0.0和Q0.1。在Q0.0或Q0.1使用PTO或PWM功能时,PTO/PWM发生器控制输出,并禁止输出点的正常使用,输出波形不受输出映像寄存器状态、输出强制、执行立即输出指令的影响;在Q0.0或Q0.1位置没有使用PTO或PWM功能时,输出映像寄存器控制输出,所以输出映像寄存器决定输出波形的初始和结束状态,即决定脉冲输出波形从高电平或低电平开始和结束,使输出波形有短暂的不连续。
4. 线性脉冲串输出(PTO)
PTO可以实现占空比为1:2的高速脉冲串的输出,脉冲数和周期可以由用户定义。状态字节中的最高位(空闲位)用来指示脉冲串输出是否完成。可在脉冲串完成时启动中断程序,若使用多段操作,则在包络表完成时启动中断程序。
5. 脉宽可调脉冲(PWM)输出
PWM是脉宽可调的高速脉冲输出,通过控制脉宽和脉冲的周期,实现控制任务。
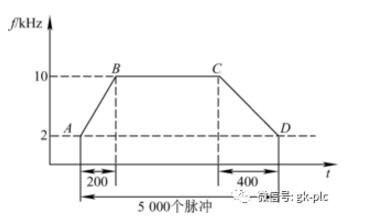
步进电动机在起动和停止时有一个加速及减速过程,且加速度越小则冲击越小,动作越平稳。所以,步进电动机工作时一般要经历这样一个变化过程:加速→恒速(高速)→减速→恒速(低速)→停止。步进电动机转速与脉冲频率成正比,所以输入步进电动机的脉冲频率也要经过一个类似变化过程。步进电动机脉冲频率变化规律如图9-5所示。
1. 通过指令向导组态PTO
STEP7-Micro/WIN提供了位置控制向导,可以帮助用户方便地完成PTO、PWM或位控模块的组态。该向导可以生成位控指令,可以用这些指令在应用程序中对速度和位置进行动态控制。
本小节通过PLC控制一个步进电动机的应用,说明利用STEP7-Micro/WIN位置控制向导来实现PTO控制步进电动机的具体操作过程。
1. 通过指令向导组态PTO
STEP7-Micro/WIN提供了位置控制向导,可以帮助用户方便地完成PTO、PWM或位控模块的组态。该向导可以生成位控指令,可以用这些指令在应用程序中对速度和位置进行动态控制。
本小节通过PLC控制一个步进电动机的应用,说明利用STEP7-Micro/WIN位置控制向导来实现PTO控制步进电动机的具体操作过程。

-
plc
+关注
关注
5052文章
14823浏览量
488676 -
伺服系统
+关注
关注
14文章
609浏览量
41919
发布评论请先 登录
PLC在永磁无刷直流电机伺服系统中的应用
一文看懂西门子PLC控制的伺服控制系统
采用西门子1217C PLC来控制伺服
西门子PLC控制系统中的抗干扰问题
怎样通过PLC来控制伺服系统
西门子PLC与伺服控制器如何通讯
伺服控制系统的分类方式和常见伺服控制系统介绍
伺服控制系统的分类方式和常见伺服控制系统介绍




评论