 波峰焊对比传统手工焊接优势
波峰焊对比传统手工焊接优势

 核心优势对比表
核心优势对比表
| 对比维度 | 波峰焊 | 烙铁手工焊 | 优势差值 |
|---|---|---|---|
| 产能 | 500-1500焊点/分钟 | 20-60焊点/分钟(不可控,严重依赖员工熟练度) | ↑20-25倍 |
| 单点成本 | ¥0.003-0.008 | ¥0.10-0.30 | ↓33-37倍 |
| 焊点缺陷率 | 3000-6000 DPPM(优化后) | 50000-80000 DPPM | ↓13-16倍 |
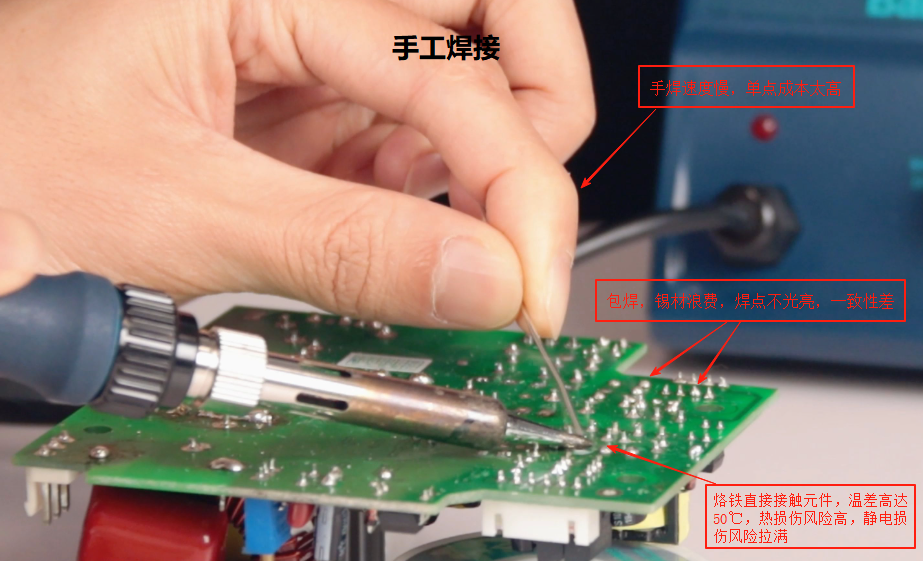
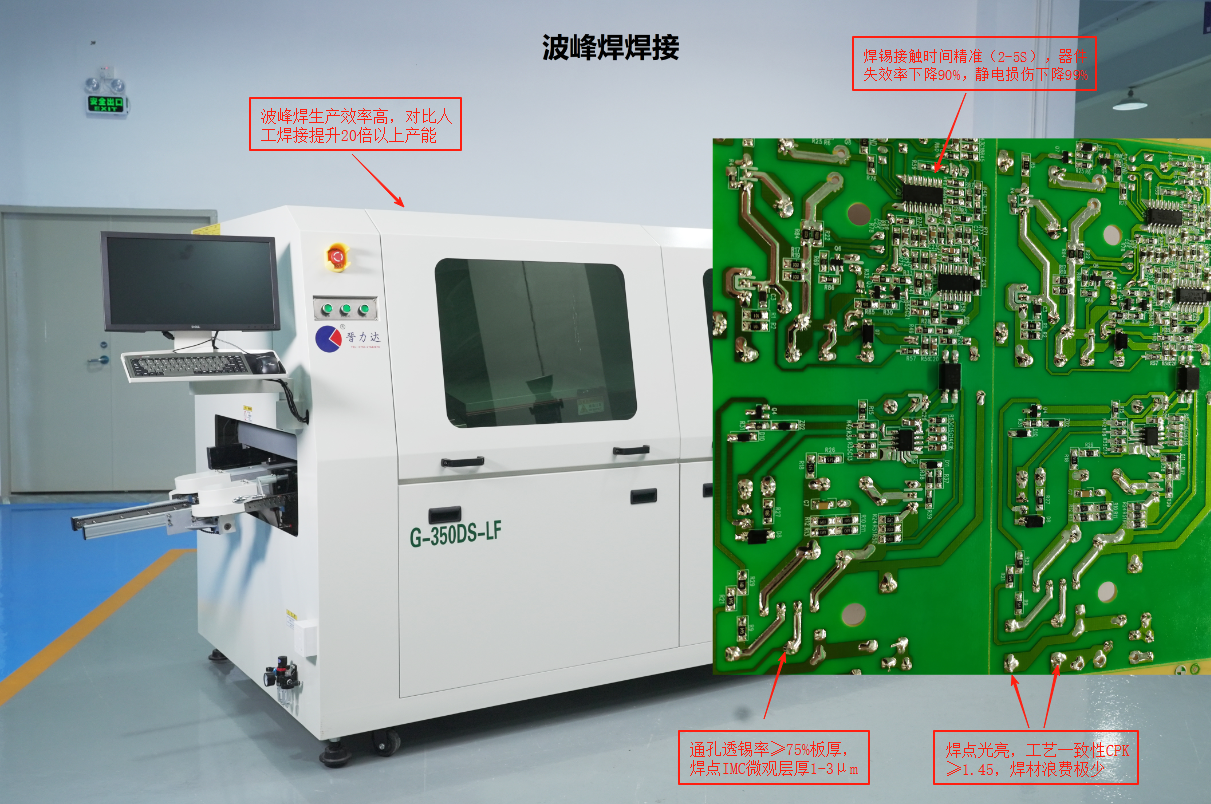
| 热损伤风险 | 接触时间精准(2-5s) | 依赖操作者(3-15s) | 器件失效率↓90% |
| 工艺一致性 (CPK) | ≥1.45(自动参数控制) | ≤0.8(人为波动大) | 波动减少75% |
| ESD防护 | 非接触式焊接 | 烙铁直接接触元件 | 静电损伤↓99% |
技术优势深度解析
1. 碾压式效率提升
·批量****焊接 :
单板200个通孔焊点 → 波峰焊15-20秒完成 vs 手工焊需6分钟以上
·产线****自动化 :
可对接SMT+DIP产线实现全自动生产(如:SMT贴片工艺 → 自动插件 → 波峰焊 → 在线AOI→在线ICT→打包出货)
2. 质量可靠性突破
| 指标 | 波峰焊 | 手工焊缺陷风险 |
|---|---|---|
| 通孔透锡率 | ≥75%板厚(IPC Class 3) | 常低于30%(虚焊隐患) |
| 温度均匀性 | 锡炉波峰液面温差≤±3℃ | 烙铁头温差>±50℃ |
| 焊点微观表现 | IMC层厚度均匀(1-3μm) | 局部过厚/过薄(0.5-5μm) |
3. 成本结构优化(年产100万台)****
| 成本项 | 波峰焊 | 手工焊 | 年节省额 |
|---|---|---|---|
| 人力成本 | 1人监控2台设备 | 需50名焊工 | ¥2,800,000 |
| 焊料损耗 | 锡渣率10% | 焊锡丝浪费率30% | ¥650,000 |
| 返修成本 | 0.5% | 8% | ¥1,200,000 |
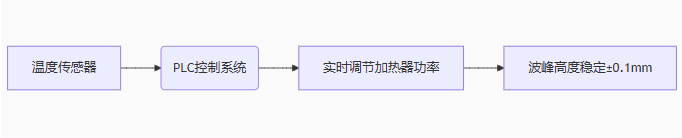
4. 工艺控制精度
·参数数字化 :
手工焊不可替代的场景
尽管波峰焊优势显著,但以下情况仍需手工焊****接 :
1.维修返工 :更换单个故障元件
3.特殊材料 :金线键合/陶瓷基板等低温工艺
4.原型验证 :小批量设计迭代阶段
波峰焊升级方案(应对传统痛点)
| 手工焊痛点 | 波峰焊解决方案 | 技术效果 |
|---|---|---|
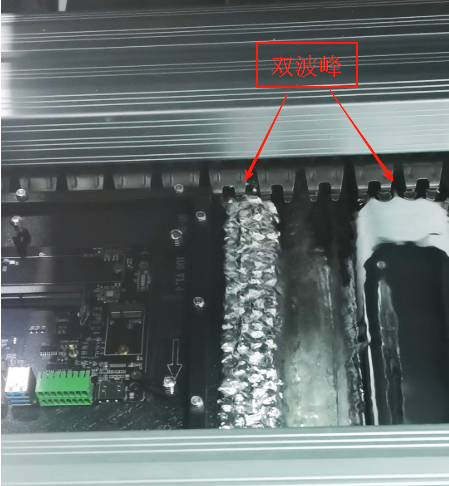
| 桥连缺陷 | 双波峰设计(冲击波+平流波) | 桥连率↓95% |
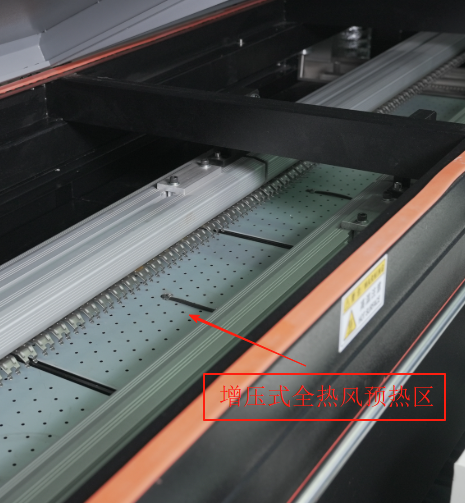
| 透锡不足 | 底部+顶部全热风预热 | 填充率↑至98% |
| 热敏感器件损伤 | 分区温控+氮气保护 | 峰值温度波动≤±2℃ |
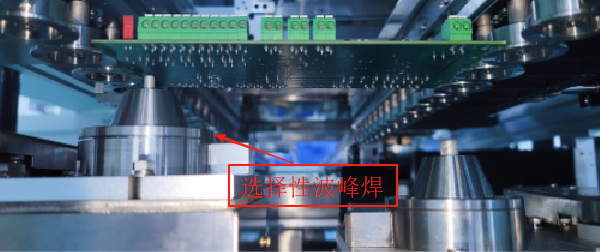
| 选择性焊接 | 机器人+波峰焊/选择性波峰焊机 | 精度达±0.05mm |
决策建议:何时选择波峰焊?
批量生产 :日产量>500片
DIP元件多 :单板>30个通孔焊点
质量严苛 :汽车/医疗/军工/航天级产品
成本敏感 :边际成本压至<¥0.01/焊点
典型案例 :
东莞市竟成电子有限公司生产开关电源产品导入我司 晋力达2条DIP自动插件线+波峰焊+皮带线后:
· 手工产能从2000片/天 → 12000片/天
· 焊点缺陷率从52000 DPPM → 3500 DPPM
· 人力成本下降 ¥3.2万/月

终极价值
波峰焊不仅是设备升级,更是 制造理念的进化 :从依赖技工手感 → 基于数据的过程控制从个体焊点质量 → 系统性工艺能力从高可变成本 → 规模效益驱动成本优化
在消费电子、工业设备、汽车电子等领域,波峰焊已成为通孔插件焊接工艺的黄金标准 ,其技术经济性在规模化生产中无可替代。
以下为国内某著名电视品牌企业出口产品采用我司晋力达10条插件焊接产线。
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
smt
+关注
关注
45文章
3239浏览量
77416 -
波峰焊
+关注
关注
12文章
365浏览量
19987
发布评论请先 登录
相关推荐
热点推荐
2026选择性波峰焊设备推荐:AST埃斯特全系机型参数对比与选型指南
在电子制造领域, 选择性波峰焊设备 的性能稳定性与工艺适配性直接影响生产效率与产品品质。随着5G通信、新能源汽车、工业控制等领域对精密焊接需求的持续增长,市场对高精度、高灵活性的设备需求日益提升

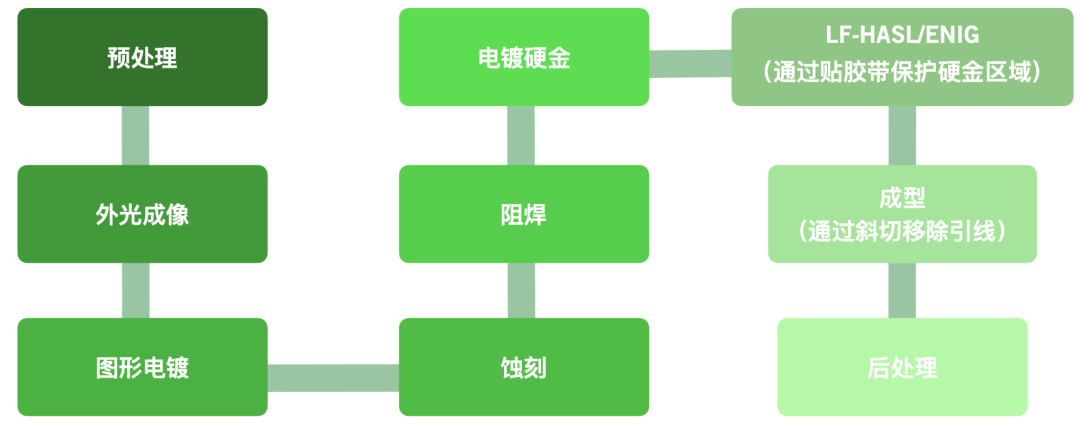
用于高速光模块、内存卡、PCI等的PCB硬金表面处理,其特性及优势是什么?
后续焊接(SMT、波峰焊、选择性波峰焊、手工焊接等)做准备。 阻焊和表面处理 在
波峰焊选不对,再多努力也白费!制造业工厂降本增效的关键在这里
20%”时,你还在为传统波峰焊的各种隐患焦头烂额?别让低效设备拖垮你的生产线——晋力达智能波峰焊系统,专为解决工厂痛点而来! 三大核心痛点,一次彻底解决 痛点1:锡渣浪费严重,耗材成本高企 传

传统与激光的对比:为什么激光焊接是高端制造的必然选择?
一、传统焊接的定义与特点在我们介绍自家的自动焊接设备时,往往会说与传统焊接技术做对比,那么怎么样

选择性波峰焊焊接温度全解析:工艺控制与优化指南
在电子制造行业, 选择性波峰焊(Selective Wave Soldering,简称 SWS) 已经成为解决局部焊接需求的重要工艺。它能够在同一块 PCB 上,对不同区域实现差异化焊接,避免整板
批量生产vs灵活定制:揭秘PCBA插件焊接工艺的黄金选择
那么,选择性波峰焊和手工焊之间究竟有什么区别呢?它们各自又有哪些优点和缺点? 1.焊接质量 从焊接质量的角度来看,选择性
选择性波峰焊技术简介
选择性波峰焊以其精准焊接、高效生产和自动化优势,已成为SMT后段工艺中不可或缺的一环。AST埃斯特凭借领先的技术和优质的产品,为电子制造企业提供了强有力的插件焊接设备解决方案。无论是消

AST SEL-31单头选择性波峰焊——智能焊接新选择
在电子制造智能化、精细化的趋势下,选择一款 高效、稳定、可追溯 的焊接设备,是企业提升竞争力的关键。
AST SEL-31 单头选择性波峰焊,以 精度、效率与智能化 为核心,为客户带来稳定可靠的生产力。无论是 汽车电子、通信设备、工业控制,还是消费电子,AST 都能

通孔焊接还用手工?选择性波峰焊才是降本增效的智慧之选!
一、为什么通孔焊接需要选择性波峰焊? 传统波峰焊(整板浸锡)的痛点: 浪费锡料:仅 10% 通孔需要焊接,其余 90%
选择性波峰焊:电子制造焊接工艺的革新
在电子制造领域,焊接工艺的优劣直接关乎产品质量与生产效率。随着电子产品朝着小型化、高密度化发展,传统焊接工艺逐渐难以满足复杂电路板的焊接需求。选择性
专为灵活生产而生!AST埃斯特 ASEL-450选择性波峰焊设备,省空间、省电、更省心!
AST ASEL-450是一款高性能的离线式选择性波峰焊设备,专为中小批量、多品种的PCB焊接需求设计。该机型采用一体化集成设计,将喷雾、预热和焊接功能融为一体,不仅节省空间,还显著降低能耗,是电子制造企业中理想的选择性
波峰焊设备的维护和保养方法
波峰焊设备作为电子制造的关键设备,其性能的稳定与否直接影响焊接质量和生产效率。深圳市晋力达设备的波峰焊凭借诸多优势,在保障焊接效果的同时,也



评论