 CRT激光焊接的首尾激光功率控制要点
CRT激光焊接的首尾激光功率控制要点

激光焊接具有热输入量低,焊接变形小,易于实现自动化,生产效率高等优点,相比于常规的电弧焊方法,激光焊接具有无可比拟的优势。

通常,在激光焊接过程中,由于焊接平台或焊接机器人在运动开始和结束阶段存在加/减速过程,若不对激光器的出光与关光阶段进行工艺优化,焊缝起始和结束段就会出现过烧现象,具体表现为:起始部位呈现“凸”形貌,结束部位呈现“凹”形貌,如图1所示。对焊缝整体均匀性产生较大影响,不仅会让焊缝不美观,而且凹凸部位会产生应力集中,导致整个焊缝强度降低。
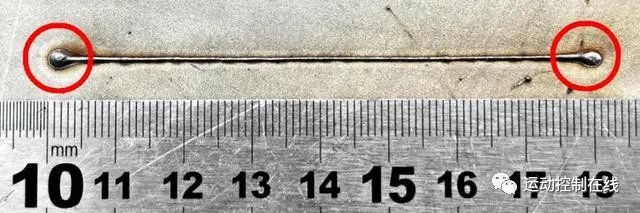
图1
因此,在实际焊接过程中,一般通过在运动起始与结束阶段对激光的功率控制来消除这种负面影响。在焊接起始阶段,随着运动机构从静止到加速至所设定的焊接速度,功率从低逐渐升高;在焊接结束阶段,随着运动机构逐渐减速至静止,激光功率逐渐降低。综上所述,选择合适的一套激光焊接运动控制系统实时控制激光功率,可以避免焊缝起始与结束处的凹凸形貌,效果如图2所示。
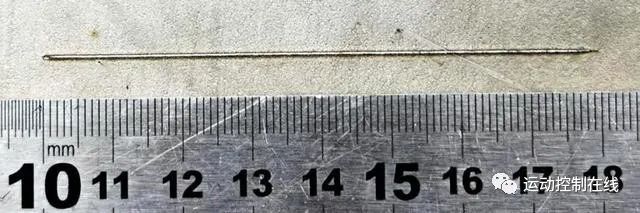
图2
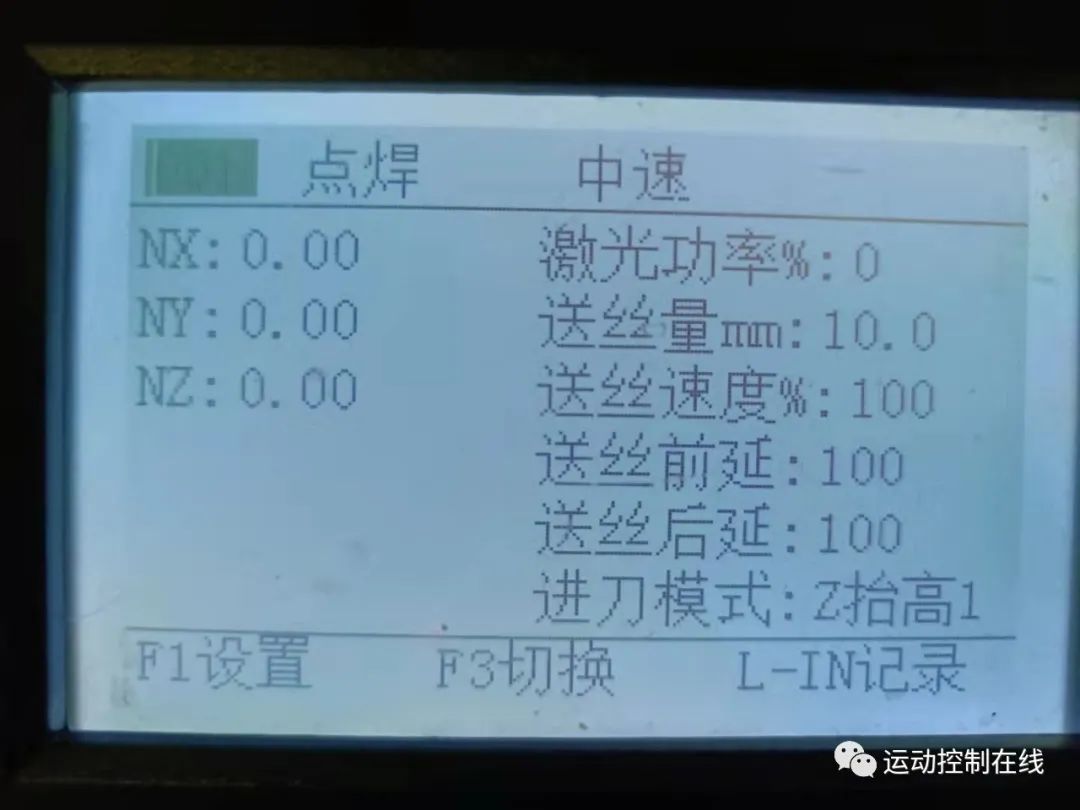
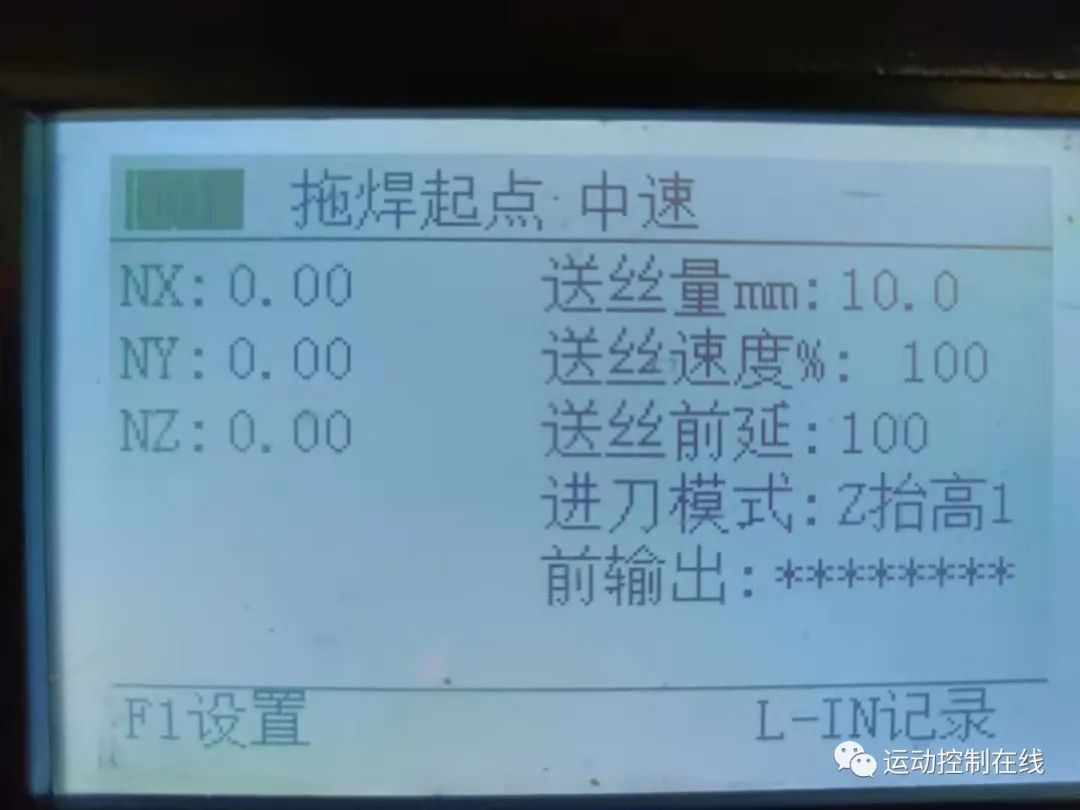
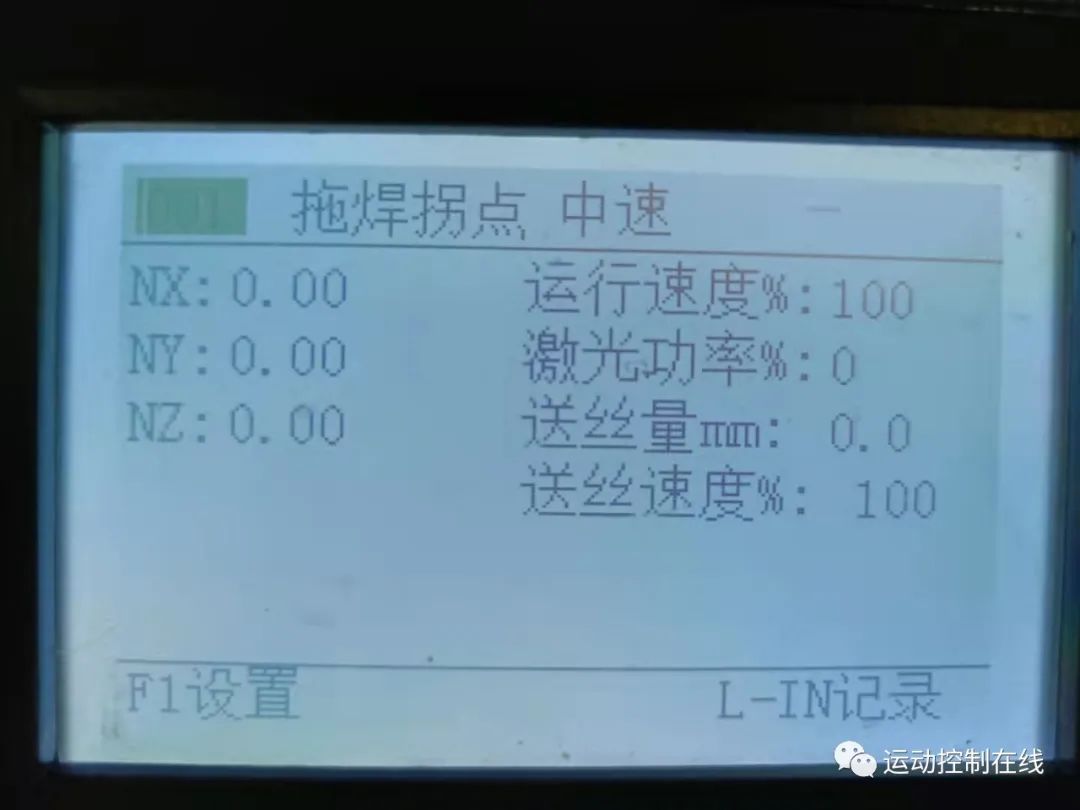
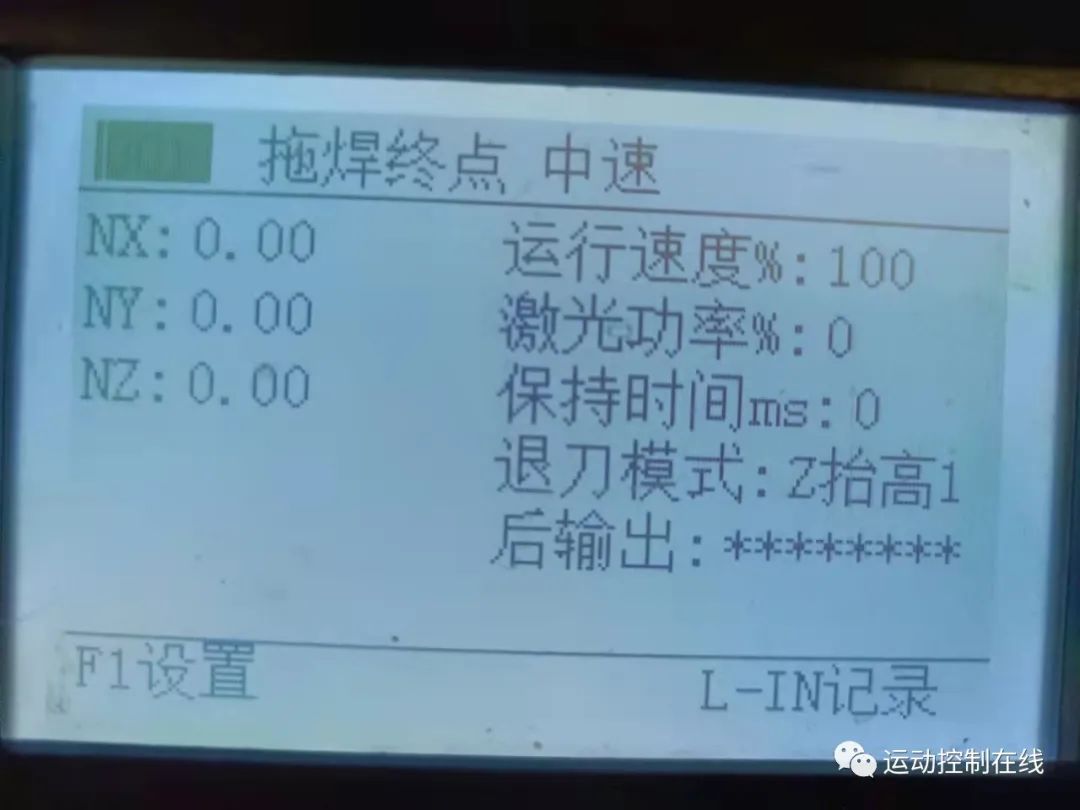
CRT-DMC640MH激光焊接系统采用模拟量实时调整参数实现激光输出功率的控制。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
激光
+关注
关注
21文章
3729浏览量
69913 -
crt
+关注
关注
2文章
86浏览量
37269
发布评论请先 登录
相关推荐
热点推荐

激光焊接技术在焊接马蹄脚工艺中的应用
提升了焊接精度与效率,同时改善了焊缝成型质量,具有重要的应用价值。下面来看看激光焊接技术在焊接马蹄脚工艺中的应用。 在传统焊接方式中,马蹄脚

激光焊接技术在焊接咖啡罐工艺中的应用
过程中,激光束精准作用于罐体接缝区域,通过精确的能量控制实现材料的瞬间熔合。这种非接触式加工方式避免了传统焊接可能产生的机械损伤,同时极小的热影响区有效保持了罐体材料的原始特性,确保了包装的完整性。

激光焊接技术在焊接加强筋工艺中的应用
激光焊接技术作为一种先进的加工方法,在工业生产中发挥着日益重要的作用。特别是在加强筋的焊接工艺中,激光焊接机凭借其独特的优势,逐渐成为许多领

激光锡丝焊接在精密电子制造领域的应用
的挑战和机遇。 传统的软钎焊工艺已难以满足小焊点、高焊接强度、窄热影响区的现代电子制造需求,而激光锡丝焊接凭借其独特的技术优势,在精密电子制造领域展现出巨大潜力。 激光源与
激光锡丝焊接与激光锡膏焊接的区别
在现代电子制造迈向微型化、精密化与高效化的浪潮中,激光软钎焊技术以其精准的能量控制、非接触式加工和极高的自动化潜力,逐渐成为高端电子装配领域不可或缺的工艺。其中,激光锡丝焊接与

激光焊接技术在焊接多层线圈弹簧工艺中的应用
的技术支持。下面来看看激光焊接技术在焊接多层线圈弹簧工艺中的应用。 多层线圈弹簧结构复杂,通常由精细金属线材绕制而成,对焊接工艺要求极高。传统焊接

激光焊接技术在焊接制冷配件工艺中的应用
随着现代制造业的快速发展,激光焊接技术因其高精度、高效率及低热影响等优势,在制冷配件焊接领域得到了广泛应用。制冷配件通常由铜、铝、不锈钢等材料制成,对焊接质量要求较高,而


激光焊接技术在焊接液冷板工艺中的应用
液冷板作为电子设备、新能源汽车电池组及高功率器件散热的核心部件,其制造工艺对焊接质量要求极为严格。激光焊接技术凭借其高精度、低热变形和优异密封性等特点,在液冷板加工领域展现出显著优势,
激光焊接技术在焊接斜管封片工艺中的应用
大、效率低等痛点。激光焊接凭借其独特的优势,正成为斜管封片精密制造领域的优选解决方案。下面来看看激光焊接技术在焊接斜管封片工艺中的应用。

激光焊接技术在焊接空调阀的工艺应用
空调阀作为制冷系统的核心控制元件,其制造质量直接影响系统密封性与使用寿命。激光焊接技术凭借高能量密度、精准热输入及非接触加工特性,逐渐成为空调阀焊接工艺的主流选择。下面来看看

激光焊接技术在焊接电磁阀的工艺应用
电磁阀作为流体控制系统的核心部件,其焊接质量直接关系到产品的可靠性和使用寿命。激光焊接技术凭借其独特的工艺优势,在电磁阀制造领域展现出显著的应用价值。下面来看看

激光焊接技术在焊接电加热管的工艺应用
管的焊接质量与生产效率。下面来看看激光焊接技术在焊接电加热管的工艺应用。 在电加热管焊接中,常见材料包括不锈钢、铜、镍合金等。



评论