 气体受热膨胀对焊接的影响及解决办法
气体受热膨胀对焊接的影响及解决办法

在焊接时,气体受热膨胀常常导致焊缝无法融合成型且易出现砂眼和孔洞等现象,计为自动化一度深受其扰。下面就来谈谈气体受热膨胀后,对焊接造成的影响,以及计为自动化针对该问题是如何解决的。
一、气体受热膨胀对焊接的影响
一般情况下,气体受热膨胀后,对焊接的影响具体表现在两个方面:
1、计为自动化在开发一款高温型料位开关的焊接工艺过程中,发现在焊接填充了铁氟龙圆棒的不锈钢管对接焊缝时,总是会有气体从焊缝喷出,使得焊缝根本无法融合成型。
2、如果氩弧焊焊缝内侧在一个狭小且密闭的空间内,气体受焊接高温会发生膨胀,此时如不能将气体及时排出,在焊缝熔融过程中会使得焊缝熔池不能完整成型,从而导致焊缝出现砂眼甚至孔洞等缺陷。
可见,气体因受热膨胀对焊接的影响还是蛮大的。
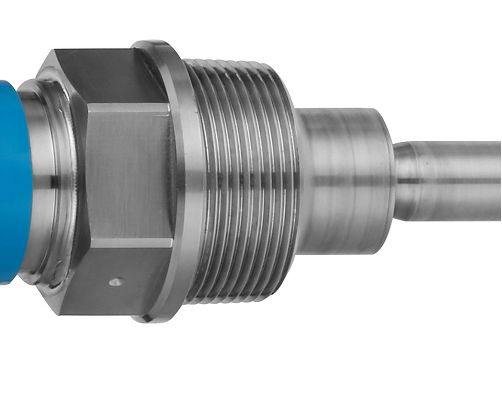
振棒料位开关探头焊接效果
二、气体受热膨胀对焊接影响的解决办法
经过计为研发工程师的努力,这一问题已经得到顺利解决。那么,计为是如何消除气体受热膨胀对焊接的影响的呢?
针对在焊接过程中出现的上述2个方面的问题,计为自动化研发工程师,经过认真分析,反复试验,通过对材料结构进行改进,终于找到了问题产生的原因和解决办法。
具体就是在铁氟龙靠近焊缝的位置加工出一个90°直角台阶,然后在该直角台阶上均匀加工出4个槽。该改进工艺如下图所所示:
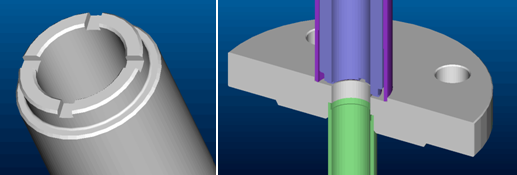
计为焊接工艺改进示意图
由于铁氟龙圆棒带有通孔,经上述结构改进,能够使焊缝内受热膨胀后的气体及时经槽排出,从而使焊缝不致出现砂眼或孔洞,也不会影响焊缝的融合成型,消除了焊接时气体因受热膨胀对焊接的不良影响。上述改进在显著提升计为自动化焊接工艺的同时,也使得计为产品的质量和性能得到进一步改善和提升。
上述方法的正确性和有效性,在后来的大量生产实践中,也得到了有效的验证。
审核编辑:汤梓红
-
焊接
+关注
关注
38文章
3601浏览量
63517 -
自动化
+关注
关注
31文章
6019浏览量
90849 -
仪器仪表
+关注
关注
5文章
8287浏览量
49037 -
膨胀
+关注
关注
0文章
5浏览量
5284
发布评论请先 登录
负热膨胀材料的电子领域应用版图:ULTEA 解锁更多材料优化可能
有机 EL 封装的气密性难题:负热材料ULTEA 如何实现热膨胀同步匹配?

电子材料的热膨胀 “解药”:ULTEA 两大核心规格的性能与适配场景

打破热胀冷缩常识!负热膨胀材料 ULTEA 的微观奥秘与电子领域价值

如何解决太诱电感与PCB热膨胀系数不匹配问题?

负热膨胀材料的发展与未来:ULTEA® 背后的技术演进
ULTEA®负热膨胀填充剂全面解析:性能优势与行业应用逻辑
打破热胀冷缩铁律!东亚合成 ULTEA® 负热膨胀填充剂,电子封装的稳定性革命
实战指南:如何将负热膨胀材料ULTEA®集成到您的电子设计与工艺中

破解热致失效困局:深入解析负热膨胀材料ULTEA®在高端电子封装中的应用
提升可靠性!ULTEA®如何通过抑制热膨胀解决电子设备长期老化难题

破解热管理难题:负热膨胀材料ULTEA®为何是精密电子设计的“稳定器”?
锅炉在线膨胀监测系统:技术创新与应用实践
锅炉在线膨胀监测系统:电站设备维护与安全管理
透平膨胀机远程监控物联网解决方案




评论