 如何降低锂电三元材料表面碱性
如何降低锂电三元材料表面碱性

目前,锂离子电池用三元正极材料NCM111、NCM523和NCM622已投入量产用。从正极材料的角度而言,镍含量的上升会导致三元材料中Li/Ni混排的加剧,缩短循环寿命。
更严重的是,镍含量的增加会导致颗粒间碱性杂质残留的大幅上升,进而引起充放电过程中严重的产气,导致电池鼓胀变形、循环及搁置寿命缩短,产生安全隐患。碱性杂质残留,成为制约高镍三元材料在电动车用高能量密度动力电池中应用的关键。
此外,近年来人们采用了诸如多种阴、阳离子掺杂或包覆的方法,来稳定三元材料的体表相结构,并达到提升循环及存储性能的效果。这些方法难以解决高镍材料碱性杂质残留高的问题。为此,本文作者研究高温固相法制备NCM811材料时不同烧结温度、锂/金属比条件下的碱性杂质残留情况,并验证多种后处理体系的降碱效果。
一、实验
1. NCM811材料的合成
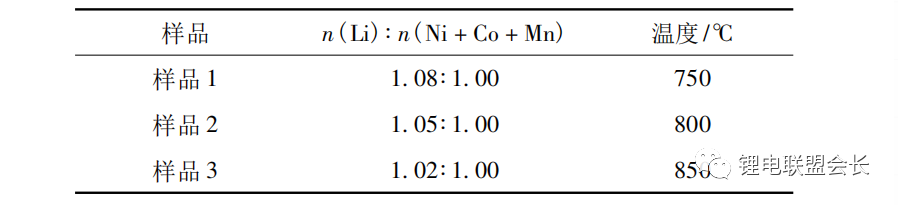
将NCM811材料前驱体Ni0.8Co0.1Mn0.1(OH)2和LiOH按设定化学计量比混合。在高速混料机中,以700r/min的转速将原料混合0.5h。将混合物放入刚玉坩埚中,置于箱式气氛烧结炉内,在氧气气氛及特定温度下分别烧结12h,在氧气环境下自然冷却至室温,得到NCM811样品。在不同的锂配比及温度区域选取了3个试验点,各样品对应的n(Li)∶n(Ni+Co+Mn)及烧结温度见表1。
表 1 NCM811 样品的烧结条件
2. 样品的XRD及SEM分析
用粉末X射线衍射仪分析样品的结构,CuKα,波长为0.15406nm,管压40kV、管流40mA,扫描速度为2 (°) /min,步长为0.02°。用场发射扫描电子显微镜分析样品的表面形貌。
3.样品碱性杂质残留量分析及处理
选取NCM811(日本产)、NCM622(湖南产)、NCM523(浙江产)和 NCM111(福建产)样品作为碱性杂质残留分析的对比样品。将5g粉体样品置于95g去离子水溶液中,搅拌5min后抽滤。用电位滴定仪,根据等当点值V1、V2,计算溶液中Li2CO3及LiOH 的含量,并以含量作为杂质代表组成物。
根据测定的样品2中Li2CO3及LiOH的含量,分别以消耗理论值20%、50%和80%的上述碱性杂质为终点,计算并加入降碱物质磷酸二氢铵。在不断搅拌的条件下充分反应并蒸干后,在700℃的氧气环境中返烧5h,得到样品2-P2、样品2-P5、样品2-P8。此外,以固液质量比1∶4,使用纯水淋洗制备对比样品2-H2O,返烧条件一致。
4. 正极极片制作及模拟电池组装
将NCM811样品、聚偏氟乙烯、乙炔黑按质量比92∶5∶3混合,研磨均匀后,涂覆在0.1mm厚的铝箔上,冲压成直径约14mm的圆形正极片,其中约含10mg正极材料,最后在120℃下真空干燥12h。以金属锂片为负极,Celgard 2325膜为隔膜,1mol/L LiPF6/EC+DMC(质量比1∶1)为电解液,在氩气保护的手套箱中组装CR2032 型扣式电池。
5. 电化学性能测试
用CT4008型电池性能测试系统在22℃下进行充放电测试。倍率性能测试:在3.00~4.30V,依次以0.10C、0.20C、0.50C、1.00C、2.00C和5.00C等倍率循环,并将放电比容量与0.01C时的值对比。循环性能测试:先以1.00C恒流充电至4.3V,转恒压充电至电流为0.01C;再以1.00C恒流放电至3.0V。
二、结果与讨论
1. 烧结料的XRD分析
图1为制备的NCM811材料的XRD图。从图1可知,不同温度及锂配比条件下制备的NCM811,均未出现杂质峰,各样品均为α-NaFeO2结构。( 006 ) /(102)及(108) /(110)晶面的分裂程度,通常可用于衡量层状二维结构的有序程度。
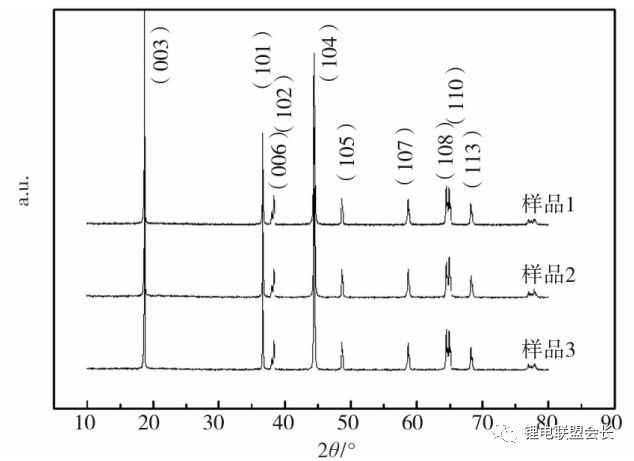
**图1 样品1、样品2和样品3的XRD图 **
图1中,(006) /(102)及(108) /(110)两组峰分裂较明显,表明各样品均具有结晶程度良好的层状结构。高温条件下制备的样品,峰形更尖锐,表明结晶化程度更高。
2. 残余碱性杂质对比
一般而言,采用高温低锂配比的烧结条件,制备的正极材料中碱性杂质残余会低于低温高锂配比条件所制备的样品。碱性杂质高,会导致材料使用过程中涂布浆料黏度的迅速上升,甚至出现“果冻”现象;此外,还会导致极片最大压实降低、循环过程中的鼓胀等一系列问题。制备的NCM811样品与购买的样品的碱性杂质含量对比见表2。
表2 制备的NCM811样品与购买的样品的碱性杂质含量对比
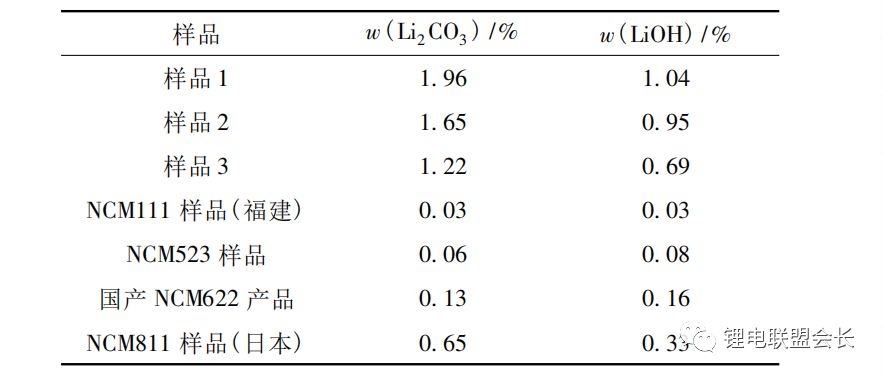
从表2可知,尽管样品3选取了高烧结温度低锂配比加入量的工艺条件,制备的NCM811材料中碱性杂质碳酸锂残留的质量分数仍有1.22%,氢氧化锂有0.69%,高于购买的三元材料产品。
从商品化的NCM111、NCM523和NCM622材料中碱性杂质含量变化的趋势可知:随着Ni含量的提高,碱性杂质残留含量也提高,且上升的程度高于线性增长。这是含镍三元材料固有的特性所致。烧结工艺的优化可降低碱性杂质残留量,但对NCM811这类高镍三元材料,必须通过其他手段来降低碱性杂质含量。
3. 降碱工艺及效果
液相环境下的反应是实现碱性杂质的分离或转化的直接解决方案,其中,磷酸盐包覆是一种有效的改性方式。思路可转化为:以NCM811为基体、磷酸二氢铵为改性物质进行处理,通过在700℃的二次烧结,试图在NCM811材料表面形成稳定且可对材料表层进行保护的快离子导体层,起到消耗残留碱性杂质并提升材料性能的目的。
此外,研究中对碱性杂质分离转化的方案是:以纯水淋洗的方式处理NCM811材料,利用碱性杂质可溶于水的特性,实现表面碱性杂质从体系的分离(样品 2-H2O)。不同降碱工艺得到的样品的碱性杂质含量见表3。
表3 不同降碱工艺得到的样品的碱性杂质含量
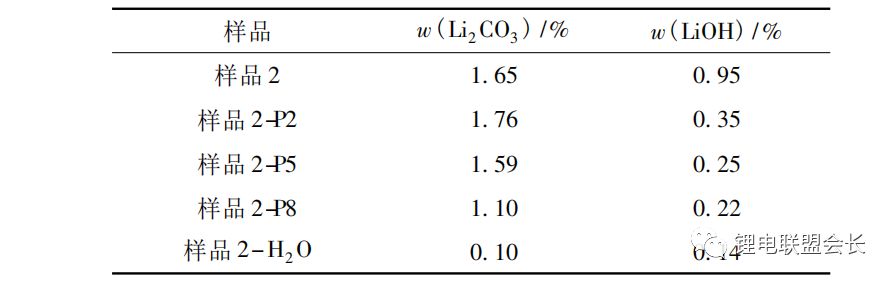
从表3可知,随着磷酸盐加入量的增加,NCM811表面残留的LiOH、Li2CO3的含量明显降低,表明在处理过程中,碱性杂质被消耗。与 Li2CO3相比,LiOH降低的幅度更大,原因可能是:
①在处理过程中LiOH向Li2CO3转化;②在处理过程中,结构中的Li析出,在返烧过程中再次出现新的碱性杂质;③复杂组分的碱性杂质存在反应先后次序等。
具体机理,需要进一步实验研究。采用纯水淋洗方式制备的样品2-H2O,材料中的碱性杂质含量显著降低。
4. 降碱工艺处理前后样品的XRD分析
图2为不同降碱工艺处理前后样品的XRD对比。
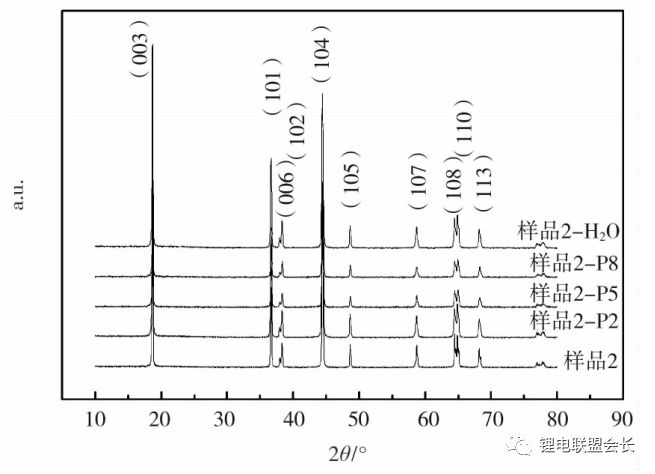
图2 不同降碱工艺处理后样品的XRD图
从图2可知,虽然处理前后碱性杂质含量变化明显,但各样品的晶体结构均未改变。结合表3数据分析,原因是加入的磷酸盐消耗了部分碱性杂质,并在700℃的返烧过程中形成了正极材料表层的磷酸盐掺杂,未形成新的物相。
5. 降碱工艺处理前后样品的SEM分析
样品2及经降碱处理后样品的SEM图见图3。
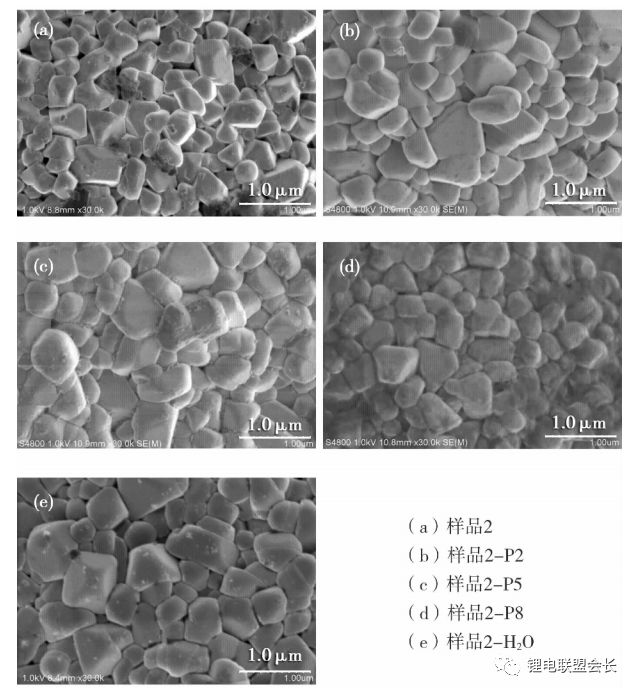
图3 降碱处理前后样品的SEM图
从图3可知,样品2表面可见明显的暗色区域,没有固定形貌,应为颗粒表面残留的、含锂的弱导电性碱性杂质;处理后的样品2-P2中,未观察到明显的深色暗色区域物质,同时,在颗粒表面形成的是一层较薄的包覆层。随着磷酸盐加入量的增加,颗粒表面的清晰程度逐渐降低,颗粒的边界也逐渐模糊。经水洗处理后的样品2-H2O,颗粒表面干净,边界清晰且颗粒间隙更大。从颗粒形貌的角度分析,两种处理方式都可实现碱性杂质的分离或无害化处理。
6. 降碱工艺处理前后样品的电化学性能
样品2及经降碱处理后样品的半电池倍率数据见图4。
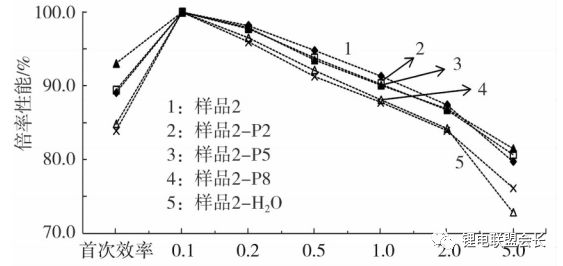
图4 降碱处理前后样品的倍率性能
图4结合表3数据可知,碱性杂质残留量越高,半电池首次循环的库仑效率越低。水洗后样品的首次充放电效率最高,达到93.0%。对比不同处理工艺样品的倍率性能可知,样品2-P2和样品2-H2O表现出近似的倍率水平,略低于样品2。从图3(b)、(e)中可观察到,样品2-P2和样品2-H2O的一次颗粒,表面较未处理前更光滑、干净,因此,倍率性能的小幅降低应源于颗粒表面可起到Li+导体作用的锂盐物质被去除。
随着磷酸盐加入量的增加,样品的倍率性能下降。图3中,样品2-P5、样品2-P8一次颗粒表面及间隙中富集了暗色、絮状物质,表明此条件下的磷酸盐加入量过高,形成的物质电子导电能力弱,阻碍了正极材料体相的Li+传导。
样品2及经降碱处理后样品制备的半电池的循环性能见图 5。
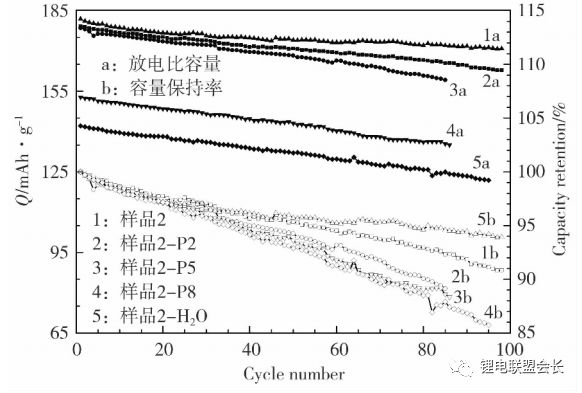
图5 降碱处理前后样品的循环性能
从图5可知,经过磷酸盐处理的样品,1C比容量较未处理的样品2明显降低,且随着磷酸盐加入量的增加,比容量分别降低约1mAh/g(样品2-P2)、27mAh/g(样品2-P5)和37mAh/g(样品2-P8),同时,容量保持率也低于样品2。磷酸盐处理样品在表面形成了不提供容量的惰性物质。磷酸盐处理的样品与未处理的样品相比,循环保持率变差证明处理过程中锂原子可能从结构中脱出。
相比之下,纯水洗涤的样品2-H2O首次比容量由179.2mAh/g升至181.8mAh/g,循环100次的放电比容量仍有约171mAh/g,容量保持率达到94.1% 。放电比容量的提高可能是由于水洗大幅降低了NCM811材料表面残留的电化学惰性的碱性杂质含量,同时,表面及颗粒间隙杂质的清除,使NCM811材料有足够的活性表面实现一次颗粒与电解液的充分接触。实验结果表明:碱性杂质的去除有利于提高正极材料的容量保持率。
三、结论
本文作者通过高温固相合成工艺制备了高镍三元正极材料NCM811,产物为α-NaFeO2结构,无杂质相。采用低锂配比、高烧结温度的烧结条件,样品的残余碱性杂质含量仍高于NCM523、NCM111等低镍含量三元材料,表明高碱性杂质是高镍三元材料的共性特点。
在液相环境下,使用不同量的磷酸二氢铵对NCM811进行处理并二次烧结。结果表明:材料的表面残碱含量得到降低,且晶体结构未发生变化,但颗粒表面残存了电化学惰性物质,导致容量及循环保持率的降低明显。这表明,通过转化方式降低残留碱性杂质思路可行,但需要进一步优化磷酸盐加入量及返烧温度。
使用水洗可将碱性杂质含量大幅降低,并低于进口产品水平。与处理前的样品相比,比容量提升了约1.5mAh/g,100次循环的容量保持率也由处理前的90.8%上升到94. 1%。
以上结果表明:水洗是控制高镍三元材料碱性杂质含量、提升材料性能的一种便捷有效手段。水洗作为高镍三元材料残碱控制的基本工艺,可发挥材料本身的性能。后续需重点研究如何将水洗降碱与包覆相结合,以便在正极材料一次颗粒表面将碱性杂质残留碱性杂质直接转化为可实现Li+传导的包覆层,进一步提高锂资源利用率、同时提升正极材料产品的循环、热稳定性等电化学性能。
审核编辑:汤梓红
-
锂离子电池
+关注
关注
85文章
3556浏览量
81154 -
工艺
+关注
关注
4文章
720浏览量
30398 -
三元材料
+关注
关注
10文章
121浏览量
15822 -
电池
+关注
关注
85文章
11619浏览量
144583
原文标题:如何降低锂电三元材料表面碱性
文章出处:【微信号:Recycle-Li-Battery,微信公众号:锂电联盟会长】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
锂电池三元材料专利技术隐忧凸显
锰酸锂、三元材料、磷酸亚铁锂_三类锂电池材料特性对比
三元锂电池的三元指的是什么_三元锂电池的前景
影响三元锂电池使用年限的原因有哪些

什么叫做三元锂电池?详细介绍三元锂电池的优点和缺点




评论