 机床安全PLC程序控制的应用
机床安全PLC程序控制的应用

主要介绍在自动生产线上及机器人给机床上下料等方面,机床安全PLC程序控制的应用,防止机器人等自动化设备对机床或操作人员造成意外伤害。
序言
当今制造业人力成本不断增高,大部分企业逐渐由原来人工操作单台机床的传统加工生产方式向机器人自动上下料及采用自动生产线的加工方式转变,不仅减少了人员成本,而且提高了加工效率,减少了产品的废品率,从中长期考虑能减轻企业的运营成本,因此大部分企业订购机床时都要求配置机器人自动上下料功能,也有很多企业对现有的设备进行增加机器人的改造升级。对于制造业来说,机器替代人是大势所趋,但同时机床必须做好PLC程序控制,以保证机器人能够安全稳定地进行生产[1,2]。机器人在参与生产制造的过程中,发生事故的情况也时有出现,轻则造成设备损坏停机,重则造成人员伤亡,因此对于机床与机器人的程序控制是至关重要的。本文是作者在长期进行机床与机器人调试后总结的安全控制程序,规避了各种安全隐患,为企业提供了安全可靠的方案。
机器人上下料顺序
自动化加工过程中,机器人的上下料顺序应为:机床准备好(防护门开、夹具松开且各轴处于安全位置)→机床请求机器人上料→机器人上料→机器人上料完成→机床进行自动加工→机床加工完成→机器人下料→机器人下料完成→机床自动请求上料循环。
加工时,操作人员只需要按下机床启动按钮,机床就会发出“上料请求”信号,同时机器人检测机床是否处于安全位置,如机床处于安全位置且接到“上料请求”信号,则机器人进行上料。当机器人上料完成并完全离开机床后,会向机床发出“上料完成”信号,机床收到“上料完成”信号后夹紧夹具并关闭防护门,开始自动加工。当机床加工完成后,自动打开夹具和防护门,请求机器人下料,下料完成后再请求机器人上料,从而进行下一循环的加工。机器人与机床数控系统的PLC连接如图1所示[3]。
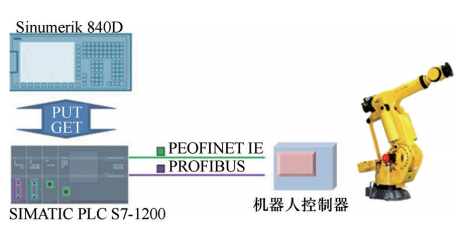
图1机器人与数控系统PLC连接示意
几种常见问题及分析
(1)问题一机床发过上料请求信号,但机器人无动作,造成一直停机等待上料的状态。
此种情况是初期调试机器人及自动化生产线的人员经常犯的编程错误,错误PLC程序如下。
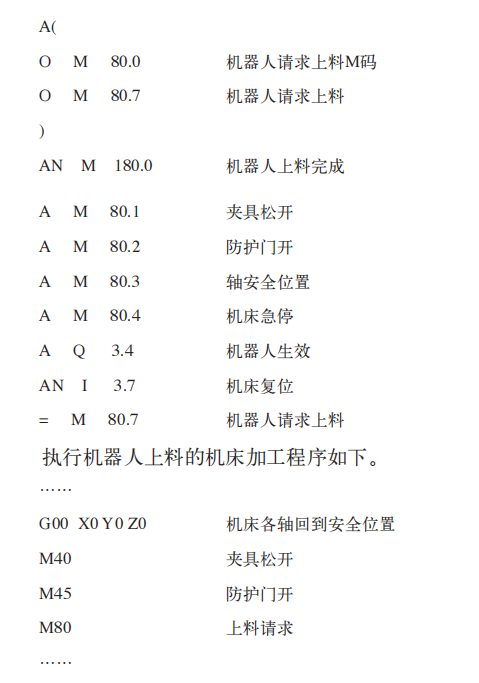
这种PLC编程在执行第1个循环的时候没有问题,但从第2个循环开始就可能出现机器人停止上料的情况,这是因为在执行机器人“上料请求”M80前是“夹具松开”及“防护门开”指令,这两个动作都可能发生瞬间波动。夹具松开信号有些是通过压力继电器检测,当压力不稳时会有瞬间的0、1波动,防护门一般都是气动控制,开门到位后也不是很稳,会造成开关的瞬间0、1变化,这两个信号都到1后程序才能往下继续执行,当执行到M80时,因为M码为脉冲信号,只发出一个脉冲,所以如果在发出脉冲“上料请求”信号后没能自锁完成或自锁后又被瞬间波动拉断,就会导致机器人无法接收到“上料请求”信号,而机床也无法再次发出此信号。
(2)问题二机床未在安全位置而机器人却给机床上料,此种情况极其危险,很容易造成人员伤害或机床及机器人损坏。有多种编程错误可导致此现象发生。
1)当机床通过参数或按钮调用程序块的方式控制机器人生效及失效时,就很有可能出现此种事故。PLC程序如下。
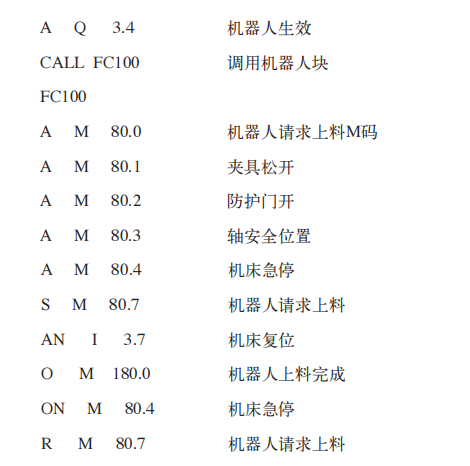
此种编程方法在调用机器人生效并执行机器人上料指令后,没等机器人上料完成就将机器人调到失效状态,然后复位进行机床操作。此时操作人员认为机器人调用失效,机器人不会有动作,其实,当机器人调用失效后,FC100块即失效,再复位也不执行,已经置位的机器人请求上料信号也不能复位,此时机器人还会给机床上料,会造成非常严重的后果。
2)机器人上料过程中突然停止,当操作人员过去维修时机器人又突然启动,这种情况对操作人员也是非常危险的。PLC程序如下。
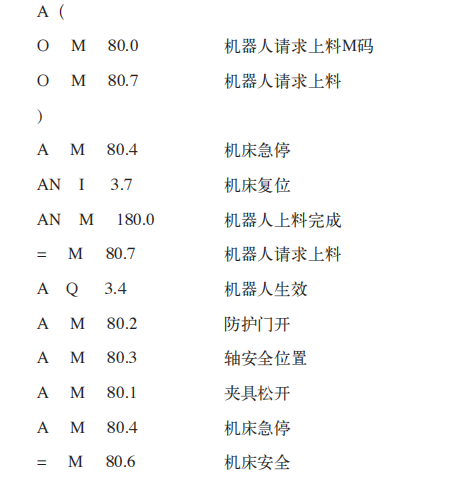
这种控制方式是机器人通过机床的上料请求M80.7及机床安全M80.6两个信号来判断是否进行上料动作,当只有一个信号时机床不动作。此种方式会导致当机床发出两个信号且机器人开始动作后,突然有信号不满足条件时,机床安全M80.6信号断开,机器人就会停止动作,而当机床安全M80.6信号又接通时机器人就会继续动作,这时如果有人员在操作或维修机床就会非常危险。此种情况也是非常容易发生的,因为夹具信号不管是用压力继电器还是用开关检测都有发生错误的可能,液压系统容易波动会使压力继电器不稳定,而夹具开关很可能受到加工切屑的干扰而误发信号。
(3)问题三当机器人给机床上料时机床突然启动,此时机床和机器人相撞都会受到损伤,出现此种情况可能是机器人误发“上料完成”信号或“上料完成”信号的线路出现故障。
针对机器人的机床安全PLC程序
针对上述一些典型问题总结出应用于机器人的机床PLC安全控制逻辑如下。
1)不要通过机床与机器人联机工作的按钮或参数去调用机器人控制的程序块生效与否,调用机器人程序的块要一直生效,并在程序块里面控制机器人是否生效,具体如下。
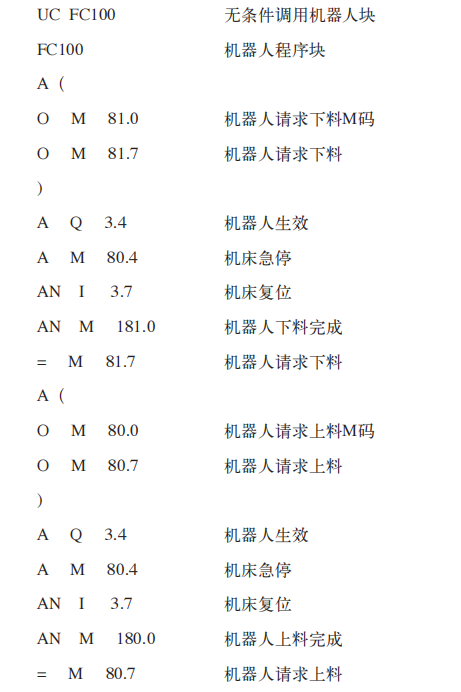
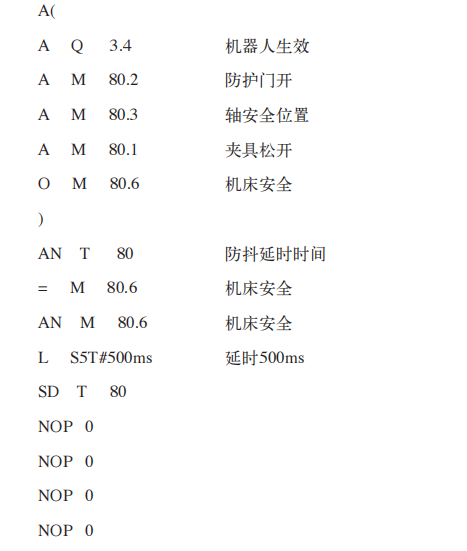
2)尽量不要在请求机器人上下料时用S、R指令,要用线圈自锁方式向机器人发出请求信号,另外最好给机器人两个信号,包括一个“上料请求”和一个“机床安全”信号。“上料请求”信号只加入一些必要的信号,如“急停”“复位”“机器人生效”等,而一些可能发生瞬间波动的信号作为“机床安全”信号给机器人。机器人上料的时候要同时判断两个信号来进行动作,这样就避免了机床“上料请求”信号被瞬间波动信号拉断的可能。如果机床I/O地址有限,也可把两个信号串在一起给机器人,但是一定要对“安全信号”进行防抖处理。具体如下。
3)机器人一定要有一个“安全区域”信号给机床,“安全区域”信号正常时为1,只要“安全区域”信号变为0,机床就会停止动作。当机床收到机器人的“上料完成”信号时也要判断“安全区域”是否为1,这样就避免了机器人在机床内时机床动作的可能。
结束语
本文中的PLC程序在用户现场已经安全运行两年,未发生过安全事故。此程序适用于应用机器人、桁架机械手等各种自动化生产线上的设备,极大地保证了设备及操作人员的安全,提高了企业的生产效率,降低了运营成本。
审核编辑 :李倩
-
机器人
+关注
关注
213文章
31510浏览量
223890 -
plc
+关注
关注
5052文章
14827浏览量
488780 -
机床
+关注
关注
1文章
672浏览量
32526
原文标题:操作机床时如何才能不被机器人伤害,从PLC上下手
文章出处:【微信号:indRobot,微信公众号:工业机器人】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
机床非标升级改造项目中西门子200smart PLC通过PPI以太网模块与施耐德触摸屏进行通讯案例

如何实现对异地PLC的远程编程调试和上下载程序

CXK控制变压器,能满足机床设备的多元供电需求吗?

机床用电不稳?CXK控制变压器能提供解决方案吗?

什么是PLC网关?如何远程控制PLC?


经典 PLC 程序(6) - 信号防抖

使用三菱FX5U PLC的经典小程序案例

数控机床与五金CNC加工:现代制造的精密基石
BK 机床控制变压器如何满足自动化设备的复杂用电需求?
BK 机床控制变压器,怎样避免频繁维修?
BK 机床控制变压器精度上不去?问题可能出在这儿!
BK 机床控制变压器在数控机床中真的不可或缺吗?




评论