 顺序控制PLC控制系统和顺序功能图
顺序控制PLC控制系统和顺序功能图

1.顺序控制系统
对于流程作业的自动化控制系统而言,一般都包含若干个状态(也就是工序),当条件满足时,系统能够从一种状态转移到另一种状态,我们把这种控制叫做顺序控制。对应的系统则称为顺序控制系统或流程控制系统。
典型顺序控制系统
2.顺序功能图
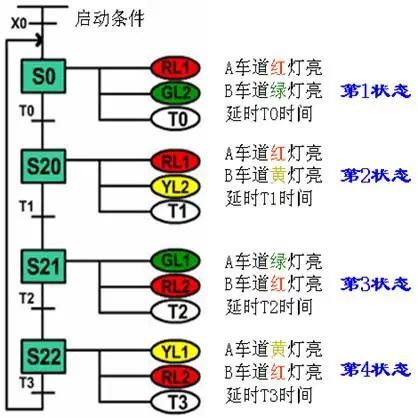
针对顺序控制要求,PLC提供了顺序功能图(SFC)语言支持。顺序功能图又称状态转移图,由一系列状态(用S表示)组成。系统提供S0—S999共1000个状态供编程使用,其中:
S0—S9:初始状态专用
S10—S19:原点复位用
S20—S499:一般用
S500—S899:停电保持用
S900—S999:报警用
以红绿灯控制为例,其对应的顺序功能图如下图所示。
审核编辑 :李倩
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
控制系统
+关注
关注
41文章
7004浏览量
114608 -
plc
+关注
关注
5055文章
14966浏览量
489649 -
编程
+关注
关注
90文章
3730浏览量
97554
原文标题:顺序控制PLC控制系统和顺序功能图
文章出处:【微信号:工控PLC学习,微信公众号:工控PLC学习】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
热点推荐
LTM4676A 通过I2C控制电压输出,操作指令是哪些,指令顺序是什么?
Category: Software
Product Number: LTM4676A
您好,我需要控制LTM4676A通过I2C控制输出某个电压值,手册上的寄存器指令比较多,请问必须的操作指令是哪些,指令顺序是什么?
发表于 05-22 07:59
PLC控制系统 240V相电压 开关电源过压保护与控制电源稳定性方案
一、PLC控制系统对电源的特殊要求 PLC(可编程逻辑控制器)是现代工业自动化的核心控制单元,广泛应用于生产线、设备
IDT72T6480:2.5V 顺序流控制设备的深度解析
IDT72T6480:2.5V 顺序流控制设备的深度解析 在电子设计领域,高效的数据存储与处理一直是工程师们追求的目标。IDT72T6480 这款 2.5V 顺序流控制设备,凭借其独特

探索MAX25605:汽车照明系统的6开关顺序LED控制器
探索MAX25605:汽车照明系统的6开关顺序LED控制器 作为电子工程师,在汽车照明系统设计中,我们总是在寻找高性能、高可靠性且易于配置的LED控
EtherCAT总线节点顺序错误问题详解
,总线节点顺序错误是工程师常遇到的典型问题之一。本文将深入剖析该问题的成因、诊断方法及解决方案,并结合实际案例提供系统性指导。 一、EtherCAT总线拓扑与节点顺序原理 EtherCAT支持线型、树型


全自动 PLC 控制系统:工业 4.0 时代的核心驱动力
单一设备的自动化运行到全生产线的协同联动,从本地控制到云端远程管理,全自动 PLC 控制系统正重塑工业生产模式,加速工业 4.0 时代的全面到来。 从 “半自动” 到 “全自主”:PLC
PLC温度控制系统的主要功能
PLC温度控制系统作为工业加热、恒温场景的核心控制单元,通过整合传感器、执行器与逻辑控制算法,实现对温度的精准调控,其主要功能可归纳为以下六
PLC 自动化控制系统:功能全面 + 优势显著,工业控制的优选
器)。作为工业自动化的“神经中枢”,PLC自动化控制系统通过编程实现对设备的逻辑控制、时序管理和数据交互,已成为制造业、能源、交通等领域不可或缺的核心技术,重塑工业生产模式。 一、核心功能
PLC远程监控与控制系统应用方案
在工业自动化领域,PLC(可编程逻辑控制器)作为设备控制的“大脑”,长期以来承担着生产线、机械装备等场景的本地控制任务。随着工业互联网的深入发展,P
工业控制系统的现状与发展趋势
和智能制造概念的深入推进,工业控制领域正经历着前所未有的变革。 工业控制系统的组成与功能 典型的工业控制系统由传感器、控制器、执行机构和人机
多设备联动,canopen转Ethercat网关设备接入国产 PLC 控制系统方案落地
多设备联动,canopen转Ethercat网关设备接入国产 PLC 控制系统方案落地



评论