 PLC控制系统中的两种故障报警控制
PLC控制系统中的两种故障报警控制

故障报警控制是电气自动控制系统中不可缺少的重要环节,也是PLC控制系统中的常用环节。一般来说,标准的报警功能是声光报警,而报警的控制方式又有单故障报警控制和多故障报警控制这两种方式,你知道吗?这一篇文章小编就给大家分别讲一下单故障报警控制和多故障报警控制。
1、单故障报警控制
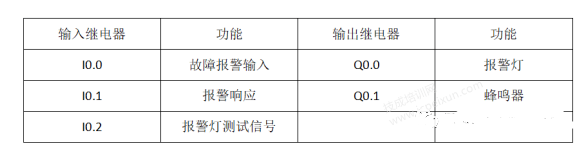
何谓单故障报警?也就是用蜂鸣器和报警灯对单一的一个故障实现的声光报警控制。假设I0.0是故障报警的输入条件,也就是I0.0为ON时进行报警,Q0.0为报警灯,Q0.1为蜂鸣器,I0.1是报警响应,当I0.1接通时,报警灯可以从闪烁变为常亮,同时蜂鸣器停止报警,I0.2是报警灯的测试信号,当I0.2接通时,报警灯亮。
我们看以下程序:
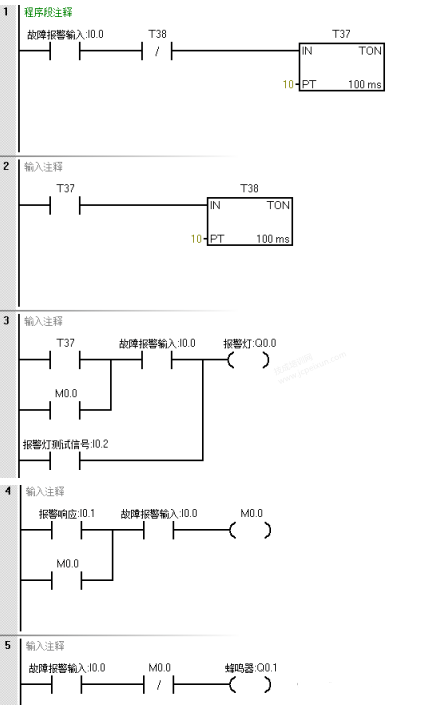
以上程序中网络1和网络2用定时器T37和T38构成了振荡控制电路程序,当故障报警条件I0.0接通时,Q0.0和Q0.1每隔1s 进行声光报警一次,如此往复循环,直到报警结束。当I0.1接通时,网络4中的M0.0接通并保持,同时网络3中的M0.0常开接通,报警灯从闪烁变为常亮,同时网络5中的M0.0常闭断开,Q0.1断开,蜂鸣器停止报警。当I0.2接通时,报警灯亮,可以进行报警灯的测试。
2、多故障报警控制方式
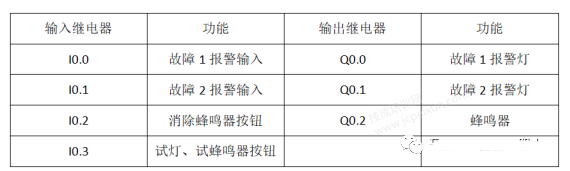
在实际的工程应用中,出现的故障可能不止一个,而是多个,这时程序的设计跟前面的就有所不同了。在声光多故障报警控制中,一种故障要对应一个指示灯,但是蜂鸣器是可以共用一个的。所以在设计程序的时候要将多个故障共用一个蜂鸣器进行报警。假设有两个个故障信号,故障1用输入信号I0.0,故障2用输入信号I0.1,I0.2为消除蜂鸣器按钮,I0.3为试灯、试蜂鸣器按钮,故障1报警灯用Q0.0输出,故障2报警灯用Q0.1输出,Q0.2为蜂鸣器。不管是故障1还是故障2,声音报警都是靠Q0.2蜂鸣器实现的。
我们看如下程序:
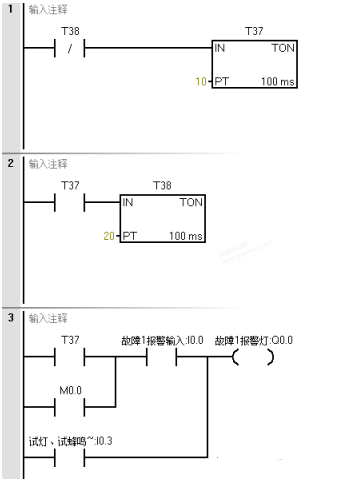
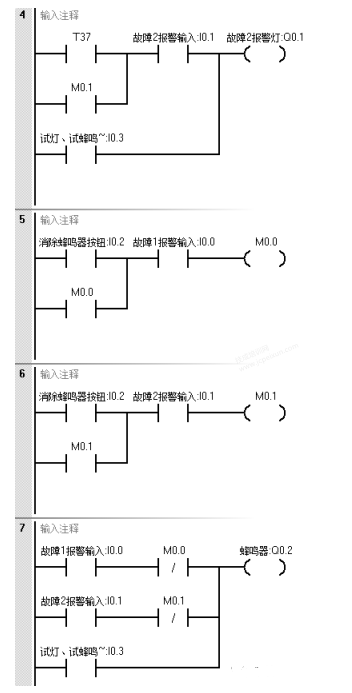
在多种故障报警控制程序中,关键是任何一种故障发生时,按消除蜂鸣器按钮后,不能影响其他故障发生时报警蜂鸣器的正常鸣响。
以上程序由脉冲触发控制、故障报警灯和蜂鸣器的逻辑控制,以及报警控制电流这几个部分组成的。假设控制中发生了故障1报警输入信号,I0.0接通,Q0.0接通1秒,断开1秒,故障1报警灯闪烁,同时Q0.2接通,蜂鸣器鸣响进行报警。当操作人员知道报警后通过按消除蜂鸣器按钮,I0.2接通,网络5中的M0.0常开接通并自锁,M0.0常闭断开,从而使Q0.2断开,蜂鸣器停止鸣响。当故障2报警输入产生时,以相同的方式进行声光报警,不会影响其他故障发生时蜂鸣器的正常鸣响。以上就是两个故障报警控制程序的编写和说明。
-
plc
+关注
关注
5052文章
14803浏览量
488511 -
蜂鸣器
+关注
关注
12文章
900浏览量
47841
发布评论请先 登录
基于PLC的硝酸生产联锁报警控制系统的实现Realizati

基于PLC控制系统故障检测及原因



评论