 技术沉淀迎来变局,复盘导电剂前世今生
技术沉淀迎来变局,复盘导电剂前世今生

一、技术沉淀迎来变局,复盘导电剂前世今生
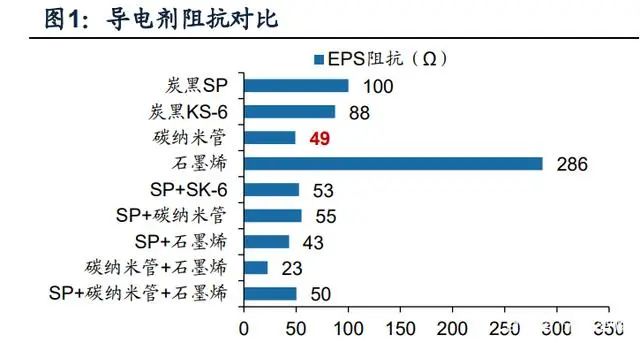
导电剂是锂电池关键辅材,涂覆于正极材料和负极材料。在极片制作时会加入 一定量的导电剂,用于增加电子和锂离子的导电性,通过在活性物质表面形成导电 网络加快电子传输速率,同时可吸收和保持电解液,为锂离子提供更多电解质界 面,从而提高电池充电效率和延长电池使用寿命。现有主流导电剂有三类,包括导 电炭黑、碳纳米管和石墨烯。球面导电炭黑的接触面积小,导电性能弱于其他两 种;管状碳纳米管导电性优异但价格高;片状石墨烯由于形状原因对于电流正向流 通会有一定的阻碍。
选择导电剂的因素:导电性、添加量和成本。新型导电剂较传统炭黑:(1)性能优势:阻抗越低导电性越好,据天奈科技招股说明书,碳纳米管阻抗仅为炭黑约 1/2,低阻抗同时能改善极化,循环性能更优异。(2)添加量小,据高工锂电测 算,传统炭黑导电剂添加量为正极材料重量约 3%,而碳纳米管、石墨烯等新型导 电剂添加量降至 0.8%-1.5%,低添加量可为正极活性物质节约空间,从而提高能量 密度。(3)单价较高,据百川盈孚 2 月 18 日市场成交价测算,单位锂电池添加碳 纳米管的价格为导电炭黑 SP 价格的 4.4-8.2 倍,综合考虑性能和成本,产业链现 多采用新型传统复合导电浆料,如 SP+碳纳米管、碳纳米管+石墨烯、SP+碳纳米 管+石墨烯等。
导电剂位于锂电池产业链中游,2021 年受益多类场景需求高速增长。受下游 新能源汽车、储能(双碳政策引领)、3C 数码(5G 智能手机迭代换新等需求向 好)等行业景气度高涨,叠加电动两轮车(换电市场需求激增)和电动工具(国产 化推进)两大下游细分市场持续发力,据工信部统计 2021 年中国锂电池总出货量 324GWh,同比增长 106%,其中消费、动力、储能型锂电产量分别为 72GWh、 220GWh、32GWh,分别同比增长 18%、165%、146%。下游需求带动下,据高 工锂电统计,2021 年中国导电剂粉体总出货量 2.1 万吨,同比+109%,其中碳纳 米管粉体出货 3000 吨,同比+60%,以 5%固含量折合碳纳米管浆料 6.0 万吨。
全球电动化提速渗透,下游需求多点开花。国内补贴延续、磷酸铁锂电池装机 多车型以价换量、中间价格带渗透率待突破,国内新能源汽车增量空间巨大。海外 市场,欧洲碳排放限额、主力国家补贴延续、特斯拉柏林工厂今年已投产,2022 年为美国电动皮卡元年叠加车型丰富度持续提升,2022 年有望加快景气上行;双 碳背景下,系列政策出台储能商业模式逐步清晰、价格机制趋于完善,多场景应用 扩张叠加经济性拐点到来,行业需求空间迎来重塑。假设 2022-2025 年导电炭黑 全球渗透率为 55%/50%/45%/40%,导电炭黑添加比例保持 3%,碳纳米管添加比 例为 0.9%/0.9%/0.8%/0.8%,适用于硅基负极的单壁碳管在 2022 年量产后添加量随产品迭代呈下降趋势,我们测算预计 2022 年全球导电剂粉体需求量约 4.2 万 吨,其中导电炭黑 3.3 万吨,碳纳米管粉体 0.9 万吨,以 5%固含量折合浆料 17.9 万吨,预计 2025 年全球导电炭黑需求约 7.1 万吨,碳纳米管浆料 58.2 万吨。
(二)先立后破,国产替代迎成长机遇
1. 2014 年之前:炭黑为主流导电剂,国内依赖全进口
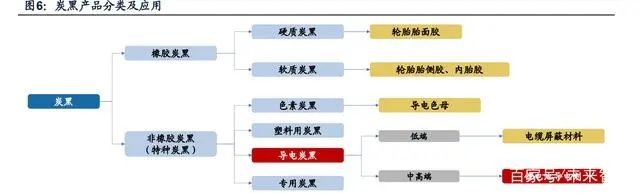
国外炭黑技术起步早,深耕多年。美国、日本和西欧的汽车工业发展最早且最 发达,因此其炭黑工业处于世界领先水平。全球导电炭黑龙头企业均深耕炭黑多 年、技术雄厚、生产经验丰富。锂电用导电炭黑属于中高端炭黑,2020 年前国内 市场几乎被益瑞石垄断,益瑞石成立于 1908 年,1980 年开发炭黑工艺,并从 1982 年开始进行商业化,导电炭黑属中高端炭黑,生产技术更高。
中国为什么长期依赖进口:(1)国内炭黑行业多为中小型企业,产品结构差, 研发投入少。我国炭黑企业多为中小型企业,据各公司年报和中国橡胶工业协会统 计,2020 年我国炭黑企业产量 20 万吨以下占比 47.8%。中小型企业生产规模小、 品质不稳定,主要生产低端炭黑,品类少、同质化严重,盈利情况不稳定,无高端产品研发投入。(2)锂电发力前市场小,国内实力炭黑企业未布局进入。由于添加 量少,据高工锂电,国内导电炭黑需求量在 2020 年前均不超过 1 万吨,国内具备 研发实力企业炭黑年产量均超 30 万吨,导电炭黑市场规模较公司规模相比过小, 以黑猫股份为代表的国内实力炭黑企业并未布局该领域。
2. 2014-2021 年:国产新型导电剂打破海外垄断,天奈科技率先崛起
中国在碳纳米管研究上保持世界领先,并率先实现产业化。自 2001 年起国内 各公司相继在该领域投入研发,逐渐解决连续化制备碳纳米管、催化剂、纯化等产 业化难题。2014 年起以天奈科技、三顺纳米为代表的国内公司通过购买专利、自 研等多种方式成功实现量产,开启导电剂国产替代。
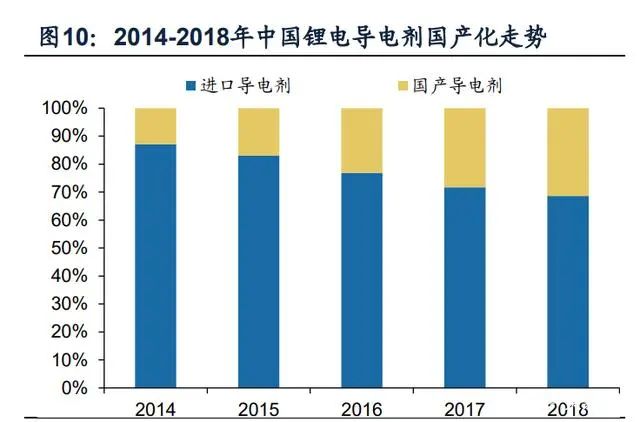
内需扩张+新型优质碳管国产化,呈现新型替代传统趋势。2014 年以来政策扶 持下,国内新能源市场高速增长,推动动力电池需求高涨,与此同时,碳纳米管较 炭黑的性能优势叠加国产化实现,导电剂行业呈现新型取代传统炭黑趋势。据高工 锂电,2014-2018 年中国动力锂电池导电剂中碳纳米管渗透率从 13.6%上涨至 31.8%,中国锂电池导电剂国产占比从 12.9%升至 31.2%。
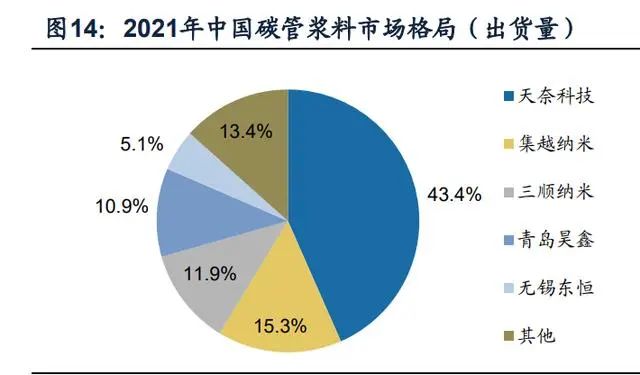
高技术壁垒、认证时间长造就国内稳定竞争格局。碳纳米管属于纳米级材料, 行业技术壁垒高。国内碳纳米管公司均自研所需催化剂,以控制碳纳米管管径、长 度以及纯度三个核心指标,除此之外浆料分散、尾气处理等生产企业均积累大量经 验。锂电池企业对导电浆料供应商有严格的考察程序,全面评估其产品质量、稳定 性、一致性以及持续供货能力,考察周期较长。据高工锂电,2018、2020、2021 年国内碳纳米管浆料 CR5 分别为 87.7%、89.2%、86.6%,行业集中度高。
小规模市场格局已出清,天奈科技位列榜首。据高工锂电统计,中国导电剂 2021 年出货量约 8.7 万吨,占电池四大材料出货量不到 15%,市场规模较小,规 模效应差异大。经过三顺纳米 2020 年被卡博特收购、德方纳米 2021 年通过出售 剥离碳纳米管导电剂业务后,叠加集越纳米产品多应用于数码电池等因素,国内碳 纳米管行业格局现已出请。天奈科技凭借多年技术积累、高研发投入、稳定优质客 户关系、完备的一体化布局等优势位居龙头。
3. 2022 年:碳管技术成本双发力,炭黑国产求突破
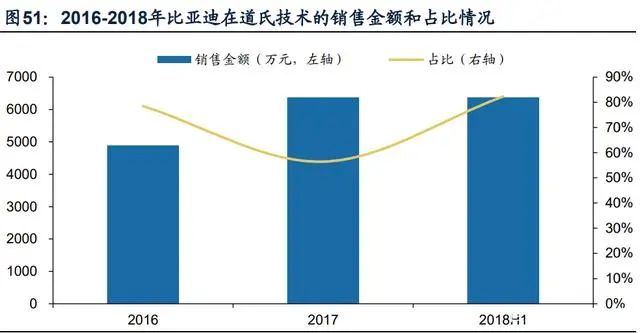
新旧交替,成本与性能的再均衡。导电炭黑虽性能上不及碳纳米管,但成本优 势突出。假设 2025 年动力电池、消费电池市场导电炭黑渗透率分别为 40%、 60%,我们预计 2025 年导电炭黑仍具备全球超 7 万吨的市场需求量,国产化突破 有望在增量市场内挤占海外份额。碳纳米管在高镍三元电池和硅基负极电池市场中 拥有难以替代的性能优势,中高端电池装机上碳纳米管性能将更加凸显,比亚迪入 股布局将有力支撑碳纳米管渗透率逐渐上行。
二、导电炭黑:供应压力+工艺优化,国产化将至
(一)导电炭黑:指标严苛,反应炉、纯化为核心
常见导电炭黑品类有 Super P、乙炔黑、科琴黑。乙炔黑比表面积比 SP 大, 分散难,科琴黑性能更优但价格更高,因此市场现多选取 SP 作为导电炭黑。吸油值和金属杂质含量为锂电炭黑核心品控指标。炭黑导电性一般用吸油值 DBP 来衡量,值越大导电性越好。现国内非锂电领域导电炭黑 DBP 最多只有 180ml/g,用于电池的导电炭黑需要至少达到 250ml/g。此外,对于锂电池还需要 考虑添加进正、负极材料的金属含量,金属杂质过高会造成电池的自放电从而形成 短路,锂电用导电炭黑导电指标更严苛,纯度要求更高。
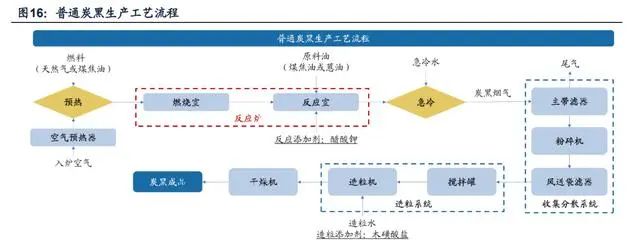
技术壁垒高,与普通炭黑生产线不重合。炉法炭黑是最常见的生产工艺,常规 炭黑反应炉的直径偏大,尤其是靠近喉管段的反应炉段较大,直径大会导致温度场 不均匀,最高温度段偏离喉口区,高温气流对原料油裂解不充分使得炭黑无法满足 高吸油值和低金属杂质含量指标,因此需重新设计反应炉和配套设计一套去金属离 子方案。国内炭黑工厂的反应炉多为国外引进,自主研发万吨级反应炉的企业较 少,且纯化实现路径需长期研发积累,因此导电炭黑呈现高技术门槛,我国长期依 赖海外进口。
(二)海外:成本压力增大,2024 年前供给有限
现国内锂用导电炭黑主要供应商是在海外生产进口到中国的外资企业益瑞石和 生产经营在国内的外资企业卡博特。
益瑞石:海外生产进口,成本短期承压。占据国内主要份额的益瑞石在中国未 设工厂,只能通过海外工厂生产,海运进口。短期内海外进口价格有上涨趋势,主 要系:(1)疫情下海运费高涨,短期高位震荡。受疫情影响海运多条航线关闭导致 近两年海运费持续高涨,据 WIND 数据库,可衡量海运价格的 BDI 指数从 2020 年 4 月初的 616 上涨至 2022 年同期的 2357,涨幅+256.6% ,全球疫情持续演变 下,海运费短期仍将处高位震荡。(2)俄乌冲突下原油价格上涨导致短期成本承 压。海外炭黑主要以原油为原料来生产炭黑。截至 3 月 8 日,今年以来原油期货结 算价已上涨 56.94%。俄乌冲突下原油价格上涨将传导至进口导电炭黑价格上。

卡博特:扩产产能最早 2024 年初投产。卡博特与上海焦化合资在中国天津设 立工厂生产导电炭黑。在 2022 年 2 月 28 日卡博特公告宣布收购东海炭素(天 津)有限公司。据 GGII,东海碳素主要从事炭黑生产,现有 5 万吨炭黑年产能, 工厂紧邻卡博特目前在中国天津的炭黑和色母粒工厂。据卡博特披露,公司将对收 购产线进行改造升级用于制造导电炭黑,第一阶段 1.5 万吨年产能导电炭黑升级改 造计划于 2024 年初完成,扩产周期长,预计这期间卡博特无新增导电炭黑供给。
进口商海外扩产难,国内产线改造耗时,2024 年前进口紧张且短期成本承 压。益瑞石在国内未设工厂,海外疫情反复、环保政策严扩产难叠加现海运费高 涨,加剧进口紧张。卡博特今年 2 月 28 日宣布收购日本东海炭素的天津工厂,据 GGII,东海炭素具备 5 万吨特炭产能,卡博特将对原产线改造升级,预计 2024 年 初完成具备 1.5 万吨产能。由此我们认为 2024 年前现有海外进口商新增供给有 限,锂电旺盛需求背景下,为国产化腾足空间;在短期原油价格上涨极大可能传导 至炭黑价格端情况下,国产化炭黑需求也迫在眉睫。
(三)国内:工艺布置成熟,储备油炉和后处理法
1. 技术储备夯实:炭黑龙头高研发投入,率先切入高纯炭黑
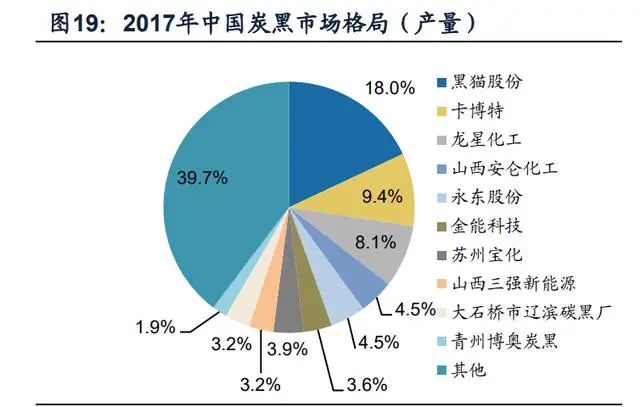
国内炭黑行业整体实力分层,黑猫股份稳坐龙头。据联科科技招股书以及各家 公司年报,2020 年国内炭黑年产量超 30 万吨的炭黑企业仅 4 家,行业整体实力分 层。经过国内供给侧改革后,2017 年-2021 年行业竞争格局已出清,行业集中度 上行,CR5 从 2015 年 34.8%升至 2020 年 43.5%,形成以黑猫股份、龙星化工、 永东股份和金能科技为第一炭黑上市公司梯队,均具备超 30 万吨年产能。其中, 黑猫股份以近 5 年产量均超 90 万吨占据榜首,其余国内企业产量均不超过 45 万 吨。
黑猫股份率先切入高纯炭黑。黑猫股份从 2013 年起陆续创立青岛黑猫公司, 下设新材料研发及生产中试基地、内蒙古煤焦化新材料研究院;2017 年建设 2 万 吨/年特种炭黑项目;2018 年公司与北京化工大学张立群团队(张立群教授是我国 工程院院士、橡胶材料领域主要学术带头人)合作炭黑后处理的产研结合课题。
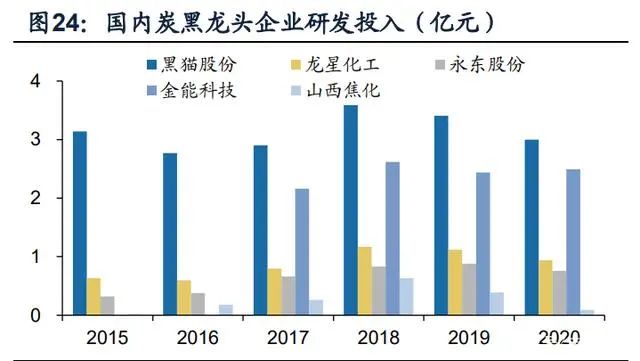
龙头企业黑猫股份长期高研发投入。国家供给侧改革叠加疫情影响下游轮胎行 业景气度不高,导致炭黑行业近年风险波动大,盈利情况差。行业龙头抗风险性和 盈利能力强,同时黑猫股份坚持长期高研发投入。据各公司年报披露统计,黑猫股 份近 6 年年均研发投入 3.14 亿元,年均研发费用率 5.37%,研发金额和研发率均 远超行业前五其他上市企业。
2. 工艺布置成熟:掌握油炉法和后处理法,双线并行造导电炭黑
导电炭黑较普通非锂用炭黑需要更高的吸油值和更低的金属杂质含量,黑猫股 份青岛研究院和股份公司专家委员会聚焦于导电炭黑的生产研究,现已研发出新型 油炉法和后处理法两种能满足高指标导电炭黑的工艺路线。
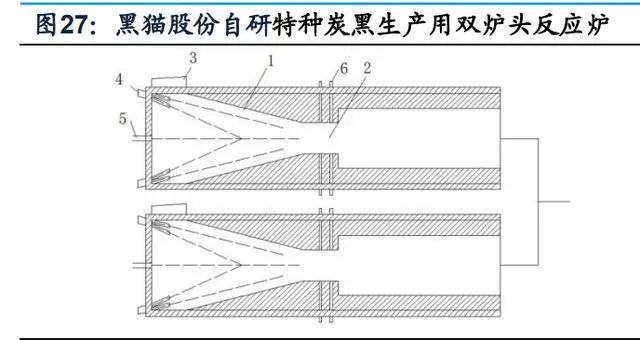
油炉法:自主设计反应炉,破解炉法炼炭核心。炭黑最常规生产工艺是油炉 法,油炉法生产炭黑最核心的是反应炉,反应炉的燃烧温度、原料油和空气的比 例、喷入极冷水在反应室内的位置及水压等直接影响炭黑的品种和品质。国内现有 普通炭黑生产反应炉因量级较大、设计较粗糙无法充分裂解炭黑以达到吸油值和金 属杂质标准。卡博特收购的东海炭素炭黑工厂无法直接生产导电炭黑,需要对产线 进行技改。为满足导电炭黑的低金属杂质含量和高吸油值,黑猫股份自主研发设计 了天然气喷枪和双炉头反应炉。
后处理法:除开自主设计反应炉从生产源头满足导电炭黑性能要求,黑猫股份 还研发出第二条工艺路线后处理法。后处理法是对已制备完成的高纯炭黑进行氧化 处理,通过增加炭黑表面含氧官能团的种类和数量,提高表面活性和极性,增加已 满足金属离子杂质含量的高纯炭黑的吸油值,最终得到满足要求的导电炭黑。通过 后处理法制得的导电炭黑性能更优,对标高端导电炭黑品种科琴黑。在该工艺路线 黑猫股份的优势在于:
(1)收购安徽黑钰,具备先发优势。国内现目前仅黑猫股份和安徽黑钰两家 公司掌握后处理法制高纯炭黑技术,该方法在生产导电炭黑研究上已取得初步成 效。据景德镇国资委官网,黑猫股份于 2021 年 11 月收购收购安徽黑钰,将其纳 入公司特炭事业部,因此在后处理法上黑猫股份在国内具备先发优势。
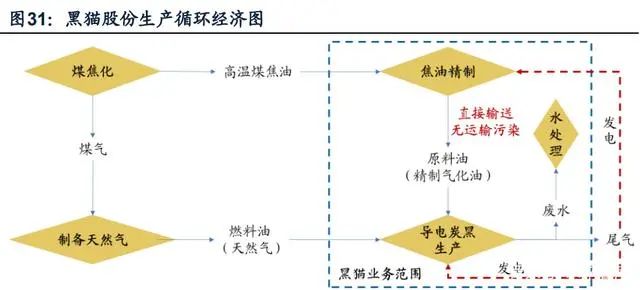
(2)煤焦油深加工企业,具备纯化先天优势。对普通炭黑使用后处理法制得 的炭黑金属杂质含量仍未达标准。据黑猫股份 2022 年 2 月投资者交流公告,公司 现具备 95 万吨煤焦油深化加工处理能力,将自产的煤焦油深加工气化油作为导电 炭黑生产所需的原料油,过程中无运输污染,可满足金属离子杂质含量要求,在原 料纯度和资源获取成本上占据优势。(报告来源:未来智库)
3. 综合成本优势:西部能源占优,电自给自足,水处理自营
黑猫股份产导电炭黑的乌海工厂处于煤焦化工主产区,用做燃料的天然气可直 接从煤气制得,成本和资源获取上均占据优势。此外,据黑猫股份年报统计,公司 近五年炭黑产量均超 90 万吨,折合配套每年超 160MW 的尾气发电机组,可用于 工厂的自发电。此外,在后处理法工艺路线上,由于黑猫股份炭黑生产企业属性, 具备对酸化硝化环节的水处理能力,相较于非化工企业再添成本优势。
4. 竞争分析:对外占成本优势,对内享技术红利
对标海外:陆运替代海运,国产成本占优。据百川盈孚,今年 1-3 月进口导电 炭黑 SP 平均售价为 9 万元/吨。据 Parcelabc 测算从比利时泽布吕赫港到上海的 海运费约为 4.4 万元/吨。导电炭黑国产突破后将以陆运费代替海运费,假设节省 的海运费全部传导至售价,国产产品定价可降至 4.5 万元/吨,较现有进口产品降 幅达 50%。假设炭黑、碳管添加量分别为 3%、1%,浆料为 5%固含量,单 GWh 消耗 2200 吨正极材料,以百川盈孚今年 1-3 月进口导电炭黑 SP 平均售价为 9 万 元/吨、碳纳米管平均售价 6 万元/吨和国产炭黑售价 4.5 万元/吨为前提下,测算带 电量为 60KWh 的电动车,对应碳纳米管成本为 1584 元,进口炭黑成本约为 356 元,国产炭黑成本约为 178 元,较碳纳米管单车节省 1406 元,成本优势更凸显。
煤焦油深加工企业龙星化工在 2022 年 2 月发布公告计划总投资 31 亿元建设 碳基新材料研发中心和 20 万吨高纯纳米炭黑生产线,建设周期 15 个月,为该公司 首次布局高纯炭黑领域。此外,已具有特种炭黑产能的永东股份在 2021 年 12 月 发现可转债 3.8 亿元扩产 7 万吨特种炭黑产线,建设周期 2 年。相比之下,黑猫股 份率先在 2017 年开始布局特种炭黑领域,2018 年 2 万吨/年特种炭黑在乌海投 产,现已具备 1 万吨导电炭黑年产能,工艺优化完成后将推进项目产业化落地。

5. 导电炭黑国产化后的机遇与挑战
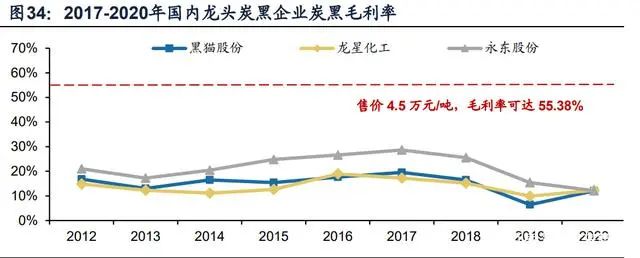
机遇:高毛利低售价,供需侧均受益。根据公司年报,黑猫股份、龙星化工、 永东股份 2012-2020 年期间平均毛利率分别为 14.88%、13.82%、21.31%,单年 度最高毛利率不超过 30%。在售价 4.5 万/吨假设下,我们测算国产导电炭黑毛利 率可达 55.38%,远超市场现存炭黑产品。高端产品将会带动国内炭黑产业产品结 构转型,盈利能力提升。以单吨 4.5 万的国产导电炭黑替代现单吨 9 万的进口导电 炭黑,需求端购入成本可降 50%,因此国产导电炭黑对供需两侧均受益。
挑战:煤焦油占成本超八成,今年价格将承压。通过成本拆分,以 2022 年 1- 3 月煤焦油山西地区平均市场价 4850 元/吨为基础,我们测算国产化的导电炭黑成 本中煤焦油占比 80.55%,炭黑和煤焦油价格走势基本一致。2021 年国际局势紧 张,中国进口煤炭减少叠加国内焦化厂双控政策下开工率低迷,导致焦油供需紧 张,煤焦油价格全年上涨 61.46%。2022 年俄乌局势下原油价格高涨、澳洲煤炭出 口禁令持续叠加国内环保政策焦化企业限产,2022 年煤焦油供应将持续偏紧,下 游去氢产业和深加工企业采购需求积极,煤焦油今年将承受涨价压力。
原材料煤焦油涨价下,炭黑成本优势持续。我们假设其他原材料和费用不变、 顺利实现国产化(海运改为陆运)、2022 年底国产导电炭黑售价为 4.5 万元/吨,测 算在 2022 年的煤焦油价格同比上涨 50%情况下,国产导电炭黑仍具备 37%毛利 率。假设炭黑企业维持导电炭黑 50%毛利率,2022H1、2022H2 售价分别上调 4.83、5.63 万元/吨前提下,单千瓦时电池导电炭黑成本分别上涨 0.22、0.53 元, 60kWh 带电量的单车电池成本上涨至约 191、223 元,较现有单车进口导电炭黑导 电剂成本 356 元和单车碳纳米管导电剂成本 1584 元(据前文测算)相比,仍具有 可观成本优势。
三、碳纳米管:一体化打开降本空间,奠定持续优势
(一)粉体+纯化+分散:三大核心品控环节
国内主流采用化学气相沉淀法制碳纳米管。目前已开发出化学气相沉积法 (CVD)、石墨电弧法、激光蒸发法、水热法等多种碳纳米管制备方法。相较于其 他制备方法,化学气相沉积法具备反应过程易于控制、反应温度相对较低、产品纯 度较高、单批次产量较高等优点,国内碳管企业均采用化学气相沉积法(CVD)批 量生产。CVD法是将烃类或含碳氧化物引入到含有催化剂的高温管式炉中发生催化 分解,沉积出的碳由于催化剂的存在而自组织形成的石墨片层的圆筒(碳纳米管)。
CVD法产导电浆料三大核心品控环节:粉体制备、粉体纯化、浆料分散。
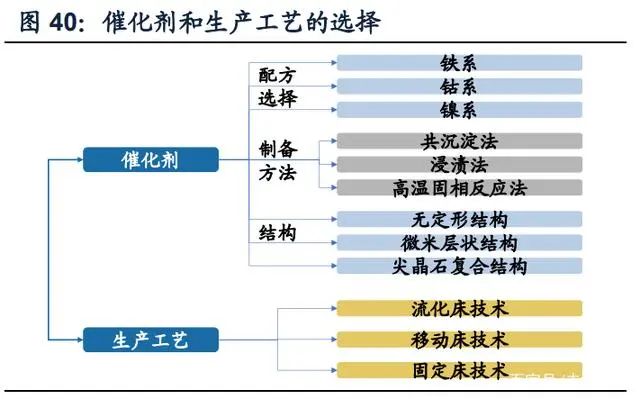
(1)粉体制备:催化剂控制碳管导电性,搭配生产工艺决定品质。碳纳米管是 点线接触的导电机制,径长比越大的单碳纳米管形成的导电网络越多,导电性能越 好。不同的催化剂能催化出径长比不同的碳纳米管。催化剂包括铁系、钴系、镍系的 选择、制备技术和结构。催化剂和生产工艺搭配决定量产碳管均一化和高纯度品质。
(2)粉体纯化:纯度是锂电用导电剂关键指标。碳管粗粉若不进行纯化,其含 有过量的金属离子会造成电池短路。纯化一般为高温氧化和酸化两个步骤。高温氧 化:碳纳米管与高温空气发生氧化反应,将碳管含有的杂碳氧化成二氧化碳,去除 无定形含碳杂质。酸化:用酸溶液去除碳管表面残留的催化剂等金属杂质。
(3)浆料分散:保证产品导电性。碳纳米管粉体由于范德华力大容易团聚,因 此碳管企业以浆料形式售出。纯化粉碎后得到的碳纳米管粉体和分散剂、溶剂混合 溶解、分散、研磨,最后得到碳纳米管浆体。碳纳米管粉体在浆料中的分散性将直接 影响导电性。
分散方案需时间和经验沉淀。分散方案涉及分散设备的选取采购、分散剂的使 用、分散时间长短等多因素选取。国内企业的分散设备以进口日韩为主,价格昂贵 且筛选设备匹配分散方案耗时。以三顺纳米募投项目为例,据招股说明书披露, 10000吨产能碳管导电浆料计划购入30台单价110万元研磨机,共计3300万元,折合 单吨3300元分散设备摊销。天奈科技的一种分散剂是通过由聚醚胺与环氧树脂制备 得到的,青岛昊鑫自主研发出乙烯和丙烯酰胺共聚物的分散剂。

(二)NMP+粉体+浆料:一体化布局降本增效
三大核心环节除了决定导电浆料产品最终的导电性能,也决定碳管企业在生产 过程中的成本和效率。深入完善“粉体自制-自营纯化酸化业务-浆料分散-NMP 回 收自产”产业链一体化是现阶段碳管企业提效降本的重要途径。
(1)粉体自制:增强成本优势和盈利能力。粉体自制技术含量高,需要长期 高研发投入以寻求碳管的均一化高品质量产。掌握粉体自研自产技术的浆料企业比 外购粉体浆料企业一方面成本上占优势,另一方面,可根据下游需求迭代出适应不 同电池材料的碳纳米管导电浆料产品,盈利能力更强。以天奈科技为例,据公司招 股书披露,天奈科技坚持每 2-3 年推出一代产品,现已拥有 3 代成熟产品,第一、 二、三代分别适用于磷酸铁锂电池、三元电池和高镍三元电池,覆盖锂电池主流类 型。此外三顺纳米、纳米港等公司均含有多款不同性能的碳纳米管产品。
(2)纯化高温氧化环节:电费占粉体成本两成,西部产区电费单价可降25%。由于锂电池对金属离子含量要求极低,通常需要长时间高温氧化碳管粗粉以达到标 准。我们测算1吨粉体高温氧化所需的电费约为5.7万千瓦时,以0.8元/度的电价和 18.6万/吨的粉体价格来测算,高温氧化的电费占粉体价格22%。我国西部地区电费 较东部地区电费偏低,据国家电网标准电价,天奈科技、道氏技术、卡博特碳管工厂 所需的工业用电费分别约为0.60、0.80、0.77元/KWh。以道氏技术为例,其东部青 岛基地电费为0.8元/KWh,在建西部兰州基地电费为0.4元/KWh,基地西迁后电费单 价可降50%,单吨碳管粉体成本可降约2.27万元,粉体总成本降约10.84%,折合浆 料总成本下降约1133元,浆料总成本降约2.2%。碳管粉体产区位于西部地区的碳管 企业在粉体自制上享有成本优势。
(3)纯化酸化环节:降本保供,龙头加码布局。行业发展初期,受限于工厂场 地和化工废水技术,业内碳管企业多将碳管酸化业务委托具备排污资质的企业协助 加工,并支付加工费。2014-2019年期间上市碳纳米管公司披露数据中均涉有外协加 工费。现阶段考虑降本和化工企业环保限产可能影响供应链安全,龙头碳管企业布局纯化业务。天奈科技现已具备纯化能力,据天奈科技公司扩产公告统计,2021年 共投资建设3000吨碳纳米管纯化项目,预计2023年底陆续投产。据龙南经济开发区 政府官网,道氏技术控股子公司赣州昊鑫2021年12月投资1亿元建设年产2000吨碳 纳米管纯化项目,主要涉及酸化、水洗和烘干工艺流程。

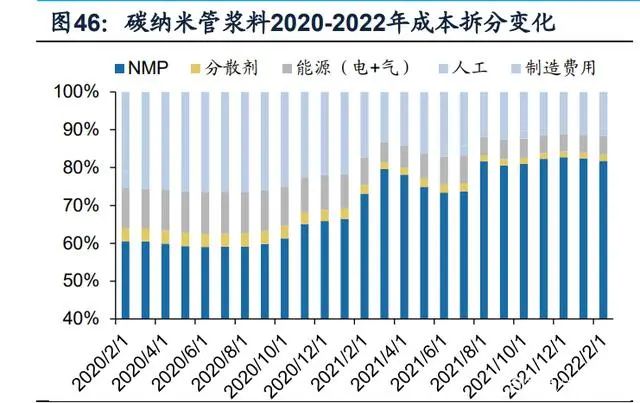
(4)分散环节:上游原材料涨价,溶剂NMP占总成本八成。据天奈科技招股说 明书、可转债说明书披露,2019年原材料占碳管浆料总成本68.4%。从2021年起, NMP原材料BDO上游电石受到环保限制叠加下游可降解塑料、氨纶市场需求增加, 挤压NMP用BDO供应,导致BDO和NMP价格2021年分别上涨140%、142%。NMP 单价上涨带动浆料成本上涨72.4%,NMP占比原材料成本升至77.1%,占浆料总成本 81.1%。
NMP产能缺口短期仍存在。NMP是通过BDO脱氢反应生成GBL,GBL再和甲胺 胺化反应生成的。生产NMP的原材料为BDO和甲胺,根据光明化工环评报告中原材 料用量,我们测算2021年BDO占总成本73.1%。据BDO产业链研究测算,2022年国 内BDO新增产能20万吨,2023年BDO新增产能417万吨,下游PTMFG新增产能22 万吨,PBAT行业2022年新增产能205万吨,2023年新增产能131万吨,假设以上产 能按计划投产,基于当前BDO行业开机率及下游需求量BDO产业链研究测算出, 2022年BDO缺口量在20万吨左右,2023年BDO过剩量在230万吨。预计短期NMP供 给仍保持紧张,2022年价格将承担上涨压力,预计2023年上游BDO产能逐步释放后, NMP供给将得到缓解,价格有望回调。
龙头布局NMP回收生产业务,完善供应链配套。在短期NMP价格仍处高位且具 上涨风险,供应链向上延展提前应对原材料价格波动风险的公司将更具成本优势。以我们测算的现NMP成本3.62万元为前提,若公司从外购NMP切换为100%自供 NMP,将最多可消化NMP价格上涨34%的成本压力,较外购NMP公司单吨可实现 0.84万元的降本空间。天奈科技在2018年投资设立控股子公司新纳环保,据新纳环 保环评报告,达产后将具备4.5万吨/年的NMP回收能力和3.6万吨/年的NMP生产能 力。据赣州政府官网,道氏技术控股子公司赣州昊鑫在龙南经开区投资1.3亿元建设 3万吨/年NMP综合回收项目,从产业链端验证完善NMP供应链配套的重要性。
(三)竞争分析:成本优势奠定领先地位
1.天奈科技:深耕多年,综合实力位居龙头
一体化生产提效降本。天奈科技现为行业内唯一实现“粉体催化剂制备—碳纳 米管生产制备—粉体纯化—高温纯化—浆料制备—NMP 回收”全产业链一体化生 产的企业,在产品稳定性和成本上占据绝对优势。卡博特(三顺纳米)粉体纯化环 节委外加工,暂未布局酸化业务和 NMP 回收及生产业务,道氏技术于 2021 年底 开始布局纯化业务,扩产年产 2000 吨碳纳米管粉体纯化项目。据新纳环保环评报 告,天奈科技将具备 4.5 万吨/年的 NMP 回收能力和 3.6 万吨/年的 NMP 生产能 力,道氏技术于 2021 年 9 月公告投资建设年产 3 万吨 NMP 综合回收项目。
产能布局领先行业。从 2016 年起天奈科技导电浆料产能一直处于行业领先, 据公司招股说明书披露,公司将扩产年产 18000 吨导电浆料等项目。公司在 2021 年 2 月发布公告称,将通过全资子公司 BVI 天奈在美国内华达州里诺市全资设立美 国天奈以此在当地建立“年产 8000 吨碳纳米管导电浆料生产线项目”。据公司可转 债申报稿,天奈科技在 2021 年 8 月发行可转债募集 8.3 亿元再扩 5 万吨导电浆 料。预计 2023 年天奈科技、卡博特、道氏技术分别具备 13.0、6.2、10.0 万吨碳 纳米管导电浆料产能,天奈科技规划产能领先行业。

技术起家,单壁碳纳米管稳步推进。天奈科技技术起家,据公司招股书披露, 董事长、总经理郑涛和董事、副总经理张美杰均为物理学博士,两人同时为公司核 心技术人员。10 人核心技术团队中 5 人为博士,2 人为高级工程师,1 人为中级工 程师,2 人为工程师,研发团队技术背景雄厚。锂电池高能密需求下硅基负极有望 成趋势,纯硅基负极由于缺少碳几乎无导电性,必须添加单壁碳管导电剂,多壁碳 管和导电炭黑均不适用。目前,公司已经与国内核心客户以及日韩知名动力锂电池 企业共同推进碳纳米管导电浆料在硅碳负极中的应用,预计未来将实现批量供货。
2.道氏技术:联手比亚迪,打造碳材料业务平台
收购青岛昊鑫,切入碳纳米管赛道。公司在 2014 年收购青岛昊鑫 20%股份切 入导电剂产业,并在 2018 年完成对青岛昊鑫 100%控股,将其纳为全资子公司。青岛昊鑫以石墨烯导电剂为起点,于 2014 年开始批量将石墨烯导电浆料用于磷酸 铁锂电池,是国内最早将石墨烯批量应用的企业之一。2016 年 5 月批量生产石墨 烯碳纳米管复合导电浆料。2017 年,成功研发并批量生产用于三元正极的高纯高 导电性碳纳米管导电浆料。目前已涵盖消费、动力磷酸铁锂电池、动力三元电池碳 纳米管导电浆料和石墨烯复合导电剂产品。
整合碳材料业务平台,加强产业链布局。2021 年 12 月增资公告,公司自 2021 年 6 月起增资格瑞芬 4.5 亿元,深度整合公司碳材料业务。2021 年 6 月格瑞 芬受让青岛昊鑫 100%股权。2021 年 12 月道氏技术再次增资 2 亿元格瑞芬,将主 营碳纳米管粉体生产的赣州昊鑫和江门道氏纳入格瑞芬平台,自此道氏技术已形成 以“格瑞芬”为中心的碳材料业务平台,涵盖催化剂、碳纳米管粉体、导电浆料、 NMP 回收等完整的导电剂供应链和研发体系,加速导电剂业务产业一体化布局。
布局兰州西部基地提效降本。2022 年 4 月 11 日公司公告子公司格瑞芬将与兰 州新区管委会设立合资公司总投资 60 亿元建设年产 5000 吨碳纳米管粉体、年产 5000 吨碳纳米管纯化、年产 5000 吨碳纳米管高温纯化和年产 3 万吨碳纳米管浆 料等项目,打造公司碳纳米管导电浆料和硅碳负极材料一体化研发生产兰州基地。项目共两期,将于 2022 年 5 月开始建设,2023 年底起陆续投产。兰州地处我国 西部,在天然气、电费、煤焦油等资源获取和成本上占据优势,此次西部基地的设 立强化公司在导电剂业务的一体化布局,同时达到降本提效目的。
加码一体化扩产,远期浆料布局加快。在浆料制备三个关键环节中,道氏技术 在 2020 年非公开募集 12 亿元建设年产 150 吨碳纳米管粉体等生产项目,该项目 建设进展顺利,目前部分产线已开始试产和投产。孙公司江门道氏在 2022 年对碳 管粉体产线进行扩产,建成后具备年产 6250 吨碳纳米管产能。孙公司赣州昊鑫总 投资 1.3 亿元建设年产 3 万吨 NMP 综合回收利用项目和年产 2000 吨碳纳米管粉 体纯化项目,两个项目在 2022 年年初已通过环境影响测评,项目建设如期推进。
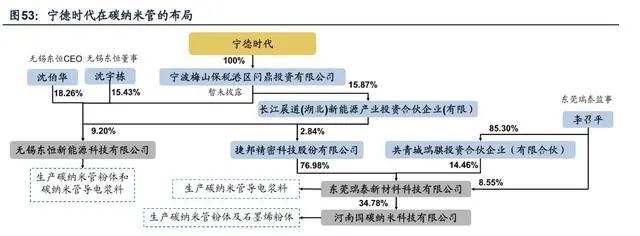
3. 宁德时代:携手晨道投资入股布局碳管业务,加速扩产产能
据企名片 APP,2021 年 12 月宁德时代全资子公司宁波梅山保税港区问鼎投 资有限公司入股无锡东恒增资至约 5704.73 万元。无锡东恒成立于 2013 年,主要 产品为锂电池碳负极材料及型号 DH-S1 碳纳米管导电粉末、型号 DH-P1-5B 和 DH-P2-5 碳纳米管导电浆料等产品。该公司内设新能源电池研发中心,拥有一批经 验丰富的科研团队及专业的产品安全测试中心。据高工锂电统计,公司 2020 年导 电剂市占率 5.2%。宁德时代持股投资公司晨道投资在 2020 年投资入股捷邦科 技,捷邦科技控股子公司东莞瑞泰为碳管导电浆料厂商。据平顶山市政府公告,东 莞瑞泰持股碳管粉体生产商河南国碳纳米在 2021 年扩产年产 200 吨碳管粉体和 5000 吨碳管浆料项目。
4. OCSiAL:全球单壁碳管独角兽,入场国内加剧全球竞争
技术大牛创立,资金储备雄厚。据OCSiAL官网,俄罗斯单壁碳纳米管巨头 OCSiAL成立于2009年,专注于单壁碳纳米管的研发和生产,2013年实现单壁碳纳 米管产业化。创始人之一Mikhail Predtechenskiy是物理数学科学博士,俄罗斯科学 院院士,世界知名的纳米材料合成、电力工业、工程、热物理学、等离子体物理学 专家,全球现已建造卢森堡、新西伯利亚和上海三个研发中心。据Crunchbase统计, 截至2022年4月,OCSiAL共获得15轮融资中共筹集2.9亿美元资金,被估值超20亿 美元。2021年7月日本空调冷气巨头大金冷气公司投资入股OCSiAL,双方达成战略 合作协议,未来将在锂电池单壁碳纳米管展开研发生产合作。
单壁碳管产能储备全球第一。据 OCSiAL 官网,OCSiAL 现单壁碳纳米管年产 能 95 吨,产能全球占比超 97%。OCSiAL 现在华未设工厂,想要开拓中国市场将和益瑞石面临同样 受疫情影响下航运费高涨的成本压力。单壁碳纳米管作为硅基负极导电性的唯一解 决方案,OCSiAL 具备多年成熟的均一化量产技术和领先的产能优势,硅基负极量 产推广后海外优质单壁碳管企业的入场将加剧国内碳管行业竞争,但进口产品的技 术溢价和高涨海运费又将限制其进一步抢占市场份额,国内龙头企业天奈科技和道 氏技术均布局研发单壁碳管。(报告来源:未来智库)
5. 行业外部企业:行业技术壁垒高,客户粘性强,入场难
由于碳管分散难特性,业内主要以导电浆料形式售卖至下游。碳管浆料制备的 三个核心环节粉体制备、粉体纯化和浆料分散涉及催化剂的研发、分散设备的选 择、分散剂的研发等多个需长时间高研发技术投入。碳管行业从工业化到现在已近 8 年时间,现有业内领先企业均在 2014 年碳管量产工业化前成立,在三个核心环 节中均拥有多项研发专利。由于碳管属新型纳米级材料,下游客户对产品认证要求 高时间长,形成业内供应链客户高粘性的特点。因此行业整体格局稳定,外部企业 入场难度大,近年并无新增实力企业抢占市场份额。

成本优势奠定领先地位,龙头电池企业向上布局加强合作粘性。行业外部企业 因不具备浆料分散能力抢占现有市场份额难,天奈科技将凭借一体化生产成本优势 及单壁技术优势继续领跑碳纳米管行业。下游龙头电池企业宁德时代和比亚迪入股 碳纳米管企业沿产业链向上布局将加强导电剂行业上下游合作粘性。未来发展中, 能迭代研发适配锂电池高能密需求驱动正负极材料变革的导电剂产品和控本能力出 色的碳管企业将脱颖而出,抓住新能源汽车发展机遇。
四、展望:成本与性能的再均衡
(一)导电炭黑:率先发力铁锂应用,重成本市场优势不变
1. 国产化后率先发力磷酸铁锂电池市场
磷酸铁锂电池较三元电池能密要求低,可接受导电炭黑添加量多。导电剂添加 量越多,会挤占电池内部锂离子含量,从而影响电池的能量密度。据高工锂电和电 池中国网,现有全球动力电池企业乘用车电池中三元电池平均能量密度超250Wh/kg, 相比之下磷酸铁锂电池能密不超过190Wh/kg。导电炭黑添加量为正极材料3%,碳 纳米管添加量不超过正极材料的1%,我们认为对能量密度要求低的磷酸铁锂电池比 三元电池对导电炭黑接纳度更高。
导电炭黑符合磷酸铁锂电池低成本特性。磷酸铁锂电池本身导电性比三元电池 更差,因此需添加更多的导电剂。据GGII,碳纳米管在三元电池添加量为0.8-1%, 在磷酸铁锂电池中添加量为1-1.5%,假设单GWh电池使用2500吨正极材料,单KWh 磷酸铁锂电池中碳管的价值量为33-49元,单KWh三元电池碳管价值量为26-33元, 单KWh磷酸铁锂电池中国产导电炭黑的价值量为3.375元。因此从成本侧来看,我们 认为导电炭黑更符合磷酸铁锂电池低成本特性,在磷酸铁锂电池市场更占优势。

导电炭黑国产化降本速度快于碳管一体化。以百川盈孚2022年3月平均市场成 交数据为口径,现进口导电炭黑成交价为9万元/吨,假设国产导电炭黑4.5万元/吨的 售价下,导电炭黑降本可达50%。相比之下,假设碳纳米管厂区位于西部能源低价 地区、酸化业务自加工和NMP自供100%下,我们测算三个环节合计单吨浆料最多可 降本0.97万元,以5.28万元/吨碳管浆料成本测算,最多可降本18%,短期内碳管降 本速度不及炭黑,在重成本市场完全替代炭黑难度大。
2. 低端数码市场导电炭黑渗透率维持高位
对价格敏感的产品,炭黑较碳管的成本优势将使其仍将保持高市场需求。在对 能量密度要求不高、需压缩成本的产品中,如充电宝等低端数码市场将会较多使用 炭黑。据高工锂电测算,到2023年炭黑在中国数码电池中仍将保持60.8%的渗透率。
(二)碳纳米管:加速抢占铁锂市场,高性能市场难以替代
1.比亚迪布局碳管,助力渗透磷酸铁锂市场
比亚迪为我国磷酸铁锂电池第二大生产商,自研的磷酸铁锂刀片电池于2020年 3月量产,搭载包括比亚迪汉EV、唐EV、宋Plus EV等多款爆款车型。2022年4月道 氏技术公告,比亚迪投资1亿元入股其碳材料子公司格瑞芬,双方成为战略合作伙伴。磷酸铁锂电池龙头比亚迪的入股布局叠加碳纳米管一体化持续完善提效降本将为碳 纳米管在磷酸铁锂市场市场与导电炭黑抗衡抢占份额注入强心剂。

2. 新型优质纳米材料,高性能动力电池市场难以替代
碳管优异性能更匹配高镍三元电池。高镍三元电池的导电性比低中镍三元电池 导电性更差,但高镍三元电池在能量密度上要求更高,所以只增加添加量是无法同 时兼顾导电性和能量密度。因此产业链通常会迭代性能更高端的碳管浆料来适配高 镍三元电池。以天奈科技为例,已推出径长比更小、体电阻率更低的第三代产品对 标高镍三元电池。因此,在高镍三元电池市场中,炭黑替代碳管难度大。
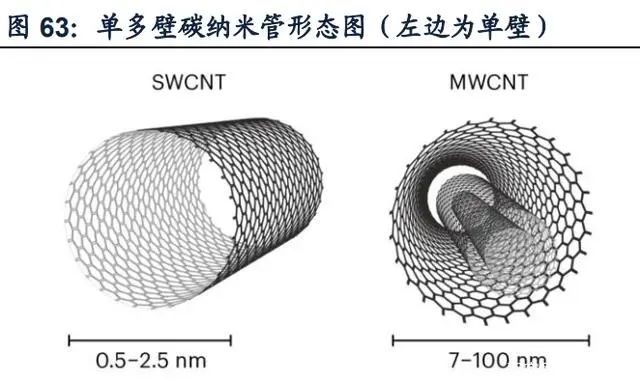
单壁碳纳米管性能更优。据 OCSiAL 官网介绍,与多壁碳纳米管相比,单壁 碳纳米管柔韧、长径比更大、有效添加量仅为 0.1%、可生产任何颜色的导电材料 和透明导电材料,可保持或改善材料的机械性能。以 OCSiAL 产品为例,单壁碳 纳米管长径比超 3000,添加量只需 0.1%,较多壁可提升电池能密 10-60 倍、充放 电速率快超 50%。添加 0.04%的单壁碳纳米管在硅负极电池配方中,电池循环寿 命提升 4 倍。
单壁碳纳米管现为硅基负极导电性唯一解决方案。特斯拉最新代 4680 电池采 用硅基负极以提升能密,因硅本身不具备导电性,则采用硅基的负极导电性差,且 充放电过程中硅体积会大幅膨胀进而出现裂缝,导致硅负极电池快速衰竭,影响循 环寿命。单壁碳纳米管凭借其高电导性、高柔韧性和长径比现为解决硅基负极以上 导电性问题的唯一方案。
成本与性能的再均衡。短期内导电炭黑国产化后将凭借成本优势抢占同样低成 本特性磷酸铁锂电池的市场份额,同时在低能量密度要求、重成本市场如数码市场 中继续保持高渗透率。在高镍三元、硅基负极、快充动力锂电池市场,碳纳米管将 以难以替代的性能优势成为该市场主流。铁锂电池龙头比亚迪战略投资道氏技术子 公司,选择碳管沿产业链向上布局导电剂将支撑碳纳米管渗透率逐步上行。
审核编辑 :李倩
-
锂电池
+关注
关注
263文章
8838浏览量
187393 -
导电剂
+关注
关注
3文章
25浏览量
8910
原文标题:锂电池导电剂深度研究!
文章出处:【微信号:Recycle-Li-Battery,微信公众号:锂电联盟会长】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
淘宝商品详情API 实战总结(数据模型项目复盘)
1688商品详情API 实战总结(技术复盘)
京东商品详情 API 实战总结(技术复盘)
淘宝/天猫商品详情API 实战总结(技术复盘)
亚马逊商品详情API 实战总结(技术复盘)
小红书笔记详情API 实战总结(技术复盘)
导电液体液位控制继电器的技术解析与应用
小米SU7射频方案深度复盘:为什么车载环境偏爱TNC而非传统的SMA?

导电银浆:基于固化过程电阻演变的环氧树脂体系在封装与柔性电子中的应用

电子设备的 “抗菌黑科技”:银系抗菌剂的技术解析与应用指南

低温无压烧结银的前世今生:从发明到未来趋势
2025年半导体产业的发展复盘与方向探索报告

车载功放芯片实测复盘|华润微CD7377CZ极端环境可靠性验证报告
芯片装甲的前世今生




评论