 PLC及伺服控制器构成的新型旋转式装箱机
PLC及伺服控制器构成的新型旋转式装箱机

本文介绍的新型旋转式装箱机由PLC及伺服控制器控制,抓手均匀分布在立柱周围,抓手间距适中,跟随主机旋转,很大程度上缩短装箱周期,大大地提高了设备产能。
装箱机位于包装流水线后端,将容器排列组合后,放入成型的空箱中。其运行速度及稳定性直接影响整线效率。传统的四连杆式、平移式或者是机器人式装箱机,均为间歇工作方式,空运行时间占据了整个装箱周期的很大一部分。这种局限性导致了设备产能很难再突破。
随着生产技术发展及电气自动化水平提高,对装箱机速度提出了更高的要求,迫切需要进行提升。本文介绍的新型旋转式装箱机由PLC及伺服控制器控制,抓手均匀分布在立柱周围,抓手间距适中,跟随主机旋转,很大程度上缩短装箱周期,大大地提高了设备产能。
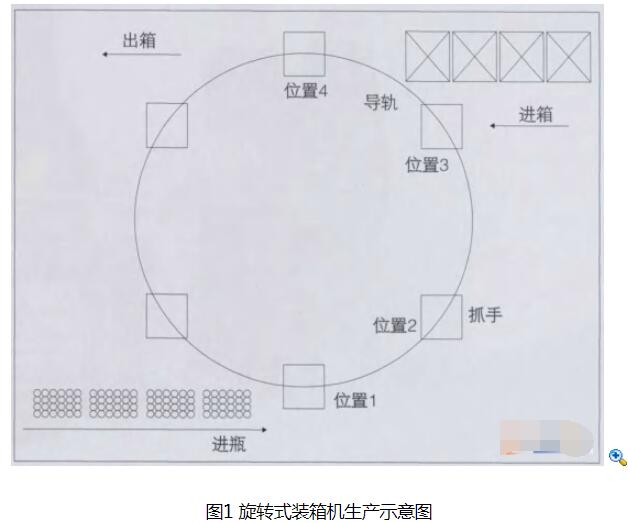
旋转式装箱机示意,如图1。机架上安装6组形状相同的抓手,主机旋转时抓手依次旋转到位置1抓取容旋转式装箱机示意,如图1。机架上安装6组形状相同的抓手,主机旋转时抓手依次旋转到位置抓取容器。在生产过程中,装箱机入口处的容器都是紧挨着的,通过两台伺服交流电机的配合动作,将容器分成具有一定间隔且连续不断的包型。特别注意的是,分离后的容器与旋转运行抓手相位同步。当输送带将容器运送到位置1时,抓手恰好也到达。接下来的一小段时间内,抓手和容器以相同的速度向前运行,然后机械结构将抓手放下抓取容器。该组抓手旋转到位置2时,后面一组抓手到达位置1,依次循环抓取容器。当抓有容器的抓手旋转到位置4时,空纸箱恰好运送到该处,再次通过机械结构降低抓手高度将容器放入纸箱,完成一次抓放动作。由于每组抓手之间安装间距固定且相距很近,每次抓取容器的间隔时间就会相对变短,这样提高了设备的产能。
随着电力电子技术的不断进步,以及新型功率开关器件、专用集成电路和控制算法的发展,大大提高了伺服系统的性能,使其在各行业得到了广泛的发展。交流伺服电机安装有高精度的编码器,它能够准确地测量出伺服电机的实际转角或平移位置,然后转换成数字信号并及时地反馈给与之相对应的伺服控制器,构成闭环控制。伺服控制器经过准确的计算从而精确地控制伺服电机的运行。交流伺服电机的结构简单,控制方便,调速范围广,输出转矩大,过载能力强,定位精确,低速运行时无爬行、无震动,机械特性硬,是今后的发展趋势。
旋转式装箱机的电气部分由可编程控制器PLC来控制。PLC通过循环扫描DI输入的数字信号,继而在内部遵循控制程序进行逻辑运算,然后通过DO输出数字控制信号控制变频器的启停以及挡箱气缸的开关。前端进瓶部分及主机的交流异步电机由变频器驱动,进入抓手位置前的分瓶拨叉部分则由交流伺服电机控制。见图2。
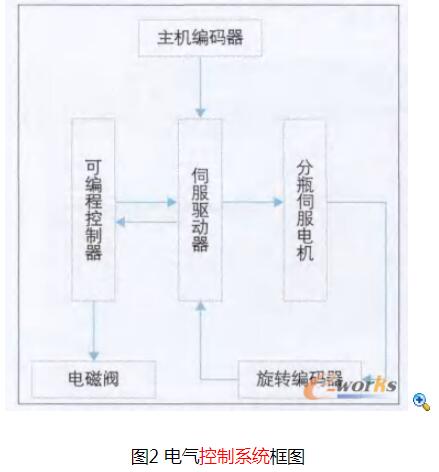
本系统选用两台内部各自集成一个旋转编码器的交流伺服电机,每台交流伺服电机都由一个单独的伺服控制器控制。两台伺服控制器之间通过CAN总线通讯,速率可达1MB/s。每帧信息都有CRC校验及其他检错措施,出错率极低,大大提高了两台伺服电机的同步性及稳定性。通过拨码将两台伺服控制器的通讯站号分别设为1和2,使得第一台伺服控制器作为主控制器,而第二台伺服控制器作为从控制器。运行过程中旋转编码器将电机轴的实际转角反馈给伺服驱动器,在位置环方式下构成一个闭环位置控制系统,从而保证装箱机的安全稳定运行。同时通过主伺服控制器上的增量式编码器卡,读取安装抓手的主轴交流异步电机尾端的另一个增最式编码器的值,在主伺服控制器内进行运算比较,由伺服驱动器调整交流伺服电机的运行速度,以此同步控制整个装箱机。另外主伺服控制器通过PROFIBUS DP总线将主机的编码器值传送给PLC,通过与人机界面上设定的控制挡箱气缸开关的数值相比较,来决定电磁阀的工作状态,以此将空的纸箱同步输送到放箱位置。
电气系统特点包括,一是采用可编程控制器PLC作为主要的控制部分,它的可靠性高,抗干扰能力强,编程简单,安装方便,使用寿命长。二是采用先进的交流伺服电机,速度控制响应快,定位准确,使得生产效率大大提高。三是采用彩色液品触摸屏作为人机对话窗口,显示清晰直观,操作方便。
由于交流伺服控制的精确度高,每次分瓶后容器的位置几乎相同,使容器与抓手能达到很好的同步性,稳定性好,目前能够达到每分钟36箱。设备调试简单,维护方便,为用户大幅度提高生产效率奠定了坚实的基础,受到了一致好评。旋转式装箱机潜力大,进一步完善后,能有效提升产能,为用户带来良好的产品体验,助用户取得预期的效益。
责任编辑:YYX
-
plc
+关注
关注
5052文章
14813浏览量
488631 -
伺服控制器
+关注
关注
2文章
99浏览量
19909 -
装箱机
+关注
关注
0文章
4浏览量
2600
发布评论请先 登录
MAXQ8913:一体化伺服环路控制的16位混合信号微控制器
PLC怎么控制多台交流伺服电机达到同步工作

旋转式增量编码器:工业自动化的“精密之眼”

旋转式位置传感器技术特性与应用评估:以RDC50与FSE11系列为例

DeviceNet转ProfiNet协议转换网关实现西门子1500 PLC与AGV 舵机控制器通讯在港口集装箱运输的应用案例

上海贝岭650V FBL系列IGBT赋能伺服控制器解析


智能立库堆垛机西门子1500PLC通过EtherCAT主站转Profinet实现和与多个伺服进行通讯
西门子S7-1200 PLC与SINAMICS V90伺服驱动器PROFINET通信控制实例
球磨机生产线控制系统汇川PLC通过CClink转EtherCAT工业智能网关与CClink伺服驱动器进行数据传输案例
伺服控制器干扰问题解决方案

使用西门子报文控制V90伺服驱动器




评论