 波导管加工困难的解析
波导管加工困难的解析

波导管产品历来以精度要求高在通信领域著称,而随着通信领域的蓬勃发展,波导管的使用范围越来越广泛。早期我国的波导管产品大多采用手工方式进行加工,容易出现废品率高、效率低下、性能稳定性低等问题。本文主要通过对一种E向H向组合波导管的研究,阐述波导管加工的难点、在通信领域大规模发展的重要作用、生产工艺对产品性能的影响以及生产设备的技术更新。
波导管是通信产品中最常用的零件之一,其加工质量对整个系统的性能至关重要,加工方法也是多种多样。早期我国军方的波导管产品加工方法大多采用热成形工艺,通过人工进行打磨处理,且研制任务多与生产数量少,造成无法进行大批量高质量的批产任务。这些工艺方法只能用于一些比较规则的、形状简单的波导,对于E向折波导管、H向折波导管、E向H向组合波导、脊波导等结构复杂,造型多变的波导管就显得无能为力了。这些复杂加工件均为通信设备中关键和重要部件,都有较高的精度要求,加工难度大。波导管加工的成败,精度的高低对通信设备整体性能是至关重要的,只有通过当代先进的数控加工技术和设备才能解决和满足如此复杂构件的通信设备的加工。
在大批量生产中,为了保证波导管产品的高合格率、高稳定性、抗干扰能力,需要对波导管产品在设计阶段、仿真分析阶段、试制阶段、电磁性能测试阶段进行详细的研究与分析。要保证产品的性能,就需要提高加工设备与加工工艺,使之符合波导管产品大批量生产的需求。通过现代钣金加工技术与数控系统的技术更新迭代发展,实现传统钣金加工技术往现代钣金加工技术的转变,形成坚实的生产通信设备的现代高新技术基础。
波导管弯曲加工难点
在波导管使用过程中,内腔表面中的精度、光洁度,直接影响着通信设备的整体性能。而且,在波导管弯曲成形的过程中,容易出现横截面的形状与壁厚变化,容易变扁和起皱,从而出现内压变宽,外拉变薄的情况。通过加工设备制造的波导管产品除了内腔的要求,还有各种尺寸精度的要求:其中有横截面的矩形度、侧边的垂直度偏差需控制在3×10-4弧度内、横截面尺寸偏差需保持在波导口径的-0.1倍之间、弯曲的弧度、扭转的角度与波导衰减值,这些要求都是波导管产品要实现高精度、高稳定性必须保证的指标。所以在波导管弯曲加工中,需要保证这些性能达到指标要求,从而为波导产品批量化生产提供基础。
产品结构与尺寸
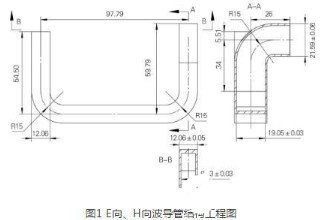
图1所示为一款E向、H向波导管结构图纸,图1中的波导管有两个折弯区域,90°的弯曲角度,圆弧半径是R15。其中,内腔尺寸的精度、圆弧半径、横截面与侧边的垂直度是该产品的加工难点与重点。在此波导管的工作频率达到13.75~14.5GHz、驻波比VSWR要小于1.2、插入损耗为0.15dB、功率容量达到1000W、工作温度是-60℃~+85℃,除了这些性能要求还需要将产品进行本色导电氧化处理。
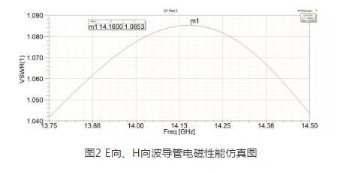
根据E向、H向波导管的结构工程图,进行电磁性能仿真分析,以期通过仿真示例确定波导管的结构在理想状态下达到所需电磁性能的要求。进行仿真分析可以在产品设计初期进行评价、预防和改正设计错误,提高效率的同时,也提升了经济效益。E向、H向波导管电磁性能仿真分析如图2所示。
由图2曲线可以看出,该产品的频率范围是13.75~14.5GHz,且该产品的驻波比VSWR随着频率的增长呈现出先增长后下降的趋势,大概在14.16GHz这个频段出现峰值,且驻波比VSWR的峰值是1.085。将这一数值与该产品的性能指标进行对比,可以看出该数值符合性能指标的要求,说明该产品的设计是合理且规范的。
波导管加工设备及模具分析
波导管加工设备
波导管弯曲成形所使用的设备是波导管数控拉弯机,数控拉弯机主要由夹紧机构、装料卸料机构、轴向顶推机构、主回转机构、控制系统及动力系统组成。由装料卸料机构及夹紧机构完成波导芯子的安装及波导管的夹紧;由控制系统控制弯曲角度及辅推力;由液压缸驱动齿条从而带动齿轮旋转,实现波导管的弯曲加工。波导管数控拉弯机如图3所示。
模具分析
在模具设计与制造中,必须使模具保证两个技术条件:(1)两侧刀吃刀深度要保持一致;(2)在弯曲管时,三把刀刃必须在同一个平面上。这样既能保证两侧刀、波导支座与波导管相接触并受力均匀,又可以防止在加工时,出现扭曲等情况。当使用折弯机进行弯管时,需持续将波导送进。当产生较大热量的时候,为了有较佳的延伸效果与提高刀具的寿命,需选用适当的润滑剂。
在波导管弯曲加工中,波导管弯曲部分的管坯横断面容易变扁和起皱。为了保证弯管质量,弯曲前需要在管坯内装入填充料或芯棒。E向、H向波导管加入芯棒难度较大,所以采用的填充物是石蜡等低熔点填充物。因为填充物具有膨胀系数小、有较好的强度和刚性、低熔点、良好的切削性、与金属结合力不足等特点,可以在波导管的加工过程中,达到保证其尺寸精度、提高工艺性、用低成本的办法提高合格率和生产效率等目的。
波导管产品与性能检测
波导管产品
根据工程图的精度要求、表面处理要求、电磁性能要求与相应配备的加工设备,制造出具备使用性能的相关波导管产品,图4中所示产品已经经过喷粉处理,涂层厚度要求为0.12~0.18mm,也通过交变盐雾试验240h。
波导管产品性能检测
对已经制造成形的波导管产品,虽然在外观上符合设计的要求,但并不代表其就属于合格产品。因为E向、H向波导管产品是通信系统相关设备的关键零部件,主要用于传送超高频电磁波,从而以极小的损耗将脉冲信号传送至目的地。所以,该产品不仅需要机械性能的检测,还需要使用网络分析仪等相关仪器检测产品的电磁性能。通过仪器所显示的检测数据,确定由波导管数控拉弯机制造出的波导管产品是否能达到高精度、高稳定性的要求,以此验证波导管大批量生产的可行性。使用网络分析仪进行性能检测情况与结果如图5所示。
网络分析仪电磁性能检测情况,该波导管产品的频率范围是13.75~14.5GHz,且驻波比VSWR波动幅度为0.0972。当频率为11.81 GHz时,波导管的驻波比达到了峰值,约为1.097。将此数据与电磁性能仿真分析进行对比,可以看出,该产品的电磁性能是比较接近理想状态下的数值,也说明了通过该拉弯机生产出来的产品是比较优异的。通过对E向、H向波导管的研究,可以发现,如果没有先进的数控加工设备与加工技术,也就不会存在像波导管这类精度高、稳定性要求高的零部件,自然5G通信设备就不会有蓬勃发展的可能。反之,正是5G通信设备对波导管这类关键零部件提出了更高的要求,从而间接推动了数控加工的技术更新,丰富了数控加工在通信领域制造的应用。
结束语
通过对一种E向H向组合波导管的研究,可以发现在5G通信技术蓬勃发展的今天,已经对波导管形状造型提出了更高的要求。在通信设备网络中,已经有大量的波导管进入该系统中,正在发挥着不可忽视的作用。但是,波导管的精度要求高、波导管加工设备研发迟缓、波导管造型多变,使得波导管的弯曲加工一直以来都是波导设备器件加工的难题。所以,在钣金加工领域中,对数控拉弯机就提出来更高的要求,从而加速实现拉弯机技术更新迭代发展,也使钣金加工计算、钣金加工设备正朝着联动与复合加工的方向高速发展,而数控系统也呈现出往智能化、科学化发展的趋势,为我国的加工制造业的发展充分发挥作用。
随着移动通信需求的不断增长,新一代移动通信系统——5G将在未来几年逐渐商用。拉弯机压弯成形工艺在波导管弯曲成形的应用市场将大大提升,使得波导管弯曲成形的市场需求大幅提高。数控拉弯机的技术更新也解决了以往微波器件生产中的一个“瓶颈”问题,为波导管的批量生产打下了良好基础。
-
通信
+关注
关注
18文章
6464浏览量
140291 -
通讯设备
+关注
关注
1文章
73浏览量
13310
发布评论请先 登录
AR和MR光波导器件耦合光栅的优化
[VirtualLab] 具有连续调制光栅区域的光波导化
ATM Microwave精密低VSWR全频段直角波导适配器
SMA直母头定制加工全解析

PCBA加工零件封装技术解析:从传统到前沿的全面指南
屏蔽机房建设图解,与非屏蔽机房有何区别?

激光焊接技术在焊接导管和电极丝工艺中的应用

SMT与DIP在PCBA加工中的关键差异解析
激光焊接技术在焊接造影导管工艺中的应用

光模块铝壳CNC加工:精密制造的核心工艺解析
35WR10WF波导连接器Anritsu
JMC1200T柔性和可扭转波导JUPITER
告别选择困难!德国SycoTec牙科义齿加工主轴的精准选型



评论