 电子发烧友App
电子发烧友App











 创作
创作 发文章
发文章 发帖
发帖  提问
提问  发资料
发资料 发视频
发视频资料介绍
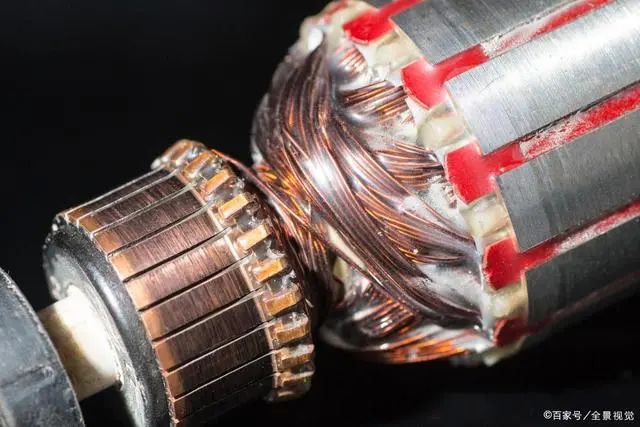
换向器本身是一个通常由铜制成的开口环,该环的每一段都连接到电枢线圈的两端。如果电枢具有多个线圈,则换向器将类似地具有多个段-每个线圈的每一端一个,弹簧刷位于换向器的每一侧,并在换向器旋转时与换向器接触,为换向器片和相应的电枢线圈提供电压。当电刷经过换向器中的间隙时,所提供的电荷会切换换向器片,从而切换电枢线圈的极性。线圈中极性的这种切换可保持电枢沿一个方向旋转。
电刷之间的电压幅度在零和最大值之间波动,但始终保持相同的极性。换向器是分段构造的,这些分段彼此绝缘。当刷子从一个片段传递到另一片段时,有瞬间刷子同时接触两个片段。这被称为中性面,此时,感应电压为零。否则,电刷会使线圈的两端短路,并由于高压而引起火花。
换向器表面要求
为了碳刷能在换向器表面既快速又平稳的运行,换向器的表面必须有一定的峰谷高度, 为了避免产生过大的摩擦系数,换向器表面沿轴向测量时的峰谷高度为 6-10um时为最佳,在这个高度的前題下,车床纹数越多越好。
同时, 换向器的轴线在整个铜片长度上应该是平稳的运行, 如果换向器的表面太光滑, 碳刷在换向器表面运行的摩擦系数就会增大, 甚至于爬行而发出咯咯声。在这种情況下, 换向器表面就不能形成正常的金属氧化膜接触层, 电火花会使换向器表面涂色不均, 从而增大碳刷的磨损。有好的一种情況是,在这种情況下换向器有时会因为火花放电而变得粗糙起来, 持续一段时间后,碳刷最終会变成平稳的运行。但多数会因为这种不平稳的运行使换向器变得不圆, 碳刷会很快磨完,从而使电机短命。

换向器精车加工特点 换向器工作表面的精车加工质量已经成为影响有刷电机运行换向性能的关键,而对微特电机换向器表面精车加工的主要质量要求有:换向器的外径和长度尺寸符合工艺要求,外圆相对轴承挡的跳动不大于 0.006mm,外圆圆度不大于 0.003mm,片间高低差不大于 0.0015mm,表面粗糙度 Ra0.1μm ~ Ra0.8μm、 Rz0.8μm ~ Rz3.2μm,下刻槽槽口应无飞边或拉伸现象,表面纹路清晰、光滑、粗细均匀,表面无铜屑粘黏。
换向器表面加工特性
在电机行业中换向器的换向片材料主要有无氧铜(或电解铜)和银铜合金材料两大类。其主要成分均为铜,由于铜属于典型的塑性材料,质地韧软,强度、硬度低。线膨胀系数大,加工易发热,尺寸精度较难控制,易产生铜屑粘黏。且换向器工作表面加工有下刻绝缘槽,精车加工为断续切削,在槽口边缘易产生飞边或拉伸现象。在切削过程中,随刀尖的不断切入,当切应力达到 并超过工件材料的屈服强度,开始发生塑性变形,形成剪切滑移 变形,而后随着剪刀面对材料的挤压,最终形成丝状或带状切屑, 沿前刀面流出。
已加工表面受到切削刃钝圆部分与后刀面的挤压和摩擦,产生变形和回弹,造成纤维化和加工硬化。在换向器 精车加工过程中,应选择合适的刀具材料、刀具几何参数及切削参数,以控制切削温升和已加工表面的变形及回弹,以保证换向器表面精车加工质量。

换向器精车刀具选择
PCD 刀具材料的特点 聚晶金刚石复合材料(简称 PCD)的主要优点有:硬度高;耐磨性好;摩擦系数小;导热系数高;热膨胀系数低;与有色金 属和非金属材料间的亲和力很小。其脆性大是 PCD 材料的缺点,这可以通过合理选择刀具角度 和制订相应的加工工艺,以降低冲击对它的影响。PCD 材料一般选择淡黄色十二面体,结晶纯、颗粒重不 大于 1.5 克拉的为最好。在刃磨之前应对 PCD 材料精车定向,确定晶轴,找出刃磨方向,晶体尽量要完整,晶体顶角处不得有裂纹和裹体。
刀头几何形状选择 在车削加工过程中,车削加工后在已加工表面会留下极小部分未加工,残留在已加工表面。当进给量 f 不变时,刀头圆弧半径 r 增大则H减小,粗糙度下降。但一味增大r,由于与精车切削深度(即切削余量)、进给量不匹配,导致切削过程中对已加 工表面产生挤压,以致加工表面刀纹紊乱、粗细不一致、有断点、 不光滑。根据微特电机换向器精车加工留量和精车后的表面粗糙度要 求,精车刀尖形状选择 R0.1mm 较为合适。

刀具几何角度选择 根据换向器材料特性和微特电机换向器精车加工的余量很小等特点,故选择较小的前角 γ=12°来保证刀具切削刃的锋利性和较大的后角 α=14°以减少刀具后角面与换向器表面摩擦,控制切削温度升高,导致切屑形成积屑瘤。
PCD 车刀刀刃非常锋利,刃部粗糙度很低,摩擦系数小,切屑易于排出,但由于换向器为非连续的铜排表面,有下刻云母的窄槽存在,切下的铜屑呈针状或颗状,若不及时排出,很易飞溅或粘黏在换向器表面或刀尖上,影响换向器表面质量。
由于 PCD 材料的耐热性较差,当切削温度超过 700℃~800℃时, 它就会碳化(形成CO2)而完全失去硬度。银铜的塑性变形大,摩擦系数大,在切削时和刃口及刀面的摩擦大,这样当提高切削速度,加大吃刀量时,因切削热猛增而破坏正常切削,这给进一步提高产品质量造成障碍,在 PCD 车刀加工过程中选用高负压的抽风排屑方法,用高速气流将切屑及时吸走,同时也对换向器和刀具表面起到冷却作用。
结论
PCD 材料有硬度 大、耐磨、表面粗糙度值低、摩擦系数小等优点,采用此材料的刀具并选择合适的刀具几何角度和切削参数精车加工换向器,完全能够保证产品质量要求,避免了传统精车后用钩刀清理槽口的弊端,因而能有效改善电机换向。
来源 | 老赵说制造

扫码添加小助手
加入工程师交流群
- 无刷电机控制
- 有刷电机与无刷电机的区别介绍
- 三相直流无刷电机驱动器硬件原理图 48次下载
- 详解三相直流无刷电机驱动器硬件原理图
- 直流电机换向和调速
- 分析 | BLDC电机换向最有效方法
- BLDC电机换向方法解析
- 无刷直流电机运行原理与基本控制方法的详细资料说明 34次下载
- 关于直流无刷的电机和驱动器介绍 11次下载
- BLDC电机换向的最有效方法是什么? 40次下载
- 基于56800E数字信号处理和霍尔传感器的三相BLDC电机控制 110次下载
- 无刷直流电机调速系统中的电子换向器
- 用SPMC75的MCP定时器产生BLDC电机控制波形
- 三相带霍尔传感器的BLDC电机控制
- 机械加工表面质量
- 直流无刷电机的优点是什么?直流无刷电机选型时有哪些注意事项? 2.3k次阅读
- 电子换向器与直流电机有什么区别 2.7k次阅读
- 直流无刷电机的控制方式有哪些 2.7k次阅读
- 电动机换向器内部短路的检修方法 6k次阅读
- 有刷电机与无刷电机工作原理 1w次阅读
- 电子换向器的工作原理_电子换向器作用 1.1w次阅读
- 串激电机原理结构_串激电机接线图 4.3w次阅读
- 无刷电机和有刷电机区别 然后和选择无刷电机和有刷电机 1.2w次阅读
- 什么是无刷直流电机(BLDC)以及它的应用 5.4w次阅读
- 解析什么是无刷直流电机(BLDC) 2.5w次阅读
- 无刷电机怎样增加功率 浅谈无刷电机的特点 3.1w次阅读
- 无刷直流电机构成及工作原理详解 16.2w次阅读
- 换向器是什么_换向器的作用是什么(直流电机、电动汽车) 7.3w次阅读
- 浅析无刷直流电机,无刷直流电机的工作原理及其结构构成 2.7w次阅读
- 无刷直流电机的控制策略与无刷直流电机仿人智能系统设计 4.6k次阅读

 上传资料赚积分
上传资料赚积分下载排行
本周
- 1TC358743XBG评估板参考手册
- 1.36 MB | 330次下载 | 免费
- 2开关电源基础知识
- 5.73 MB | 6次下载 | 免费
- 3100W短波放大电路图
- 0.05 MB | 4次下载 | 3 积分
- 4嵌入式linux-聊天程序设计
- 0.60 MB | 3次下载 | 免费
- 5基于FPGA的光纤通信系统的设计与实现
- 0.61 MB | 2次下载 | 免费
- 651单片机窗帘控制器仿真程序
- 1.93 MB | 2次下载 | 免费
- 751单片机大棚环境控制器仿真程序
- 1.10 MB | 2次下载 | 免费
- 8基于51单片机的RGB调色灯程序仿真
- 0.86 MB | 2次下载 | 免费
本月
- 1OrCAD10.5下载OrCAD10.5中文版软件
- 0.00 MB | 234315次下载 | 免费
- 2555集成电路应用800例(新编版)
- 0.00 MB | 33564次下载 | 免费
- 3接口电路图大全
- 未知 | 30323次下载 | 免费
- 4开关电源设计实例指南
- 未知 | 21549次下载 | 免费
- 5电气工程师手册免费下载(新编第二版pdf电子书)
- 0.00 MB | 15349次下载 | 免费
- 6数字电路基础pdf(下载)
- 未知 | 13750次下载 | 免费
- 7电子制作实例集锦 下载
- 未知 | 8113次下载 | 免费
- 8《LED驱动电路设计》 温德尔著
- 0.00 MB | 6653次下载 | 免费
总榜
- 1matlab软件下载入口
- 未知 | 935054次下载 | 免费
- 2protel99se软件下载(可英文版转中文版)
- 78.1 MB | 537796次下载 | 免费
- 3MATLAB 7.1 下载 (含软件介绍)
- 未知 | 420026次下载 | 免费
- 4OrCAD10.5下载OrCAD10.5中文版软件
- 0.00 MB | 234315次下载 | 免费
- 5Altium DXP2002下载入口
- 未知 | 233046次下载 | 免费
- 6电路仿真软件multisim 10.0免费下载
- 340992 | 191185次下载 | 免费
- 7十天学会AVR单片机与C语言视频教程 下载
- 158M | 183279次下载 | 免费
- 8proe5.0野火版下载(中文版免费下载)
- 未知 | 138040次下载 | 免费



 工商网监
工商网监
评论