 MLCC电容开裂?90%是因为焊接或分板应力——别总怪电容质量差
MLCC电容开裂?90%是因为焊接或分板应力——别总怪电容质量差

MLCC开裂,很多人第一反应是“电容质量不行”,但真相是:90%的开裂来自机械应力——焊接、分板、甚至螺丝锁紧。本文帮你找到真凶,并给出可操作的预防措施。
做元器件业务这些年,我处理过太多“电容质量投诉”。客户气冲冲发来照片:“你看,裂了!赔钱!”
结果我一看PCB布局——电容紧挨着V-cut边,或者烙铁在上面点了10秒。
90%的MLCC开裂,不是电容本身的问题,而是机械应力或热冲击。
今天我就把四大元凶、真实案例、预防措施一次性说清楚。看完你会知道:下次再遇到开裂,该改layout还是改工艺。
01
开裂的真相:MLCC为什么“脆”?
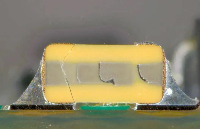
MLCC的内部结构是陶瓷介质+金属电极交替叠层。
陶瓷本身像玻璃一样硬,但几乎没有延展性。当PCB发生弯曲时,电容承受拉应力,只要超过陶瓷的强度极限(约100~200MPa),就会产生微裂纹。
裂纹可能导致:
漏电流增大(绝缘电阻下降)
短路(尤其高容电容,内部电极短路)
开路(裂纹横向扩展切断电极)
潜在失效(出厂测试正常,上机后热冲击开裂)
02
四大开裂元凶(附真实案例)
元凶1:分板应力 —— 最容易被忽略
场景:PCB拼板用V-cut或邮票孔连接。分板时,PCB被掰开,靠近分板边的电容承受最大弯曲应力。
❌ 真实案例
某电源厂,MLCC电容批量开裂,不良率8%。
工程师怀疑电容质量,换了三家品牌都一样。
最后发现:电容布局在距离V-cut边仅2mm的位置。分板机掰开时,PCB变形直接传递到电容。
解决方案:移动电容到离分板边≥5mm,不良率降到0.1%以下。
✅ 预防措施
布局规则:电容距离PCB边缘、V-cut、邮票孔至少5mm
无法移动时,在电容附近加加强筋或改用柔性分板(铣刀式分板机)
拼板连接处尽量避开高应力区
元凶2:焊接热冲击 —— 手工焊接和波峰焊的杀手
场景:手工焊接时,烙铁长时间加热电容两端;或波峰焊温度曲线太陡。
❌ 真实案例
某维修站更换电容,用40W烙铁点着电容焊了10秒。
电容表面看不出问题,但内部已经微裂。客户拿回去用了两天,电源纹波大增。
原因:陶瓷与金属电极热膨胀系数不同,快速加热导致内部层间撕裂。
✅ 预防措施
手工焊接:
使用温控烙铁,≤350℃
每个焊点加热时间≤3秒
先焊一个焊点,冷却后再焊另一个(避免两端同时受热)
回流焊/波峰焊:
遵循电容数据手册的温度曲线(升温速率≤3℃/秒)
避免快速冷却(温差过大)
元凶3:PCB弯曲 —— 组装、测试、安装环节
场景:PCB在插件、测试、锁螺丝时被强行掰弯。
❌ 真实案例
某汽车电子厂,电容在客户车上用了半年后批量短路。
分析发现:PCB安装在金属壳内,螺丝锁紧力矩过大导致PCB变形,长期应力使电容裂纹扩展。
解决方案:规定锁螺丝扭矩,并在电容附近加支撑柱。
✅ 预防措施
产线测试时,单板支撑均匀,避免手压
成品安装时,扭矩扳手控制力度
元凶4:电容选型不当 —— 尺寸越大越易裂
规律:电容尺寸越大,开裂风险越高。
0603(1.6×0.8mm)比0805(2.0×1.25mm)更抗弯
1210及以上尺寸,极易受应力影响
此外,高容值MLCC(如47µF、100µF)通常层数多,更脆弱。
✅ 选型建议
优先选小尺寸(0402、0603)代替0805以上
必须用大尺寸时,选择柔性端头(Soft Termination)电容,端头有导电树脂层吸收应力
开裂原因快速排查表

️ 采购/工程师行动清单
采购可以做的:
向供应商确认电容是否软端子(Soft Termination)型号
高可靠性产品(汽车、工控)要求抗弯曲测试报告
避免一味压价,便宜电容可能端头附着力差
工程师/工艺可以做的:
布局:电容离板边≥5mm,避开V-cut
焊接:手工焊≤350℃/3秒,回流焊遵守温度曲线
组装:PCB支撑充分,螺丝扭矩受控
测试:ICT/FCT针床避免压到电容
写在最后
MLCC开裂这种事,遇到了头疼,但完全可以提前规避。
记住三句话:
布局远离板边和V-cut
焊接控温控时
高应力位置选软端子电容
来源:电子元器件供应链
-
电容
+关注
关注
100文章
6557浏览量
160574 -
MLCC
+关注
关注
47文章
851浏览量
48996 -
焊接
+关注
关注
38文章
3610浏览量
63559
发布评论请先 登录
焊接贴片电容MLCC的过程中的一些问题和注意事项
贴片大电容漏电问题现象分析
贴片电容遇到电容开裂/短路/烧毁是什么原因造成的
多层陶瓷电容漏电的原因
PCBA电路板中电容MLCC失效分析-应力测试作业指导
PCB分板应力测试方法和步骤

太诱MLCC电容的机械应力问题如何解决?




评论