 Profinet转EtherNet/IP 工业网关赋能乳制品灌装生产线智能控制
Profinet转EtherNet/IP 工业网关赋能乳制品灌装生产线智能控制

一、案例背景
随着工业自动化与工业物联网技术的快速发展,乳制品行业加速智能化转型,灌装环节的稳定性与精准度直接决定产品质量与生产效率。某大型乳制品企业引入西门子S7-1200 PLC作为产线核心控制设备,负责灌装机灌装泵转速、封口机输送带速度控制;配备多台AB PowerFlex 525变频器驱动执行机构,通过调节输出频率适配生产速度。
由于西门子S7-1200 PLC采用ProfiNet总线协议,AB PowerFlex 525变频器支持EtherNet/IP总线协议,两种异构总线协议无法直接通讯,形成设备通讯孤岛,制约工业自动化闭环控制与工业物联网数据整合。企业选用TX181-RE-RE-PNS/EIM协议转换网关(兼具物联网网关、工业网关与数据采集器功能),实现两种总线协议双向转换,搭建PLC与变频器的通讯桥梁。
项目现场为乳制品灌装车间,洁净度要求高且存在轻微水汽、电磁干扰,生产线24小时连续运行。通过网关的协议转换与数据采集功能,结合灌装流量计构建工业自动化闭环控制,确保每瓶灌装量误差<±2ml,生产节拍达300瓶/分钟,推动产线向智能化、精细化升级。

二、协议转换网关功能简介
本次选用的TX181-RE-RE-PNS/EIM协议转换网关,是适配工业自动化与工业物联网场景的智能网关,具备强大的协议转换、数据采集与工业级稳定运行能力,核心功能如下,充分发挥工业网关、物联网网关与数据采集器的综合作用:
1.总线协议双向转换:实现ProfiNet与EtherNet/IP双向透明转换,适配西门子PLC与AB变频器通讯需求,完成控制指令与运行数据双向交互,打破通讯孤岛,为工业自动化闭环控制奠定基础。
2.高效数据采集传输:具备专业数据采集器能力,10ms采集周期、数据转换延迟≤20μs,实时采集变频器运行参数并传输至PLC,同时下发PLC控制指令,支撑工业物联网数据实时采集分析。
3.工业级稳定运行:-40℃~70℃宽温域、15KV ESD静电防护、3KV端口隔离,IP20防护等级,适配车间环境,可24小时连续运行,降低产线停机风险。
4.灵活兼容配置:可视化软件配置参数,适配西门子、AB全系列设备,支持多设备接入,为工业物联网系统升级预留空间。
5.数据缓存与报警:通讯中断时自动缓存数据,恢复后上传;检测到设备或通讯异常时及时报警,保障产线稳定运行。
6.数据映射与整合:自定义数据映射,实现变频器参数与PLC数据寄存器精准对应,整合多台变频器数据,助力工业物联网数据平台构建。

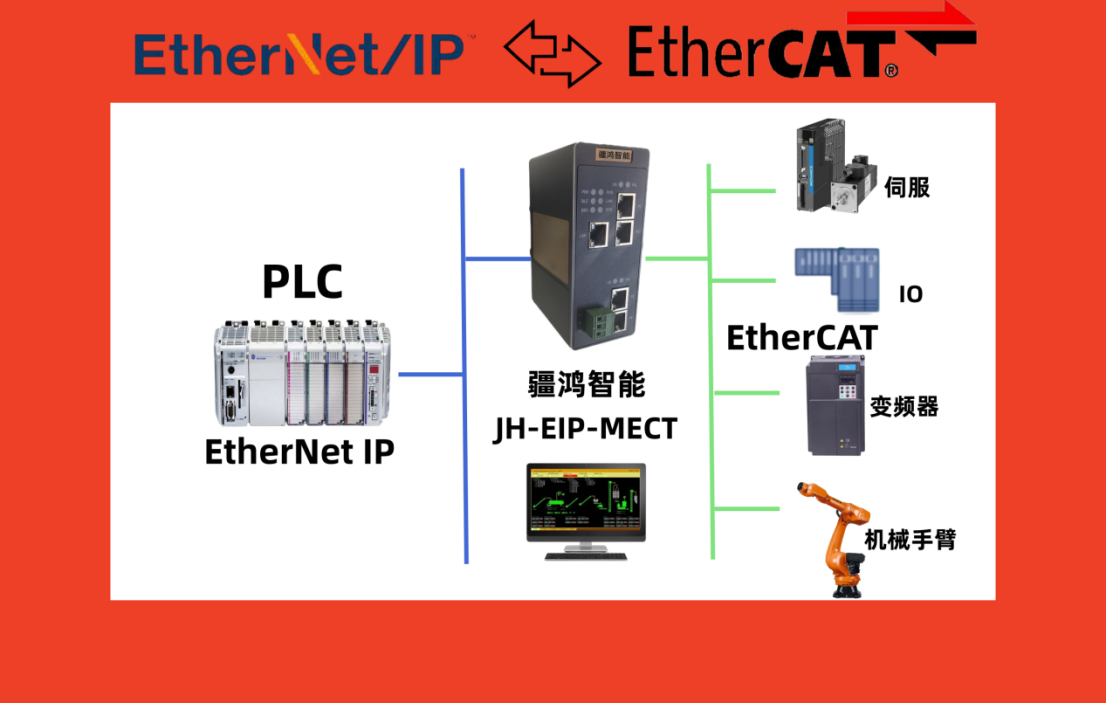
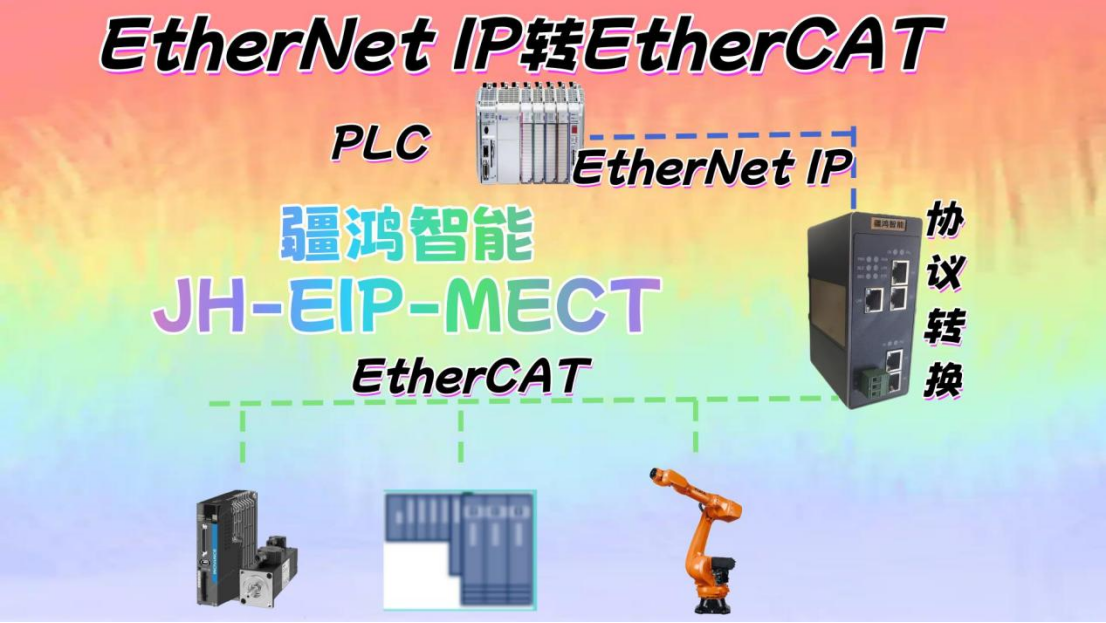
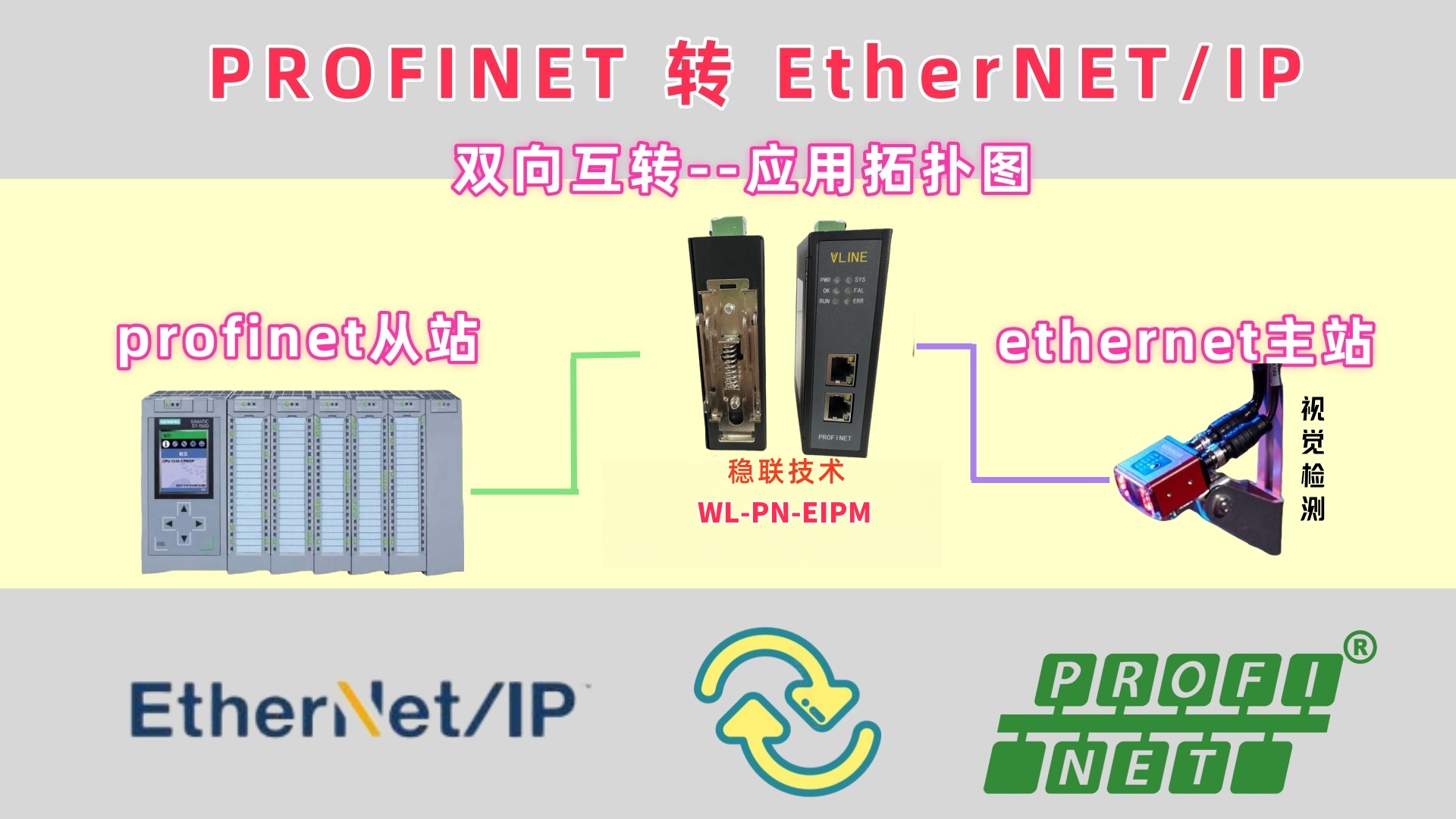
三、系统结构拓扑图

四、解决方案
针对总线协议不兼容、通讯孤岛等核心问题,结合车间环境与生产需求,制定以TX181网关为核心的工业自动化通讯解决方案,融入协议转换、工业网关等核心关键词,具体如下:
1.整体架构设计:采用“控制层-通讯层-执行层-检测层”四层架构,控制层以PLC为核心,通讯层以TX181网关为核心完成协议转换,执行层实现机构精准运行,检测层提供数据支撑,构建工业自动化与工业物联网融合系统。
2.协议转换方案:网关ProfiNet侧设为从站对接PLC,EtherNet/IP侧设为从站对接变频器,通过内置模块实现控制指令与运行数据双向转换,实现无缝交互,打破通讯孤岛。
3.数据采集与传输方案:依托网关数据采集器功能,10ms采集周期实时采集变频器与检测设备数据,采用工业级屏蔽线缆优化传输,启用缓存功能避免数据丢失,保障工业物联网数据连续性。
4.闭环控制方案:构建“PLC-网关-变频器-检测设备”闭环,PLC结合检测数据与变频器运行数据,自动调节灌装泵转速与输送带速度,确保灌装误差≤±2ml、节拍达300瓶/分钟,异常时停机报警。
5.环境适配方案:PLC与网关安装于密封控制柜并配备散热装置,变频器采用防水汽外壳远离灌装区域,通讯线缆采用防腐蚀屏蔽款桥架敷设,抵御环境干扰。
6.工业物联网适配方案:依托网关物联网功能,将采集数据上传至工业物联网平台,实现数据集中监控、分析与追溯,助力工艺优化与智能化升级。

五、实施配置过程
本次项目按“前期准备-硬件安装与接线-参数配置-软件调试-联调测试-试运行-正式投用”规范流程实施,步骤清晰可追溯,具体如下:
1.前期准备:现场勘察确定设备安装位置与线缆路径,准备辅助设备并通电检测;安装调试相关软件,完成初始化。
2.硬件安装与接线:按拓扑图安装PLC、网关、变频器及检测设备,采用工业级屏蔽线缆连接各设备,检查牢固性并做好标识,桥架敷设线缆符合车间洁净要求。
3.网关参数配置:通过配套软件连接网关,配置IP地址(与PLC、变频器同网段)、协议转换与数据映射参数,设置10ms采集周期,启用缓存与报警功能,保存参数并重启生效。
4.变频器参数配置:通过调试软件配置变频器电机参数、运行模式与通讯参数,设为EtherNet/IP从站并匹配网关参数,单独调试确保正常响应指令。
5. PLC参数配置与程序编写:在TIA Portal软件添加PLC设备,配置ProfiNet参数并添加网关为从站;编写控制、报警与闭环控制程序,下载调试至运行正常。
6.联调测试:启动所有设备,验证通讯与数据传输正常;模拟生产测试,确认灌装精度、节拍及报警功能达标,系统运行无故障。
7.试运行与正式投用:7天试运行期间24小时值守监测,优化参数;确认达标后正式投用,培训操作人员与维护人员,保障系统长期稳定运行。

六、项目痛点、应用效果及实施前后对比
6.1项目痛点
实施前,产线工业自动化水平低,总线协议不兼容导致诸多痛点,制约生产与转型:
1.总线协议不兼容,形成通讯孤岛,PLC与变频器无法互通,检测、控制、执行层脱节,阻碍工业物联网数据整合。
2.灌装精度不足(误差≥±8ml),产品质量不稳定,存在封口不平整等问题,影响品牌形象。
3.生产效率偏低(节拍180瓶/分钟),手动操作繁琐,设备协同差,无法适配规模化生产。
4.人工成本高,操作人员劳动强度大,易出现疏漏导致故障与质量问题。
5.数据无法追溯,工艺优化困难,工业物联网系统无法正常运行。
6.设备稳定性差,车间环境干扰导致故障频发,产线每天停机≥3小时,影响生产连续性。
6.2应用效果
通过TX181网关应用,成功解决痛点,融入核心关键词,取得显著成效:
1.打破通讯孤岛,实现PLC与变频器无缝数据交互,构建完整工业自动化闭环控制,推动工业自动化与工业物联网深度融合。
2.灌装精度控制在±2ml以内,不合格品率降低90%以上,产品合格率提升至99.8%,质量稳定。
3.生产节拍提升至300瓶/分钟,效率提升67%,适配规模化生产,避免产线卡顿。
4.操作人员减少80%,人工成本大幅降低,劳动强度减轻,员工满意度提升。
5.实现生产全流程数据追溯,依托工业物联网平台分析数据,助力工艺优化与智能化生产。
6.设备稳定性提升,产线每天停机≤0.6小时,减少80%停机时间,保障生产连续。
7.网关兼容性强,为后续工业物联网系统升级与设备扩展预留空间,提升企业核心竞争力。

6.3实施前后效果对比
核心指标对比如下表所示:
| 对比指标 | 实施前 | 实施后 | 提升/改善效果 |
| 灌装量误差 | ≥±8ml | ≤±2ml | 误差降低75%,精度大幅提升 |
| 生产节拍 | 180瓶/分钟 | 300瓶/分钟 | 节拍提升67%,适配规模化生产 |
| 生产效率 | 约25.9万瓶/天 | 约43.2万瓶/天 | 效率提升67%,产能大幅增加 |
| 质检人工成本 | 6名操作人员24小时轮岗 | 1名维护人员负责巡检 | 人工成本降低83.3% |
| 产线停机时间 | ≥3小时/天 | ≤0.6小时/天 | 停机时间减少80%,保障连续性 |
| 产品合格率 | 90%以下 | 99.8%以上 | 合格率提升9.8%,减少不合格品浪费 |
| 数据追溯能力 | 无数据记录,无法追溯 | 完整记录生产数据,可精准追溯 | 实现全流程数据追溯,助力工艺优化 |
| 设备协同性 | 设备脱节,协同性差 | 控制、通讯、执行协同联动 | 实现工业自动化闭环控制 |
| 总线协议兼容性 | ProfiNet与EtherNet/IP无法通讯 | 协议双向转换,无缝通讯 | 打破通讯孤岛,实现数据互通 |
七、案例总结
本次案例以TX181协议转换网关为核心,解决西门子PLC与AB变频器总线协议不兼容问题,充分发挥其工业网关、物联网网关、数据采集器作用,实现ProfiNet与EtherNet/IP双向转换,搭建完整工业自动化闭环系统,融入核心关键词,彻底解决通讯孤岛等痛点。
项目实施后,灌装精度、生产效率大幅提升,人工成本与停机时间显著降低,实现数据追溯与设备协同,推动企业从手动生产转型为数据驱动的智能化生产。TX181网关为工业物联网升级预留空间,彰显协议转换技术与工业网关的核心支撑作用。
本次案例为乳制品及其他流程工业解决异构协议兼容、通讯孤岛问题提供了可复制经验。在工业4.0浪潮下,协议转换网关将助力工业自动化与工业物联网深度融合,推动制造业高质量发展。未来,企业将依托网关拓展工业物联网场景,搭建完善数据平台,持续提升智能化水平。
(相关技术交流咨询售后请与王工留言)
审核编辑 黄宇
-
网关
+关注
关注
9文章
6948浏览量
56565 -
Profinet
+关注
关注
9文章
2339浏览量
28351 -
Ethernet
+关注
关注
3文章
690浏览量
58234
发布评论请先 登录
从“失联”到“热聊”:EtherNet/IP转Modbus RTU,激活灌装线“神经中枢”

EtherNet/IP转TCP/IP 塔讯智能网关储能PACK产线集中管控

疆鸿智能ETHERNET IP转EtherCAT网关:驱动汽车焊接产线高效协同的核心引擎
疆鸿智能ETHERNET IP转ETHERCAT:驱动异构网络融合,赋能贴片制造智造升级

智能工厂的“神经中枢”:疆鸿智能EtherNet/IP转EtherCAT网关如何重塑大米加工产线
告别转换瓶颈:疆鸿智能ETHERNET/IP转ETHERCAT网关让PLC实时直控设备

Profinet从站转EtherNet IP主站协议网关应用于自动化生产线

颠覆智造:profinet转ethernet ip网关×发那科×西门子的三国杀
从“鸡同鸭讲”到“心有灵犀”,CC\\-Link IE转Ethernet/IP做对了什么?
「连接有方」工程师必看的CCLink IE到EtherNet/IP转换指南
工业通信界“黑科技”来袭Modbus转Profinet,主打一个 “泰酷辣”
Profinet转Ethernet IP主站网关:点燃氢醌生产线的智慧之光!

协议破壁者:PROFINET转ethernet/ip集成在造纸生产线中的应用

突破协议!EtherNet IP转PROFINET网关,食品饮料生产线效率飙升



评论