 涡轮叶片检测:为航空“心脏”构筑多维质量防线的精密科学
涡轮叶片检测:为航空“心脏”构筑多维质量防线的精密科学

涡轮叶片,被誉为“工业之花”上的璀璨明珠,是航空发动机和燃气轮机中工况最恶劣、技术含量最高、失效后果最致命的核心部件。它的质量直接决定了发动机的性能、寿命和安全性。因此,涡轮叶片检测成为贯穿其设计、制造、服役全生命周期的关键技术体系,是一场用精密科学对抗极端工况的持久战。
涡轮叶片检测是航空发动机、燃气轮机等高端装备安全性和可靠性保障的核心环节,因其工作在高温、高压、高转速的极端环境下,微小缺陷可能导致灾难性失效,其检测技术需结合叶片的工作环境(高温、高应力、复杂载荷)和精密结构特点。
检测核心目标为何必须严控缺陷?
涡轮叶片长期处于高温(可达1400℃以上)、高转速(每分钟上万转)及复杂热应力环境,易产生微裂纹、烧蚀、涂层剥落、异物损伤(FOD)等缺陷。若未及时发现,可能导致叶片断裂引发灾难性后果。哪怕微米级的裂纹或气孔,都可能在离心力作用下迅速扩展,导致叶片断裂甚至空中停车。因此,检测必须精准识别以下关键缺陷:
内部缺陷:气孔、夹杂、疏松、内部裂纹(冷/热裂纹)
表面缺陷:微裂纹、划痕、涂层剥落、腐蚀
几何偏差:榫头尺寸超差、叶型扭曲、气膜孔位置与角度偏差
主要检测技术方法一表面缺陷检测01内窥镜检测
适用场景:航线维护、发动机在位检测(无需拆解发动机)。
技术要求
- 超细探头(直径2.0–4.0毫米),可穿过发动机内窥孔;
- 高分辨率成像(100万像素以上CMOS传感器),支持0.1毫米级裂纹识别;
- 多视角镜头(前视0°、斜视30°–70°、侧视90°),尤其90°侧视可垂直观察叶片压力面与吸力面。
流程
1. 发动机停机冷却至安全温度(通常80℃以下);
2. 拆卸内窥孔堵头,清洁孔口;
3. 插入探头,通过柔性导向调整角度,配合转子定位工具使叶片逐一进入视野;
4. 按“叶根→叶尖、压力面→吸力面”顺序扫查,重点关注热障涂层(TBC)起泡/剥落、FOD痕迹、烧蚀等。
02光学与数字化检测
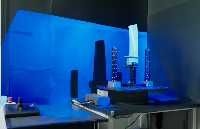
三坐标测量机(CMM):通过接触式探针或激光扫描,精确测量叶片型面、叶根、叶尖等几何尺寸,与标准叶型对比评估偏差(适用于车间检测)。
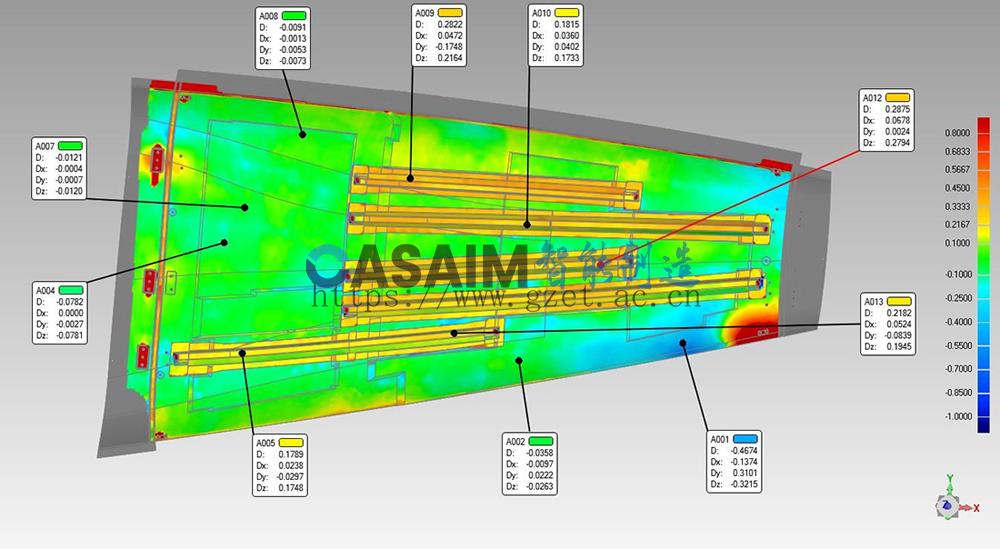
非接触式三维扫描:结合机械臂与相机(如专利技术[7]),通过手眼标定与旋转工作台配合,生成叶片点云数据,与CAD模型比对,实现全尺寸检测,避免接触损伤叶片。
红外热像仪:检测叶片表面温度分布异常,识别热损伤区域(如局部过热导致的氧化或烧蚀)。
二内部缺陷与结构完整性检测
超声波检测(UT):通过超声波探头穿透叶片,检测内部裂纹、孔隙、夹杂等缺陷(尤其适用于中空叶片或单晶叶片)。
涡流检测(ET):利用电磁感应原理检测表面及近表面裂纹,对高温合金叶片的疲劳裂纹敏感。
工业CT:通过X射线断层成像,无损检测叶片内部结构(如冷却孔堵塞、型芯残留、内部裂纹),尤其适用于复杂中空叶片(如利用CT图像局部控制核检测内腔多余物)。
三材料与性能检测
金相分析:通过金相显微镜观察叶片微观组织,检测热处理缺陷(如晶粒粗大、析出相异常)或高温氧化腐蚀。
硬度与力学性能测试:对叶片取样(或局部)进行硬度、拉伸、疲劳性能测试,评估材料退化程度。
涂层检测:通过显微镜或光谱分析,评估热障涂层(TBC)厚度、结合强度及剥落情况。
检测阶段
01
制造阶段检测
- 毛坯检测:X射线探伤筛选铸造缺陷
- 机加工检测:三坐标测量型面精度,荧光渗透检测表面裂纹
- 涂层后检测:热障涂层厚度、结合强度验证
- 终检:综合几何尺寸、内部质量、冷却孔流量测试
02
服役阶段检测
- 定期检修:荧光渗透、涡流检测表面疲劳裂纹
- 孔探检查:内窥镜观察叶片表面状态
- 涂层修复评估:检测涂层剥落区域,指导修复方案
03
失效分析
- 断口分析:扫描电镜观察断口形貌,判断失效模式
- 能谱分析:检测腐蚀产物成分
- 金相分析:观察组织变化,评估过热程度
涡轮叶片检测所需设备一表面缺陷检测设备
01荧光渗透检测(PT)系统
•渗透剂、清洗剂、显像剂喷洒装置
•黑光灯(UV-A,365nm):用于激发荧光显示裂纹
•暗室或遮光环境
02涡流检测仪
•高频涡流探头(绝对式/差分式,适配叶型曲面)
•多频/多通道分析仪(如Zetec、Olympus、GE设备)
•自动扫查架(用于批量检测)
03工业内窥镜
•视频内窥镜(直径2–6mm,带高清CCD/CMOS)
•可弯曲导向、测量功能
•用于发动机不拆解状态下检查叶片表面烧蚀、裂纹、掉块
二内部缺陷与结构检测设备
04工业X射线实时成像系统(DR)
•微焦点X射线源(≤5μm焦点)
•平板探测器(分辨率≥5 lp/mm)
•适用于冷却孔、夹杂、内部裂纹快速筛查
05工业CT(计算机断层扫描)系统
•高能X射线源(160kV~450kV,甚至MeV级)
•高精度旋转台 + 三维重建软件
•可实现内部缺陷3D定位、壁厚测量、冷却通道分析(精度达±5μm)
06超声检测系统(UT)
•相控阵超声仪(PAUT)
•水浸聚焦探头或接触式曲面探头
•用于检测内部裂纹、粘结层脱粘(常用于单晶叶片)
三几何尺寸与形貌测量设备
07光学三维扫描仪
•结构光/激光扫描
•精度:±0.01 mm,用于叶型、前缘半径、扭曲角等全尺寸比对
08三坐标测量机(CMM)
•接触式测头,高重复性(±1μm)
•适用于关键特征点(如榫头尺寸、安装角)精密测量
09白光干涉仪/轮廓仪
•测量表面粗糙度、微小台阶、涂层厚度(纳米级)
四涂层与热障层检测设备
10红外热成像检测系统
•热激励源(闪光灯/激光) + 红外相机
•通过热波异常识别TBC(热障涂层)脱粘、空洞
11涡流涂层测厚仪
•非破坏测量金属基体上陶瓷/金属涂层厚度
五辅助与自动化设备
12专用夹具与定位工装
•适配不同叶型(高压/低压涡轮叶片)的固定与旋转装置
13机器人自动检测平台
•机械臂集成ET/UT/光学探头,实现全自动全覆盖扫描(如西门子、MTU方案)
14数据分析与AI判读软件
•CT/内窥图像自动缺陷识别(基于深度学习)
•3D模型与CAD比对(GD&T分析)
涡轮叶片检测
具体检测步骤
一检测前准备01明确检测目的
•新件出厂检验?在役返修?寿命评估?增材制造验证?
02制定检测工艺规程
•依据标准(如 AMS 2644、HB/Z 72、NADCAP AC7108)选择方法组合。
03清洁叶片表面
•去除油污、积碳、冷却残留物(使用超声波清洗或专用溶剂),避免干扰检测信号。
04环境与设备校准
•校准仪器(如涡流仪、CT系统)、确认黑光灯强度(≥1000 μW/cm²)、检查内窥镜清晰度。
二初步筛查
目标:快速识别明显缺陷,决定是否需深度检测。
05目视检查(VT)+工业内窥镜
•检查表面烧蚀、掉块、大裂纹、涂层剥落;
•在位检测时直接通过发动机检查孔插入内窥镜。
06荧光渗透检测(PT)
步骤
a. 渗透(5–30分钟)→
b. 清洗多余渗透剂 →
c. 施加显像剂 →
d. 黑光下观察荧光显示(裂纹呈亮黄绿色线)。
•重点区域:叶根榫头、前缘、尾缘、冷却孔周边。
三精细无损检测
对可疑区域或高风险部位进行高精度检测。
07涡流检测(ET)
•使用曲面适配探头沿叶身扫查;
•检测表面及近表面微裂纹(灵敏度可达0.1mm深);
•自动记录阻抗图,AI辅助判伤。
08超声检测(UT)或相控阵(PAUT)(用于单晶/厚截面叶片)
•水浸法或接触法,检测内部裂纹、夹杂、粘结层脱粘。
09工业CT扫描(针对关键件或PT/ET异常件)
•全三维成像,分析:
•冷却孔位置/堵塞
•内部气孔、未熔合(3D打印件)
•裂纹走向与深度
•可进行壁厚测量、与CAD模型比对。
四几何与涂层评估10三维光学扫描/CMM测量
•获取叶型点云数据,比对设计模型,评估:
•扭曲变形
•前缘半径磨损
•弦长变化
•判定是否超出维修极限。
11热障涂层(TBC)检测
•红外热成像:热激励后观察温度场异常,识别脱粘;
•涡流测厚仪:测量陶瓷层厚度(典型值:150–500 μm)。
五数据分析、评定与处置12缺陷综合判定
•结合多种检测结果,排除伪缺陷(如划痕、氧化斑);
•按标准(如 OEM 维修手册)分类缺陷等级。
13出具检测报告
•包含:检测方法、参数、图像证据、缺陷位置/尺寸、结论;
•符合 NADCAP 或客户质量体系要求。
14后续处置
•合格:放行装配;
•可修复:送喷涂/焊接修复后复检;
•报废:标记并隔离,防止误用。
典型应用场景
•新件出厂检验:100% PT + 抽样 CT/UT
•在役发动机检修(MRO):内窥镜初检 → 疑似件拆下做PT/ET/CT
•寿命评估:结合金相分析 + 蠕变变形测量
•增材制造(3D打印)叶片:工业CT检测内部气孔、未熔合缺陷
关键检测标准参考
• GB/T 35388‑2017:X射线数字成像检测 检测方法
• GB/T 33208‑2016:基于叶尖定时原理的透平叶片振动在线监测方法
• GB/T 25384‑2010:风力发电机组 风轮叶片 全尺寸结构试验
• ISO 17636‑2:2022:焊缝 射线检测 第2部分:采用数字探测器的X射线和γ射线技术
涡轮叶片检测是融合精密设备、标准化流程与专业判断的系统工程,需结合表面与内部检测、几何与材料性能评估,确保叶片在极端工况下的可靠性。随着航空发动机性能提升,检测技术正朝着更高精度、自动化、智能化方向发展,以适应叶片轻量化、高耐热性(如单晶合金、陶瓷基复合材料)的新需求。
-
发动机
+关注
关注
33文章
2740浏览量
73086 -
检测
+关注
关注
5文章
4983浏览量
94433 -
航空
+关注
关注
2文章
1032浏览量
28698
发布评论请先 登录
无人机在风力涡轮转子叶片超声脉冲无损检测中的应用是什么
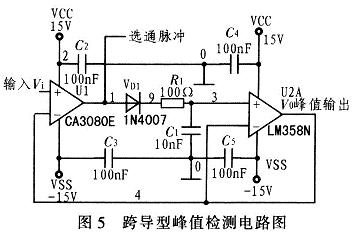
峰值采样电路在涡轮叶片温度检测系统中的应用
涡轮增压器叶片振动特性分析
利用峰值采样电路原理对涡轮叶片温度检测系统设计
为什么要对风力涡轮叶片进行监测
三维扫描服务航空飞机叶片、叶轮3D扫描全尺寸偏差检测
蔡司扫描仪3D抄数建模设备助力涡轮机叶片检测
航空发动机薄壁异形复杂叶片的精密加工工艺及装备

ATA-4052C高压功率放大器在发动机涡轮叶片测试应用
为发动机叶片做“气动体检”:航空叶栅风洞试验全解析




评论