 半导体“零件(部件)平均测试(PAT)”方法的详解
半导体“零件(部件)平均测试(PAT)”方法的详解

【博主简介】本人“爱在七夕时”,系一名半导体行业质量管理从业者,旨在业余时间不定期的分享半导体行业中的:产品质量、失效分析、可靠性分析和产品基础应用等相关知识。常言:真知不问出处,所分享的内容如有雷同或是不当之处,还请大家海涵。当前在各网络平台上均以此昵称为ID跟大家一起交流学习!

在半导体制造中,晶圆厂制程的任何微小变动,都可能引起良率与可靠性的风险。其中,一个尤为典型的系统性失效模式,是源于光刻环节的Reticle(光罩)。当Reticle本身存在污染、划伤或设计瑕疵时,或当光刻机在步进重复曝光过程中出现参数漂移(如焦距不准、曝光能量不均)时。这些因Reticle问题而产生的特定区域内的芯片,实质上构成了一个高风险的"潜伏失效群体"。若不能在测试阶段被情确识别并剔除,将直接流向客户端,对产品的长期可靠性与品牌声誉构成严重威胁。识别并处理这类与Reticle强相关的潜在缺陷,是现代高可靠性质量管理中一项较具挑战性的关键任务。所以,相较于消费级、工业级芯片,车规级芯片在使用过程中,面临着冷热温度范围大、湿度变化大等挑战,对可靠性的要求更高。想要判断芯片是否能够应用于车辆中,拿到汽车市场的“入场券”,那就少不了“零件平均测试(PAT)”系统来进行检验。
同时,业界对于半导体器件零缺陷需求的呼声日益高涨,为此半导体制造商开始加大投资应对挑战,以满足汽车用户的需求。随着汽车中电子元器件数量的不断增加,必须严格控制现代汽车中半导体器件的质量以降低每百万零件的缺陷率(DPM),将与电子元件相关的使用现场退回及担保等问题化,并减小因电子元件失效导致的责任问题。
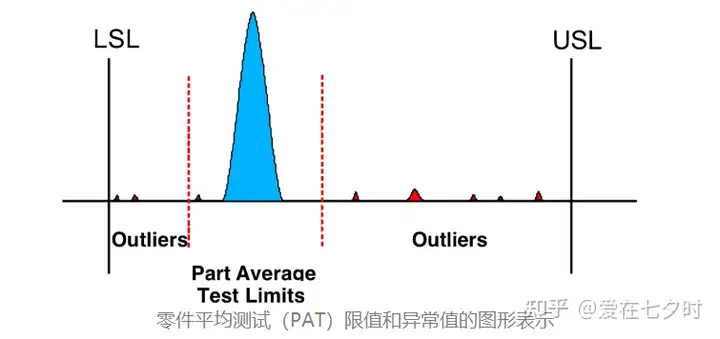
美国汽车电子委员会AEC-Q001规范推荐了一种通用方法,该方法采用零件平均测试(PAT)方法将异常零件从总零件中剔除,从而在供应商这就改进部件的质量和可靠性。对给定晶圆、批号或被测零件组,零件平均测试(PAT)方法可以指示总平均值落在6σ之外的测试结果,任何超出给定器件的6σ门限值的测试结果均被视为不合格,并从零件总数中剔除,那些未达到零件平均测试(PAT)门限值的零件不能付运给客户,这样一来就改进了器件的质量和可靠性。所以,从其编号AEC-Q001就可以看出其在汽车电子行业的奠基者般的地位。随着汽车行业的发展以及PAT应用的推广,人们越来越多地发现零件平均测试(PAT)的好处,并渐渐地将其引入到JEDEC(电子器件工程联合委员会)标准里,大家可以在JESD50C里面找到它。
由于“零件平均测试(PAT)”涉及到芯片、测试项维度的计算,长期以往存在巨大数据量,对模型的可扩展性以及运算的效率、准确性有着较高的要求。此外,不同上游厂商对于“零件平均测试(PAT)”的理解不同,又会在静态零件平均测试(SPAT)、动态零件平均测试(DPAT)的基础上延伸出GDBN、Cluster、NNR等算法,即使是同一种“零件平均测试(PAT)”类型,也会在参数设置、算法模型上有着较大的差异。对于IC设计公司、测试厂来说,要自行构建一套高效、准确的“零件平均测试(PAT)”系统,应对庞大数据量场景下的“零件平均测试(PAT)”运算,无疑是一件费时又费力的事情。但本章节主要跟大家分享“零件平均测试(PAT)”这一方法的相关内容。
一、零件平均测试(PAT)方法的介绍
零件平均测试,英文全称:Part Average Testing,简称:PAT,也可被称作:部件平均测试。它是一种通过统计筛选方法识别并剔除异常器件的技术方法,从而提高整体产品的可靠性。当前主要应用于提高半导体产品的可靠性,尤其在汽车电子领域(AEC-Q001标准推荐)应用最为广泛。

二、零件平均测试(PAT)方法的基本原理
零件平均测试法(PAT)通过动态计算每个测试参数的均值和标准差,并基于统计分布设置更严格的限制,以此识别出偏离群体行为的异常器件。它利用统计学原理,对特定晶圆、批号或待测零件组的测试数据进行统计分析,通过计算总平均值、稳健平均值、稳健标准差等统计量,来确定测试参数的合理范围,将超出该范围的异常零件剔除。
细分来讲,零件平均测试法(PAT)的核心原理主要体现在以下两个方面:
1、统计筛选机制
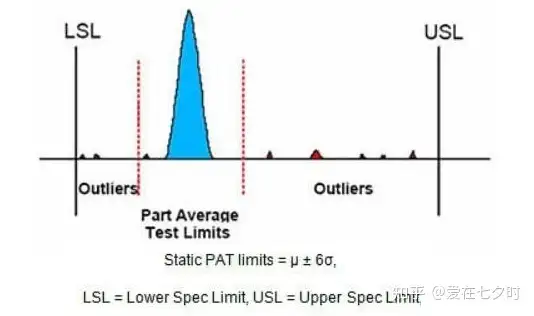
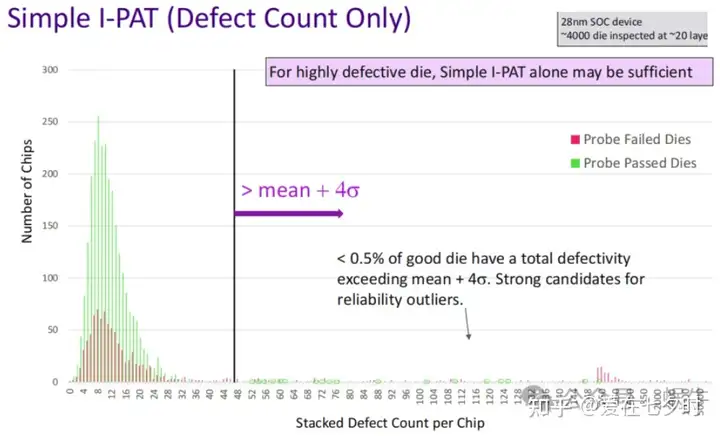
零件平均测试法(PAT)通过动态计算测试参数的均值(μ)和标准差(σ),并设置用户定义的乘数(通常为6),识别偏离群体行为的异常器件1。例如,若测试结果超出μ±6σ范围,则判定为不合格3。
2、统计优势
a. 动态适应性 :相比传统测试,零件平均测试法(PAT)能更精准地反映当前批次质量,尤其适用于晶圆测试(lDPAT)和最终测试环节(liPAT)。
b. 减少冗余测试 :通过统计分析剔除不合格品,避免重复测试,提升效率。
三、零件平均测试(PAT)方法的实施步骤及计算方法
1、数据收集与预处理
选择与器件特性高度相关的测试参数(如电流测试、电阻测量等),并进行中心化、白化等预处理以提高统计可靠性,具体如:电流测试(IDDQ)、泄漏电流、电阻测量等。数据需经过预处理(如中心化、白化)以提高统计可靠性。
2、统计计算与限制设置
通常零件平均测试法(PAT)限制的计算公式为以下,详细情况也会在下文中有讲到:

其中:
lμ为稳健均值(中位数),
N为稳健标准差(基于四分位距计算),
σ为用户定义的乘数(汽车行业通常为±6)。
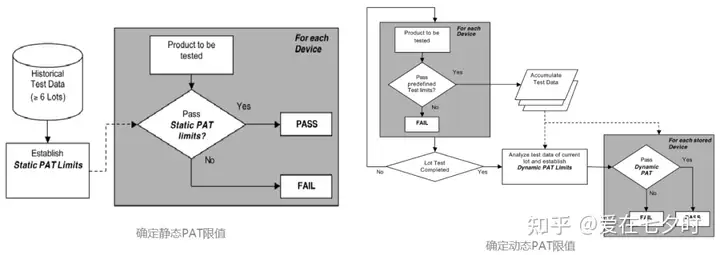
A. 静态零件平均测试法(SPAT)
静态零件平均测试,英文全称:Static Part Average Testing,简称:SPAT,它程序的概述是从26个批次中抽取30个随机零件(与晶圆批次有5个区域不同的管芯)。在早期包括表征批次为每个测试设置建立一个“稳健平均值”(μ),μ=统计中值,并根据四分位数(Q3和Q1)测量值计算出一个“稳健sigma”,即σ=(Q3-Q1) /1.35,从而定义静态零件平均测试法(SPAT)限值为:μ±6σ。
特殊情况处理:如果分布不是高斯分布(正态分布),则使用“可防御”技术来标记表现出相同概率的离群值(约5.068亿中的1)。
更新周期:基于历史批次数据计算μ和σ,设置μ±6σ限制,每6-8个月更新一次,以先到者为准。
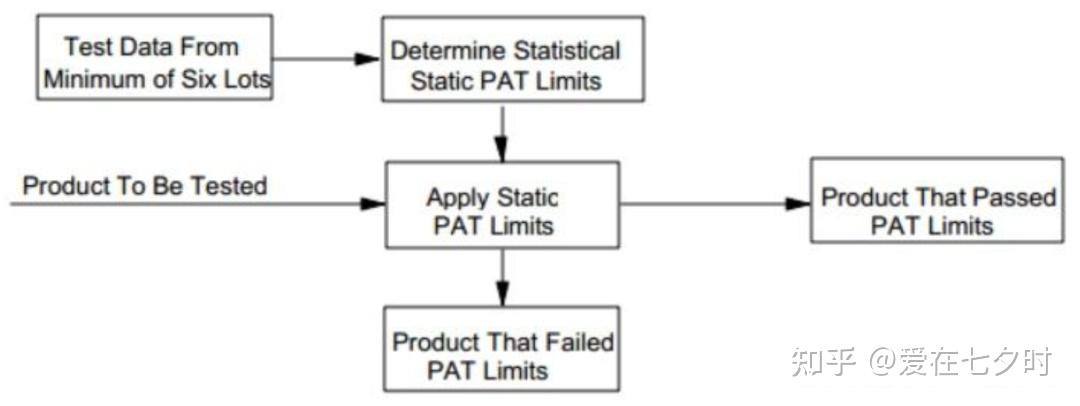
另外,在静态零件平均测试法(SPAT)中,测试限值基于设定的批次数。通常,在动态零件平均测试法(DPAT)中,会针对每个晶圆测试计算限值。在静态零件平均测试法(SPAT)和动态零件平均测试法(DPAT)中,都会执行一种算法。该设备只是通过或失败。
至于在某些情况下,这些算法可能达不到要求的情况,就会涉及到有多种类型的复杂异常值检测算法,基于地理、多变量和其他方案。甚至可以将许多算法与DPAT和SPAT相结合等情况,这就是另一个后续要跟大家分享的内容了,在此就不过多赘述。
还有以下这些方法都可以结合起来的哦:
B. 动态零件平均测试法(DPAT)
动态零件平均测试,英文全称:Dynamic Part Average Testing,简称:DPAT,它的限值的计算方法与静态零件平均测试法(SPAT)限值相同,但使用“滚动”样品从当前批次中"合格”的零件确定平均值和标准偏差(或适当的非高斯限值)。
在这种情况下,在批次完成之后,将重新分析“合格”零件的结果,以确定是否使用更紧密的批次分布来确定它们是否超出了动态PAT限制= H±60。使用当前批次合格零件数据实时计算μ和σ,动态调整限制(如H±6σ)。
特殊情况处理:如果它们是“异常值”,则尽管通过了最初的USL, LSL测试,但仍被拒绝。对于测量结果不是参数化(通过/失败)或无法索引(例如,使用序列号进行跟踪)的设备, 动态零件平均测试法(DPAT)需要重新测试部件以检查异常 值。AEC确实可以使用500或1000个单位的静态限值,如果通过,则构成用于计算后续设备更严格的动态零件平均测试法(DPAT)限值的示例。这样避免了重新测试零件。
当然,动态零件平均测试法(DPAT)的管控标准并不都是±6sigma ,虽然±6sigma是常见的一种管控方式,但实际上它存在多种管控形式:
a. 常见的±6sigma管控
在许多实际应用场景中,会采用±6sigma作为动态零件平均测试法(DPAT)的管控标准。以汽车电子行业为例,依据AEC - Q001 Rev - D指南,动态零件平均测试法(DPAT)利用统计学原理,通过计算测试结果的平均值(mean)和标准偏差(stddev),再根据特定的系数(k)来确定测试的上限和下限。当采用±6sigma时,意味着以均值为中心,向两侧各延伸6倍标准差的区间作为正常范围,超出这个范围的芯片就可能被判定为存在潜在故障风险,从而被筛选出来。这种方式能够在一定程度上保证产品的质量和可靠性,将可能出现问题的芯片提前剔除。
b. 其他管控标准
DPAT管控标准并非固定为±6sigma,其系数(k)可以根据不同的应用场景、产品要求以及质量目标等因素进行调整。不同的k值对应着不同的管控严格程度和范围:
(a)更严格的管控
当对产品质量要求极高,需要最大程度降低潜在故障风险时,可能会采用比±6sigma更严格的管控标准,例如±7sigma、±8sigma等。这意味着允许的测试结果波动范围更小,只有那些性能非常稳定、接近理想状态的芯片才能通过测试,虽然可能会增加筛选出的“可疑芯片”数量,但能进一步提高产品的整体质量和可靠性,适用于对安全性、稳定性要求极高的关键应用领域,如航空航天、高端医疗设备等。
(b)相对宽松的管控
在某些对成本较为敏感、产品性能要求相对不是特别苛刻的场景下,可能会采用比±6sigma更宽松的管控标准,如±5sigma等。这样可以在保证一定产品质量的前提下,减少因过度严格筛选而导致的芯片浪费,降低生产成本,提高生产效率,适用于一些对成本控制要求较高、对偶尔出现的轻微性能波动有一定容忍度的应用场景。
C. 在线零件平均测试法(iPAT )
在测试过程中实时计算限制,无需重测器件,适合最终测试环节。
3、滚动窗口与动态更新
在线零件平均测试法(iPAT )使用滚动窗口(通常大小为100)动态更新统计量。窗口中的数据包括通过和部分失败结果(在扩展限制范围内),以确保分布估计的完整性。
4、异常检测与分类
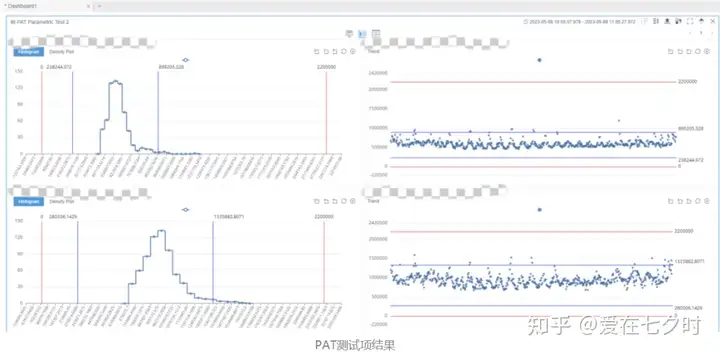
将测试结果与设定的统计限制对比,超出者视为不合格品并剔除。零件平均测试法(PAT)生成以下附加测试结果:
A. PATUL/PATLL:记录动态上下限;
B. PAT:以Sigma单位衡量器件偏离均值的程度;
C. PATEF:针对窗口数据不足时的早期失败检测。
四、零件平均测试(PAT)方法的目的
我们知道,半导体的制造过程非常复杂,以芯片为例,过程流程图有成百上千个步骤,每一个步骤又可以分解为人、机、料、法、环、测(俗称5M1E)等各种因素。这些复杂的因素不可避免地会导致产品参数的波动,于是我们看到的参数是一个分布。通常,为了验证制程能力,我们会去算Cpk,如果Cpk大到一定值,例如1.67,我们会认为制程能力足够。但Cpk考察的是制程的整体,Cpk满足要求,并不能保证落在测试规格限内的产品都没有风险。
首先,测试规格是在研发阶段用软件模拟出来的,或者依据少量的工程样品确定的,某些规格本身的合理性有待商榷,相信很多SQE都遇到过供应商在出现问题后收紧测试规格限的做法。
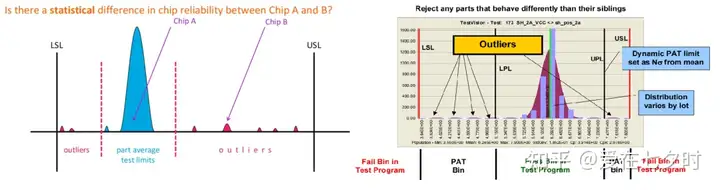
其次,从统计的观点来看,脱离分布的少量离散点是小概率事件,如6sigma之外的数据出现的概率为0.002ppm(这里我们考察的是任一参数的实际分布,没有必要考虑1.5sigma偏移),我们完全有足够大的信心(95%以上)认为:一个发生概率仅0.002ppm的事件发生了,一定是制程出现了异常。这些异常制程做出来的产品,哪怕依然在测试规格限之内,但是由于有异常原因不确定性,我们何不把它当作异常品来处理呢?这也是SPC的原理之一。
所以,零件平均测试法(PAT)的做法就是根据参数的实际分布,用其均值±6sigma来代替原来宽松的测试规格限,达到过滤掉某些outlier的目的。限于篇幅,详细的零件平均测试法(PAT)执行方法这里不再赘述,读者可以参考AEC-Q001或JESD50C。
综合归纳,零件平均测试法(PAT)的作用和意义主要有以下三点:
A. 提高产品质量和可靠性
通过剔除异常零件,减少了产品在使用过程中出现故障的概率,提高了产品的整体质量和可靠性,特别是对于汽车电子等对可靠性要求极高的领域。
B. 改进制造工艺
通过对测试数据的分析,可以发现制造过程中可能存在的问题,为制造工艺的改进提供反馈,从而提高生产效率和产品质量。
C. 优化测试流程
在一些测试方法中,如半导体器件测试,动态零件平均测试法(DPAT)不仅能实现动态零件平均测试,还能同时完成持续可靠性测试,优化了测试流程,提高了测试效率,还使得测试条件更加严格,最终筛选出的半导体器件品质更高、可靠性更强。
五、零件平均测试(PAT)方法在晶圆测试(CP)端的应用
零件平均测试法(PAT)的应用就大范围来讲,主要有以下两个方面:
1、在供应商端的应用
从上文的解释显而易见,PAT可以用在量产品测试阶段,通过对测试规格的收紧,达到对具有潜在风险的产品(part)进行筛选的目的。既然是筛选,自然就会对良率有所影响,但是,原理上来讲,对良率的影响不应该太大(想想前面提到的0.002ppm),如果太大就是方法有问题,需要调整。我们在10家半导体分立元器件供应商推行PAT的经验告诉我们,良率大概损失0.2-0.3%,但是由于电性不良造成的客户投诉几乎降到0,这笔质量成本的账大家应该都会算吧?
2、在客户端的应用
在客户端,尤其是整机或系统提供商,PAT也能发挥作用。首先,通过对元器件供应商的PAT要求,可以提高整机或系统的可靠性;另外,在新产品开发阶段,如果能明确知道某颗元件的某个参数对系统的性能起决定性作用 ,为了避免量产后出现少量比例的搭配性问题,在验证时就要考虑到产品参数的实际分布,而不是只拿几颗样品验证。这个类似于半导体工艺开发中常见的corner check。
但就半导体行业来讲,由于动态零件平均测试法(DPAT)是汽车电子委员会AEC–Q001 Rev-D指南中对汽车电子产品的要求。具有异常特性(或异常值)的部件会严重影响质量和可靠性问题。查找异常值对于汽车电子产品的可靠性至关重要。量产测试作为最后的卡控,为了保证质量,防止离群芯片的逃逸,动态零件平均测试法(DPAT)作为一个重要手段被越来越多的半导体设计公司应用到生产中。
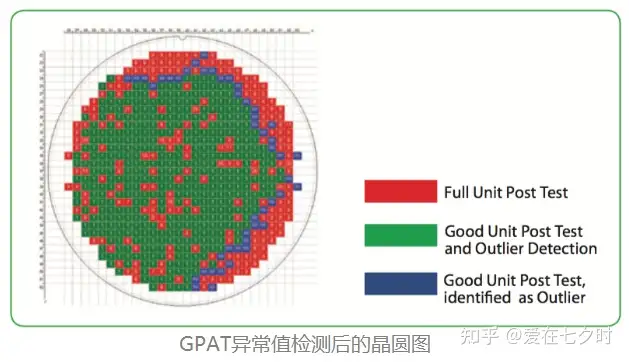
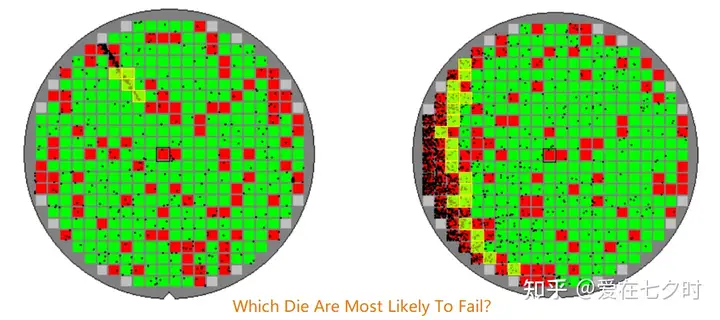
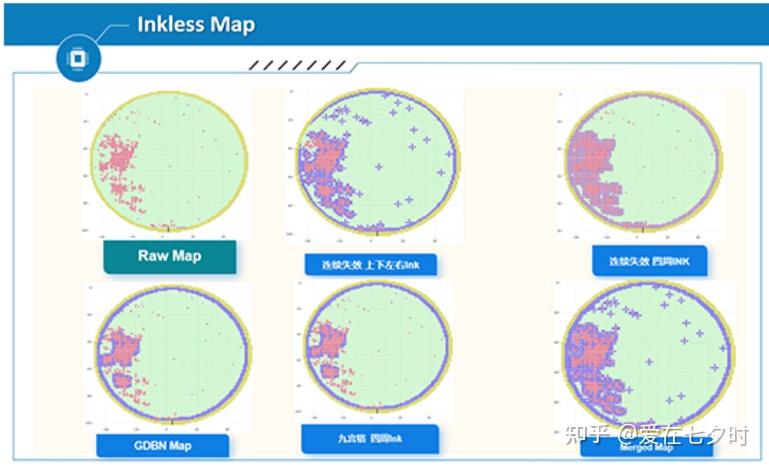
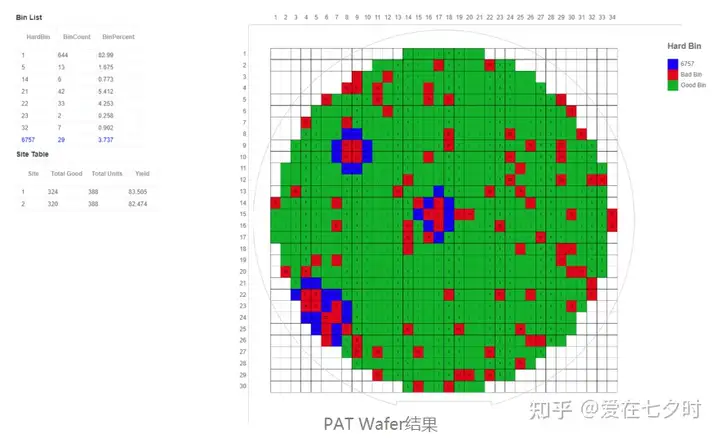
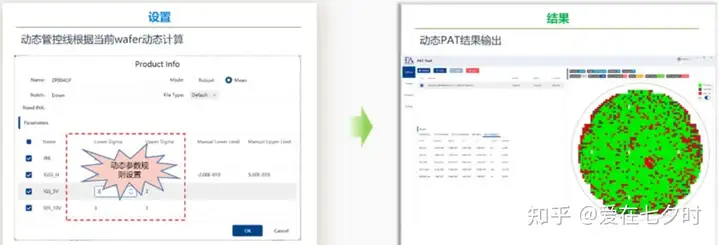
通常来说,大家会选择在晶圆测试(CP)之后做DPAT, 原因也简单,因为晶圆测试(CP)之后可以通过离线的方式来产生Inkless map, 利用数据系统自动Ink功能就可以了。在实施手段上,有设计公司选择让工厂来完成,有些设计公司因为有更复杂的算法就会自己来用系统完成。在晶圆测试(CP)阶段的常见的Ink算法包括重要参数的零件平均测试法(PAT) (DPAT或ZPAT),也有wafer上地理位置上一些筛选算法(GDBN等)。孤波的OneData系统将这些算法都标准化在系统中了。同时我们也看到越来越多基于大数据挖掘得到的更加复杂的算法被设计公司使用。Gubo OneData系统因为PB级大数据系统、以及可以灵活定制算法,被不少头部设计公司采用来实现数据挖掘+自动Ink。这些算法最后都成为设计公司积累的核心资产。在一些公开的海外文献资料,探讨了一些复杂的Limit计算方法,大家可以参考。
具体操作方法是通过提供的Shot Mapping Ink方案,将整个Mapping技Reticdle大小或是自定义大小的方格,根据设定的算法将整个Shot进行lInk,从而去除掉因光刻环节的Reticles起的潜在性失效芯片。通过ShotMapping Ink方案,就能够将质量管控的关口从 "筛查单个失效芯片"前移至"拦截整个失效风险区域"。
这尤其适用于对可靠性要求较严苛的车规、工规等产品,它能较大程度地降低因光刻制程偶发问题导致的批次性可靠性风险,为晶圆测试(CP)构建起一道应对系统性缺陷的坚固防线,最后通过动态零件平均测试法(DPAT)的功能,结合测试数据去除超出规范的芯片并生成新的MaPping。
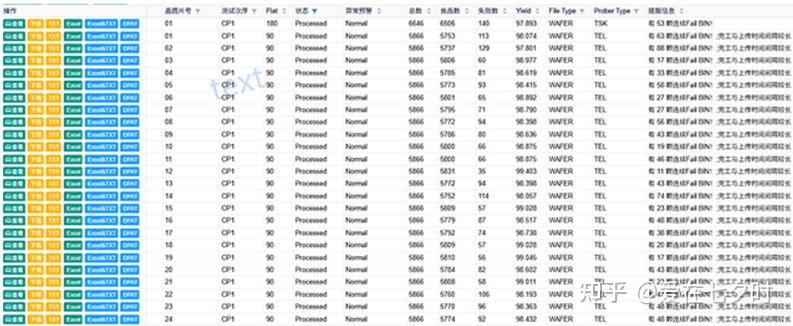
当晶圆测试(CP)良率骤降而HT失败模式复杂时,只靠单一测试阶段数据难以归因。YMS系统将WAT、CP与印T参数统一纳入分析框架,建立跨阶段关联模型。例如,若某批次WAT中牺氧击穿电压偏移,同时晶圆测试(CP)漏电流异常升高,YMS可自动关联两者趋势,提示前道氧化工艺可能存在波动。图形化界面支持并排查看参数曲线与良率变化,快速锁定关键影响因子,避免在封装或测试环节言日排查。这种端到端的根因分析能力,将问题诊断周期从数天缩短至数小时,减少试产浪费。通过深度整合多源测试数据,使YMS成为良率攻关的关键工具。最后结合GDBC服务Cluster方法有效定位区域性异常Die,通过相邻关联性分析识别连续性失效。
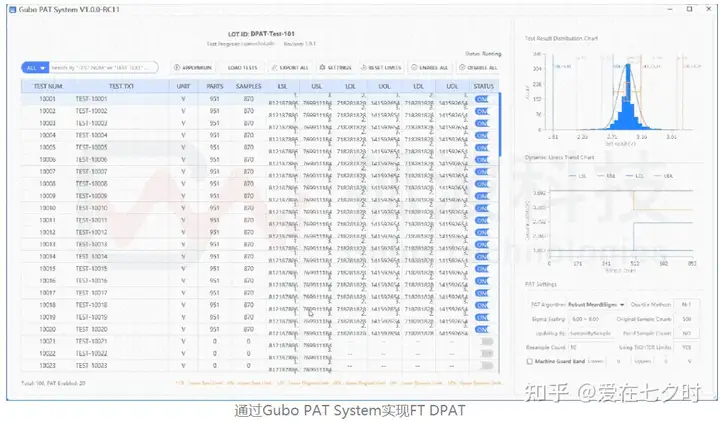
如果选择最终测试(FT)来做零件平均测试法(PAT)的话, 主要还是拦截封装过程中带来的问题,通常是多Die 封装或者其他的先进封装形式。最终测试(FT)做动态零件平均测试法(DPAT)的实施上会有一些复杂性:
最终测试(FT)的分bin是实时的,单颗芯片测试后需要立即做出Binning的决定,所以动态零件平均测试法(DPAT)也要做成和ATE联动,在执行过程中根据实时的结果完成Binning
在确定Limit的时候,因为一般先要取至少200颗来设初始的limit, 这些用于初始的Limit计算的芯片的Binning问题需要专门处理
但是实际上这些问题都已经得到了很好的解决。大芯片和小芯片会用不同的路径来实现。
对于大芯片,因为通常会有ECID,又会做SLT,DPAT的工作也可以通过SLT这个insertion来实现。这时候大数据系统的能力又发挥作用了,根据芯片的ECID, 可以发现离群的芯片,完成Binning。
对于小一些的芯片,因为一般不做SLT,所以还需要在FT这个步骤完成。行业内大家也都研究并且实践不同的算法改善动态零件平均测试法(DPAT)的算法,以达到不用重新测试前200颗的目的。在孤波的软件中也有类似算法支持,客户一般也会按照自己的需求做各种优化,非常方便。
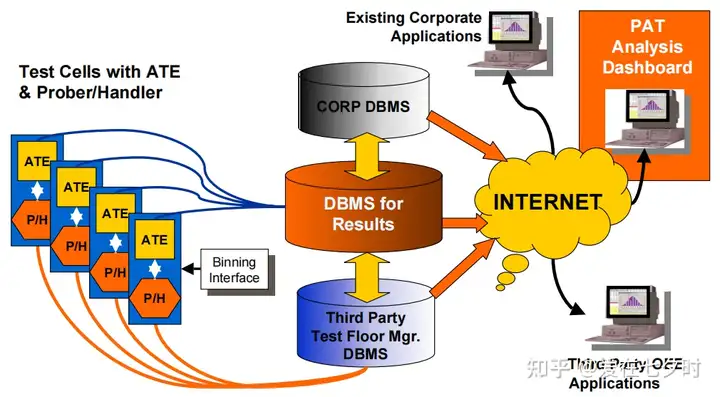
另一个问题就是如何和ATE互动设置新的Limit。这个问题的解决方式也有两种,一种是直接写程序的时候在程序里支持,这样不需要ATE公司的特殊支持也能完成,不方便的就是如果算法调优修改,都要做程序的变更。如果公司的变更流程复杂,或者芯片种类很多,那么这个过程还是很费些功夫的。还有一种方式就是把算法和Limit修改做到外面的一个软件里,那么程序和算法之间就解耦了,算法可以更方便地进行调优,测试程序不需要做任何变更。后一种方式已经逐渐演化成为行业趋势。目前SEMI在推进的RITdb(Rich Interactive Test Database)天生就可以支持这一应用方式。下图是RITdb的架构:
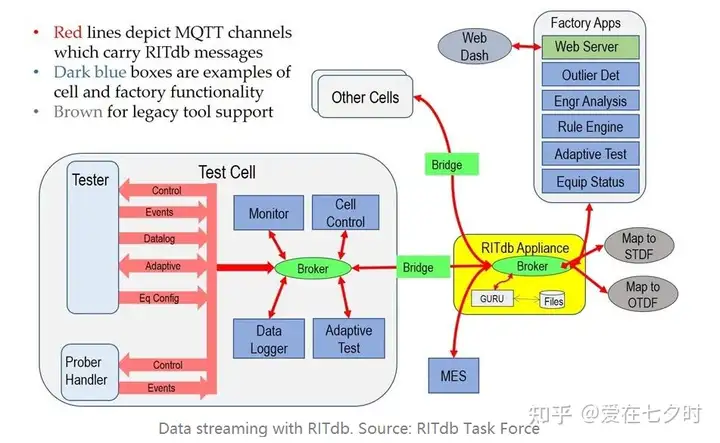
主流的ATE公司推出的Edge computing的方式也和这一应用场景类似,Edge computing的计算能力很强,又不占用ATE CPU的时间。但是在大多数情况下,尤其对于规模小的芯片来说,这一架构就显得太重了。由于DPAT的实时性需求并没有达到需要在一个insertion内完成的程度,因此许多情况下可以直接使用ATE的CPU来执行这一应用。孤波科技采用这一领先的软件架构,实施起来非常方便,没有增加任何的硬件和软件开销,就可以直接实现FT的动态零件平均测试法(DPAT)。目前这一方案已经在Chroma系列机台上实施,因此,无论是CP还是FT或者SLT都可以完成动态零件平均测试法(DPAT), 实现的技术手段已经不是问题了。
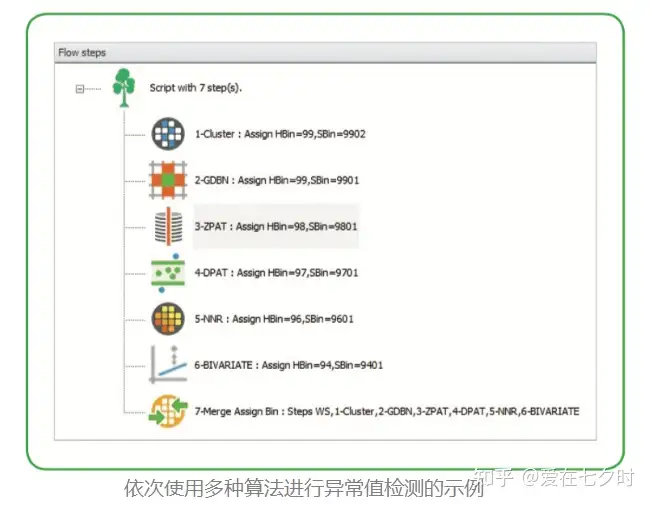
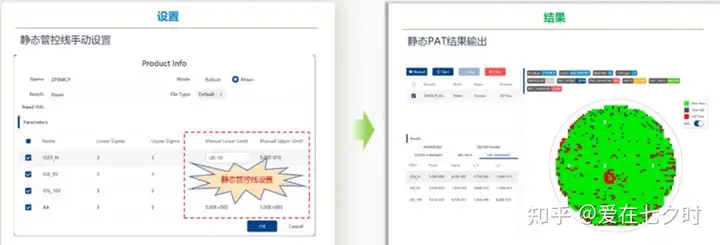
零件平均测试(PAT)系统的核心亮点在于,支持并行Lot/Run数据同时进行校验与卡控;结合业务Know-How设计了常见的零件平均测试法(PAT)卡控规则,包括DPAT、GDBN、ZPAT等,支持通过配置的方式进行设定,满足不同的管控需求;支持生成Inkless Map文件。
同时,零件平均测试(PAT)系统还支持与MES系统、CIM系统做集成:MES 系统发起零件平均测试(PAT)要求,零件平均测试(PAT)系统根据设定项计算,然后输出结果并同步给CIM系统。
当前,市面上已知的零件平均测试(PAT)系统可设定类型包括:
A. SPAT(Static Part Average Testing):通过设定静态的测试项上下限范围,找出有风险的芯片。
B. DPAT(Dynamic Part Average Testing):通过设定动态的测试项上下限范围,找出有风险的芯片。
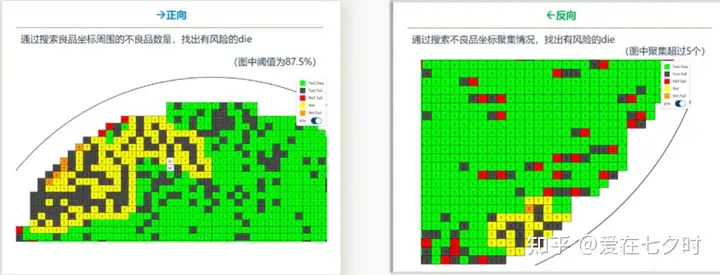
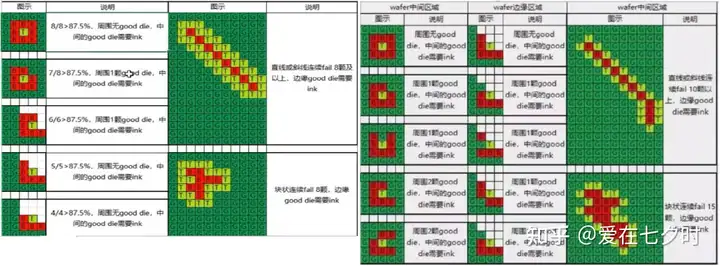
C. GDBN(Good Die in Bad Neighborhood):通过良品坐标周围的不良品数量,找出有风险的芯片。
D. ZPAT(Z-axis Part Average Testing):通过同一坐标纵向良率大小,找出有风险的芯片。
E. Cluster:通过查看不良品坐标聚集情况,找出有风险的芯片。
F. NNR (Nearest Neighbor Residual):通过最邻近残差算法,找出有风险的芯片。

六、零件平均测试(PAT)方法必要性
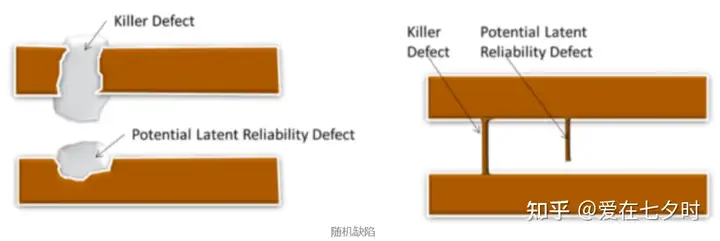
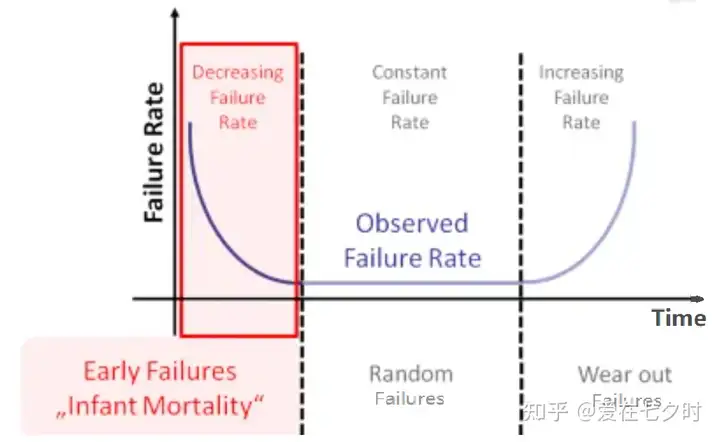
1、可靠性背景与早期失效问题
半导体器件的生命周期可用“浴盆曲线”描述,其早期失效阶段主要由制造过程中的缺陷引起。这些缺陷可能导致器件在客户使用初期发生故障,带来安全风险和高额保修成本。
2、传统测试方法的局限性
传统测试方法(如功能测试和规格限测试)无法有效识别那些在静态测试中通过但存在潜在缺陷的器件。例如,某些器件可能在电流或电阻测试中处于分布尾部,虽未超出现有测试限,却存在早期失效风险。
3、零件平均测试法(PAT)的统计优势
零件平均测试法(PAT)通过动态计算每个测试参数的均值和标准差,并基于统计分布设置 tighter 的限制,从而识别出偏离群体行为的异常器件。这种方法弥补了传统测试的不足,特别是在高可靠性要求的汽车电子领域(AEC-Q001标准推荐使用零件平均测试(PAT))。
七、零件平均测试(PAT)方法的效应与效益
1、提高可靠性与降低风险
通过剔除异常器件,零件平均测试法(PAT)显著减少了早期失效风险。例如,在案例研究中(Zernig et al., 2014),结合ICA与NNR的方法成功识别出8个异常器件,其中7个在后续Burn-In测试中失败。

2、成本节约与效率提升
零件平均测试法(PAT)减少了对Burn-In测试的依赖,从而降低了测试时间和成本。以Infineon Technologies的实践为例,通过零件平均测试法(PAT)筛选,Burn-In测试量减少的同时保持了高可靠性标准。
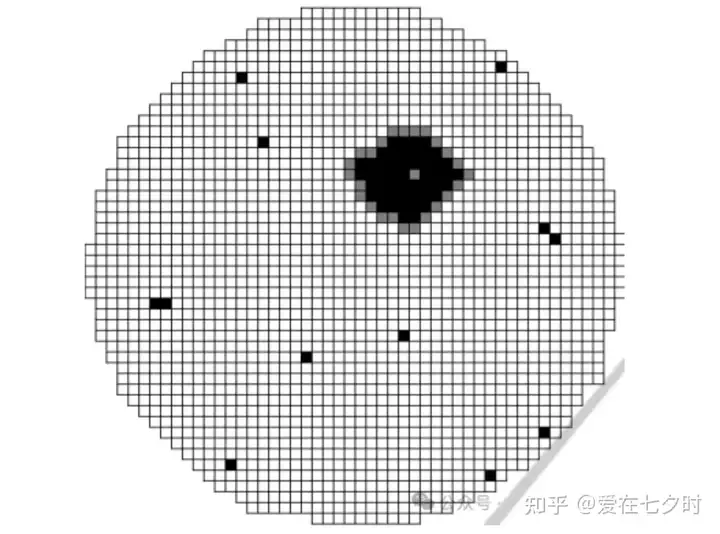
3、支持多变量与空间分析
进阶零件平均测试法(PAT)方法(如多变量零件平均测试法(PAT)和GDBN)考虑了参数间的相关性及空间分布(如晶圆上的簇状缺陷),进一步提高了检测精度。
八、零件平均测试(PAT)方法行业标准与最佳实践
1、AEC-Q001指南
汽车电子委员会(AEC)发布的AEC-Q001明确推荐使用零件平均测试法(PAT)进行异常器件筛查。该指南强调了统计稳健性和动态计算的重要性。
2、实施建议
A. 测试选择:优先选择分布接近高斯、Cpk值高的参数;
B. 窗口大小:根据批次大小和稳定性调整(通常为100);
C. 早期处理:使用“从零开始”或“从规格限开始”模式处理早期数据不足问题;
D. 持续监控:结合实时数据监控和反馈优化零件平均测试法(PAT)参数。
3、案例研究:ICA与NNR的结合
在Sub-micron工艺中,传统零件平均测试法(PAT)效果下降。独立成分分析(ICA)能够从高维数据中提取潜在特征,再通过最近邻残差(NNR)分析空间依赖性,显著提高异常检测率(见Section 6.3-6.4)。
九、零件平均测试(PAT)方法的总结与展望
当前,用户对这些规范的要求促使供应商之间的竞争更加激烈。在改进可靠性并降低缺陷率方面面临很大的压力,尤其对于目前由半导体控制的许多相当重要的安全功能,诸如刹车、牵引控制、动力及主动稳定控制系统。供应商既要改进已付运零件的质量,又要让这些规范对其成品率的影响。由于制造成本持续走低,测试成本却维持在相对不变的水平,因此测试成本在制造成本中的比重日益增大,元器件的利润空间持续缩水。由于绝大部分的成品率都不能够满足要求,所以供应商必须彻底评估他们的测试程序以便找到替代测试方法,并且从备选方法中反复试验直至找到方法。
不借助的分析和仿真工具,供应商就会在没有充分了解这些规范对供应链影响的情况下应用它们。更糟糕的是,如果盲目应用并遗漏了重要的测试,那么结果即使保证采用零件平均测试法(PAT)之类的规范对器件进行了测试并以相同的DPM率付运,在这种情况下保证也是毫无疑义的,而且可靠性也会降低。
一些供应商似乎认为,在晶圆探测中进行零件平均测试法(PAT)测试就足够了,但研究表明采用这种方法存在许多问题。在晶圆探测中采用PAT是道质量关,但在剩余的下游制造过程中,由于无数可变因素造成的变数增加,因此会在封装测试时导致更多的零件平均测试法(PAT)异常值。如果供应商希望付运高质量的零件,他们就需在晶圆探测和终测试两个阶段都进行零件平均测试法(PAT)测试,而且他们的客户也应推动该方法的应用。
所以,零件平均测试(PAT)方法作为一种基于统计的先进筛选方法,在提高半导体器件可靠性方面发挥了关键作用。其动态计算、滚动窗口和多变量扩展使其适用于多种测试场景。未来,随着机器学习与统计方法的进一步融合,零件平均测试法(PAT)将更加精准和自适应,为高可靠性应用提供更强保障。
参考文献
1. T. Honda, T. Haarhuis, J. D. David, H. Hannink, G. Prewitt and V. Rajan, "ML-assisted IC Test Binning with Real-Time Prediction at the Edge," 2023 7th IEEE Electron Devices Technology & Manufacturing Conference (EDTM), Seoul, Korea, Republic of, 2023, pp. 1-4, doi:10.1109/EDTM55494.2023.10102972. keywords: {Semiconductor device modeling;Process monitoring;Statisticalanalysis;Machinelearning;Semiconductordevicemanufacture;Predictivemodels;Realtimesystems;ICTest;Tester;DynamicTestController;MachineLearning;Edge;Inference Engine},
2. K. K. S. Lim, M. E. B. Francisco and G. L. R. F. Abug, "Moving Limits: A More Effective Approach in Outlier Screening at Final Test," 2022 IEEE 24th Electronics Packaging Technology Conference (EPTC), Singapore, Singapore, 2022, pp. 806-810, doi: 10.1109/EPTC56328.2022.10013211. keywords: {Production facilities;Manufacturing;Reliability;Testing;Electronics packaging}
3. https://semiengineering.com/part-average-tests-for-auto-ics-not-good-enough/
4. https://www.semi.org/en/blogs/technology-trends/ritdb-the-interplanetary-database-for-manufacturing
5. http://aecouncil.com/Documents
6. AEC-Q001 Guidelines, Automotive Electronics Council.
7. Zernig, A., et al. (2014). Device Level Maverick Screening - Application of Independent Component Analysis in Semiconductor Industry. ICPRAM.
8. ROOS INSTRUMENTS. (2017). PAT Implementation & Operation Product Specifications.
9. Turakhia, R. P., et al. (2005). Defect Screening Using Independent Component Analysis on IDDQ. IEEE VLSI Test Symposium.
10. https://mp.weixin.qq.com/s/cBSLkh63sEprzXjBIhMFrQ

免责声明
【我们尊重原创,也注重分享。文中的文字、图片版权归原作者所有,转载目的在于分享更多信息,不代表本号立场,如有侵犯您的权益请及时私信联系,我们将第一时间跟踪核实并作处理,谢谢!】
审核编辑 黄宇
-
半导体
+关注
关注
339文章
31203浏览量
266364 -
PAT
+关注
关注
0文章
13浏览量
9807
发布评论请先 登录
北汇信息Test House测试服务助力中国零部件企业出海

半导体×精密制造|来ITES,解锁零部件智造最新工艺

汽车零部件的阳光模拟试验研究:技术原理、测试标准与试验特点

车辆零部件测试:为汽车“骨骼与神经”注入可靠基因的精密工程

通讯零部件CNC加工:您的零部件加工真的确定够“快”吗
PCBA加工零件封装技术解析:从传统到前沿的全面指南
半导体行业零部件表面痕量金属检测技术的核心优势
特瑞仕荣获2025年超制造零件大赏电气电子零件奖
高精度通讯零件加工 CNC技术解决方案详解
关于零部件清洗机工艺流程的详细介绍

一文读懂:汽车发动机零件气密性检测仪怎么选-岳信仪器

微电机关键零部件制造误差对其质量的影响权重分析
如何给汽车零部件进行疲劳耐久测试?

汽车零部件可靠性测试项目




评论