 PLC编程一些常用指令你都记住了吗?
PLC编程一些常用指令你都记住了吗?

三菱 FX 系列plc的基本逻辑指令。取指令与输出指令(LD/LDI/LDP/LDF/OUT)(1)LD(取指令) 一个常开触点与左母线连接的指令,每一个以常开触点开始的逻辑行都用此指令。(2)LDI(取反指令) 一个常闭触点与左母线连接指令,每一个以常闭触点开始的逻辑行都用此指令。(3)LDP(取上升沿指令) 与左母线连接的常开触点的上升沿检测指令,仅在指定位元件的上升沿(由OFF→ON)时接通一个扫描周期。(4)LDF(取下降沿指令) 与左母线连接的常闭触点的下降沿检测指令。(5)OUT(输出指令) 对线圈进行驱动的指令,也称为输出指令。
取指令与输出指令的使用说明:1)LD、LDI指令既可用于输入左母线相连的触点,也可与ANB、ORB指令配合实现块逻辑运算;2)LDP、LDF指令仅在对应元件有效时维持一个扫描周期的接通。3)LD、LDI、LDP、LDF指令的目标元件为X 、Y 、M 、T、C、S;4)OUT指令可以连续使用若干次(相当于线圈并联),对于定时器和计数器,在OUT指令之后应设置常数K或数据寄存器。5)OUT指令目标元件为Y、M、T、C和S,但不能用于X。触点串联指令(AND/ANI/ANDP/ANDF)(1)AND(与指令) 一个常开触点串联连接指令,完成逻辑“与”运算。(2)ANI(与反指令) 一个常闭触点串联连接指令,完成逻辑“与非”运算。(3)ANDP 上升沿检测串联连接指令。(4)ANDF 下降沿检测串联连接指令。
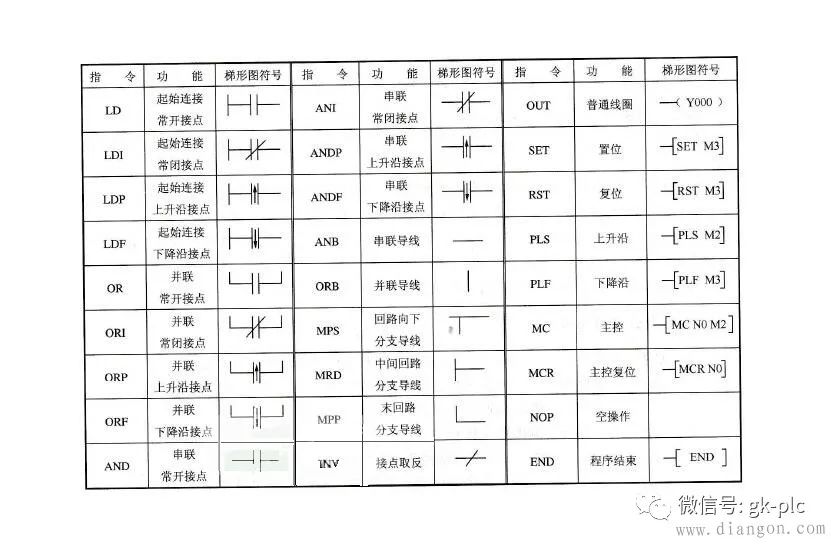
并联电路块的开始均用LD或LDI指令;2)多个并联回路块连接按顺序和前面的回路串联时,ANB指令的使用次数没有限制。也可连续使用ANB,但与ORB一样,使用次数在8次以下。置位与复位指令(SET/RST)(1)SET(置位指令) 它的作用是使被操作的目标元件置位并保持。(2)RST(复位指令) 使被操作的目标元件复位并保持清零状态。SET、RST指令的使用,当X0常开接通时,Y0变为ON状态并一直保持该状态,即使X0断开Y0的ON状态仍维持不变;只有当X1的常开闭合时,Y0才变为OFF状态并保持,即使X1常开断开,Y0也仍为OFF状态。SET 、RST指令的使用说明:1)SET指令的目标元件为Y、M、S,RST指令的目标元件为Y、M、S、T、C、D、V 、Z。RST指令常被用来对D、Z、V的内容清零,还用来复位积算定时器和计数器。2)对于同一目标元件,SET、RST可多次使用,顺序也可随意,但最后执行者有效。微分指令(PLS/PLF)(1)PLS(上升沿微分指令) 在输入信号上升沿产生一个扫描周期的脉冲输出。(2)PLF(下降沿微分指令) 在输入信号下降沿产生一个扫描周期的脉冲输出。利用微分指令检测到信号的边沿,通过置位和复位命令控制Y0的状态。
PLS、PLF指令的使用说明:1)PLS、PLF指令的目标元件为Y和M;2)使用PLS时,仅在驱动输入为ON后的一个扫描周期内目标元件ON,M0仅在X0的常开触点由断到通时的一个扫描周期内为ON;使用PLF指令时只是利用输入信号的下降沿驱动,其它与PLS相同。主控指令(MC/MCR)(1)MC(主控指令) 用于公共串联触点的连接。执行MC后,左母线移到MC触点的后面。(2)MCR(主控复位指令) 它是MC指令的复位指令,即利用MCR指令恢复原左母线的位置。在编程时常会出现这样的情况,多个线圈同时受一个或一组触点控制,如果在每个线圈的控制电路中都串入同样的触点,将占用很多存储单元,使用主控指令就可以解决这一问题。MC、MCR指令,利用MC N0 M100实现左母线右移,使Y0、Y1都在X0的控制之下,其中N0表示嵌套等级,在无嵌套结构中N0的使用次数无限制;利用MCR N0恢复到原左母线状态。
如果X0断开则会跳过MC、MCR之间的指令向下执行。MC、MCR指令的使用说明:1)MC、MCR指令的目标元件为Y和M,但不能用特殊辅助继电器。MC占3个程序步,MCR占2个程序步;2)主控触点在梯形图中与一般触点垂直。主控触点是与左母线相连的常开触点,是控制一组电路的总开关。与主控触点相连的触点必须用LD或LDI指令。3)MC指令的输入触点断开时,在MC和MCR之内的积算定时器、计数器、用复位/置位指令驱动的元件保持其之前的状态不变。非积算定时器和计数器,用OUT指令驱动的元件将复位,22中当X0断开,Y0和Y1即变为OFF。4)在一个MC指令区内若再使用MC指令称为嵌套。嵌套级数最多为8级,编号按N0→N1→N2→N3→N4→N5→N6→N7顺序增大,每级的返回用对应的MCR指令,从编号大的嵌套级开始复位。堆栈指令(MPS/MRD/MPP)堆栈指令是FX系列中新增的基本指令,用于多重输出电路,为编程带来便利。
在FX系列PLC中有11个存储单元,它们专门用来存储程序运算的中间结果,被称为栈存储器。(1)MPS(进栈指令) 将运算结果送入栈存储器的第一段,同时将先前送入的数据依次移到栈的下一段。(2)MRD(读栈指令) 将栈存储器的第一段数据(最后进栈的数据)读出且该数据继续保存在栈存储器的第一段,栈内的数据不发生移动。(3)MPP(出栈指令) 将栈存储器的第一段数据(最后进栈的数据)读出且该数据从栈中消失,同时将栈中其它数据依次上移。堆栈指令的使用说明:1)堆栈指令没有目标元件;2)MPS和MPP必须配对使用;3)由于栈存储单元只有11个,所以栈的层次最多11层。逻辑反、空操作与结束指令(INV/NOP/END)(1)INV(反指令) 执行该指令后将原来的运算结果取反。反指令的使用如图10所示,如果X0断开,则Y0为ON,否则Y0为OFF。使用时应注意INV不能象指令表的LD、LDI、LDP、LDF那样与母线连接,也不能象指令表中的OR、ORI、ORP、ORF指令那样单独使用。(2)NOP(空操作指令) 不执行操作,但占一个程序步。执行NOP时并不做任何事,有时可用NOP指令短接某些触点或用NOP指令将不要的指令覆盖。
当PLC执行了清除用户存储器操作后,用户存储器的内容全部变为空操作指令。(3)END(结束指令) 表示程序结束。若程序的最后不写END指令,则PLC不管实际用户程序多长,都从用户程序存储器的第一步执行到最后一步;若有END指令,当扫描到END时,则结束执行程序,这样可以缩短扫描周期。在程序调试时,可在程序中插入若干END指令,将程序划分若干段,在确定前面程序段无误后,依次删除END指令,直至调试结束。
FX系列PLC的步进指令:
1.步进指令(STL/RET)步进指令是专为顺序控制而设计的指令。在工业控制领域许多的控制过程都可用顺序控制的方式来实现,使用步进指令实现顺序控制既方便实现又便于阅读修改。FX2N中有两条步进指令:STL(步进触点指令)和RET(步进返回指令)。STL和RET指令只有与状态器S配合才能具有步进功能。如STL S200表示状态常开触点,称为STL触点,它在梯形图中的符号为-|| ||- ,它没有常闭触点。我们用每个状态器S记录一个工步,例STL S200有效(为ON),则进入S200表示的一步(类似于本步的总开关),开始执行本阶段该做的工作,并判断进入下一步的条件是否满足。一旦结束本步信号为ON,则关断S200进入下一步,如S201步。RET指令是用来复位STL指令的。执行RET后将重回母线,退出步进状态。
2.状态转移图一个顺序控制过程可分为若干个阶段,也称为步或状态,每个状态都有不同的动作。当相邻两状态之间的转换条件得到满足时,就将实现转换,即由上一个状态转换到下一个状态执行。我们常用状态转移图(功能表图)描述这种顺序控制过程。用状态器S记录每个状态,X为转换条件。如当X1为ON时,则系统由S20状态转为S21状态。状态转移图中的每一步包含三个内容:本步驱动的内容,转移条件及指令的转换目标。步驱动Y0,当X1有效为ON时,则系统由S20状态转为S21状态,X1即为转换条件,转换的目标为S21步。
3.步进指令的使用说明1)STL触点是与左侧母线相连的常开触点,某STL触点接通,则对应的状态为活动步;2)与STL触点相连的触点应用LD或LDI指令,只有执行完RET后才返回左侧母线;3)STL触点可直接驱动或通过别的触点驱动Y、M、S、T等元件的线圈;4)由于PLC只执行活动步对应的电路块,所以使用STL指令时允许双线圈输出(顺控程序在不同的步可多次驱动同一线圈);5) STL触点驱动的电路块中不能使用MC和MCR指令,但可以用CJ指令;6)在中断程序和子程序内,不能使用STL指令。
-
plc
+关注
关注
5045文章
14441浏览量
483574 -
编程
+关注
关注
90文章
3707浏览量
96765
原文标题:PLC编程要记住一些常用指令
文章出处:【微信号:gk-plc,微信公众号:工控PLC网】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
贴片电容精度J±5%的一些详细知识

对浮点指令扩展中一些问题的解决与分享
蜂鸟E203的浮点指令集F的一些实现细节
RISC-V V扩展的指令代码
PLC现场工程师工具携带指南

请问JLink如何取消记住选项的功能?
Debian和Ubuntu哪个好一些?
树莓派在自动化控制项目中的一些潜在应用

PLC应用技巧,轻松解决PLC故障
DLP4100进行编程控制可以使用什么软件啊?
锂电储能系统厂家推荐读:自家的 84V 电池组到底该配多大的充电器呢?






 工商网监
工商网监
评论