 Labview 与 三菱PLC MC/MX 通讯,自动化检测程序
Labview 与 三菱PLC MC/MX 通讯,自动化检测程序

关键词:PLC通讯+不合格项统计+数据库存储+数据筛选及EXCEL数据导出
一.测试项目 前面版
与PLC通过MC/MX通讯,读取测量结果
自动判断试验结果,合格:绿底黑字,不合格:红底黑字,未试验:黄底黑字
试验结果表格显示。不合格项 白底红字。
PLC心跳检测。

图1:测试项目 前面版
二.测试项目 数据库查询和EXCEL数据导出
按时间+序列号+合格项 数据库查询
数据EXCEL数据导出
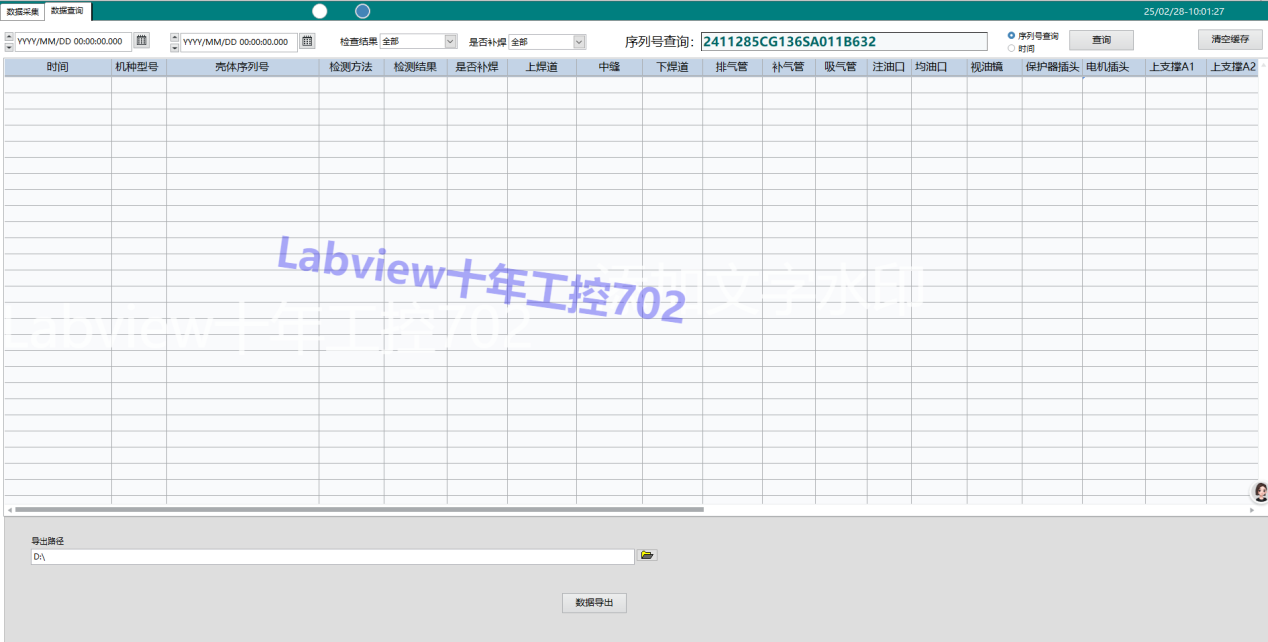
图2:测试项目 数据库查询和EXCEL数据导出
总体框架采用消息队列和生产者消费者
数据库与表格操作采用面向对象编程
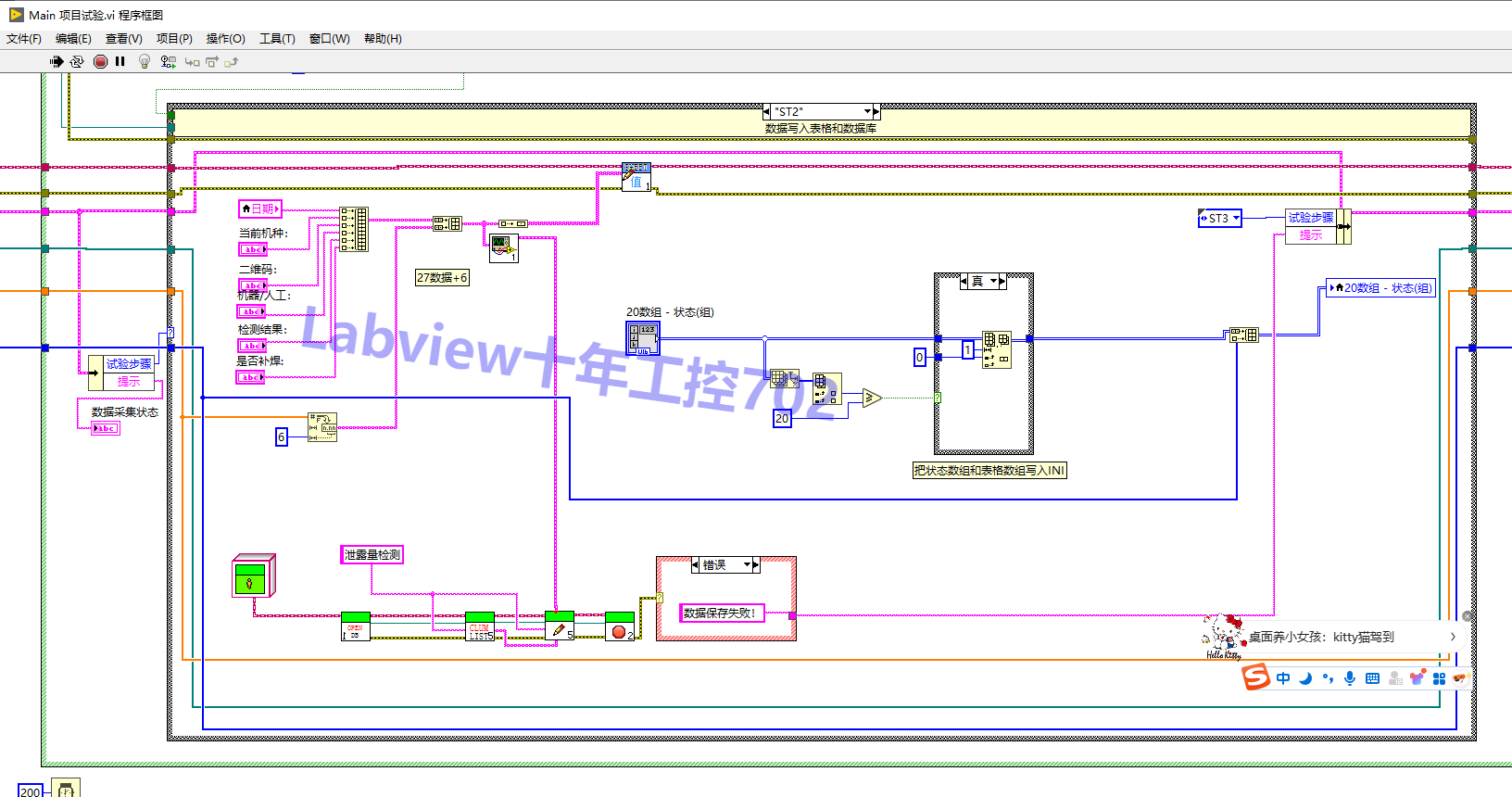
图3:Labview编程框架
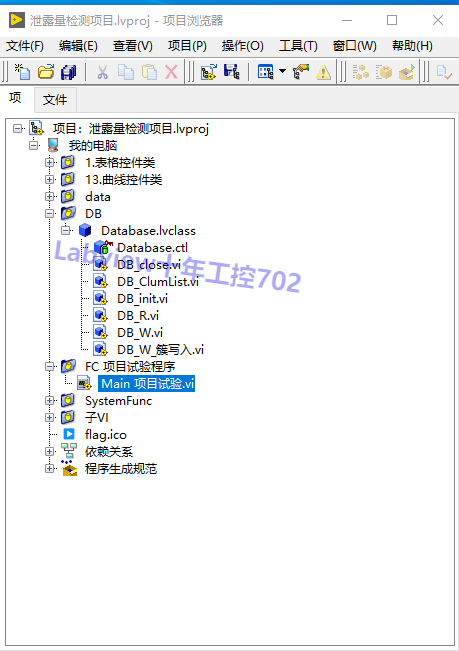
图4:数据库面向对象编程
四.SQL数据库
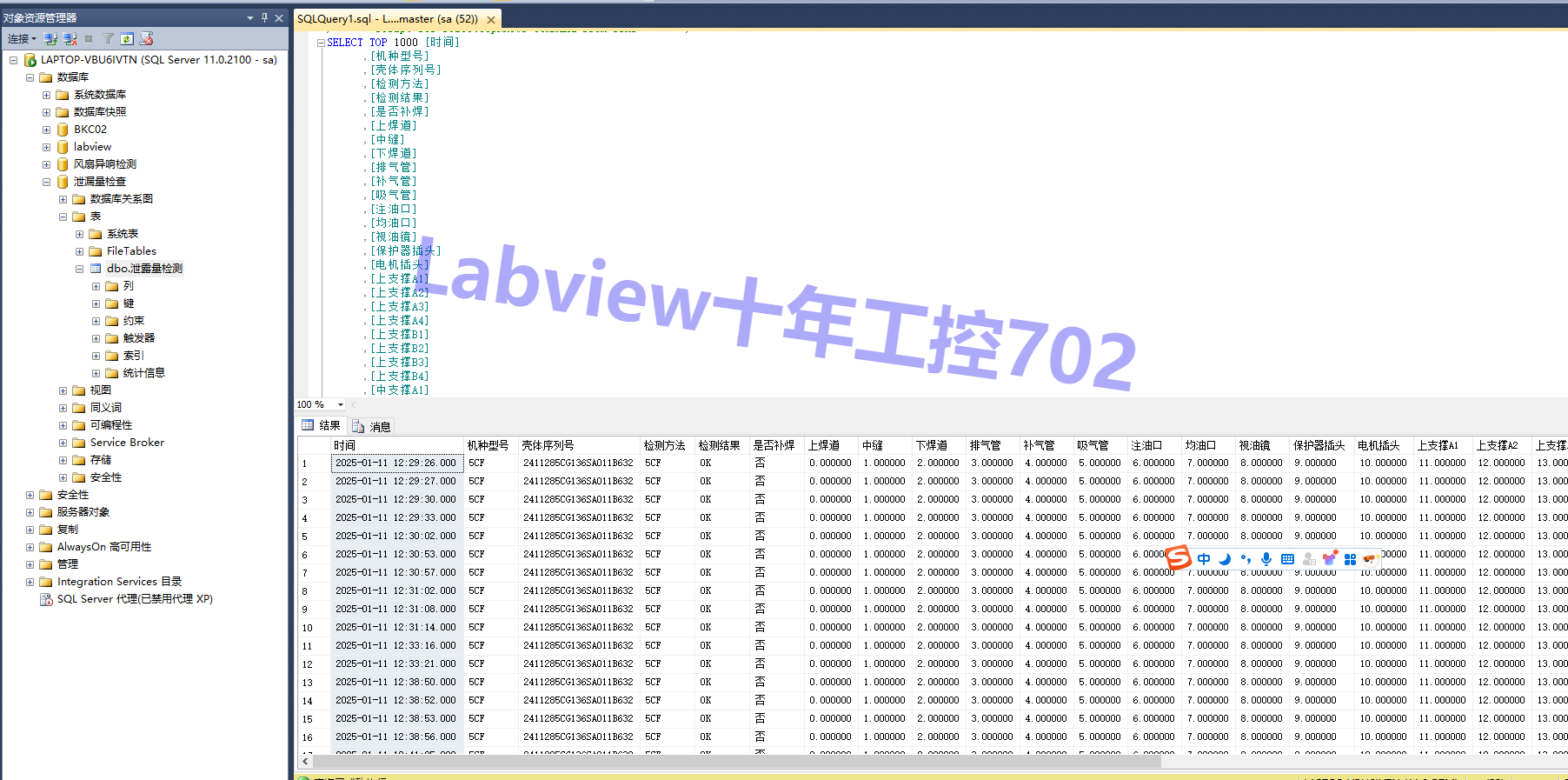
图5:SQL数据库
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
plc
+关注
关注
5052文章
14879浏览量
489086 -
LabVIEW
+关注
关注
2022文章
3689浏览量
349063
发布评论请先 登录
相关推荐
热点推荐
神奇!耐达讯自动化CClinkie转Ethernet Ip网关打破协议枷锁,让三菱PLC与IO模块高效协同运转
一、背景 在工业自动化领域,不同设备往往采用不同的通信协议,这就导致了协议不兼容的问题。以三菱PLC(采用CC - Link IE协议)与IO模块(采用Ethernet Ip协议)为例,它们无法

耐达讯自动化CC linkie转Devicenet网关:架起三菱PLC与电导率仪跨协议“沟通之桥”
在工业自动化领域,不同品牌和类型的设备往往采用不同的通信协议,这就导致了协议不兼容的问题。在一个工业生产场景中,某化工企业采用三菱PLC作为控制系统的核心,其支持CC - Link IE协议,而现场

耐达讯自动化CC-Link IE转DeviceNet网关:破解三菱与欧姆龙PLC协同壁垒的工业实践
在工业自动化升级浪潮中,多品牌、多协议设备共存是普遍现状。日系三菱PLC主导的CC-Link IE网络与欧姆龙等品牌常用的DeviceNet现场总线之间,因协议异构形成的“数据孤岛”,严重制约了产线

物流仓储自动化升级:三菱 FX2N PLC 以太网模块实现上位机与三菱触摸屏智能通讯
一、项目背景 仓储物流行业正朝着自动化、智能化方向快速发展,自动化立体仓库、AGV 搬运、智能分拣等设备已成为仓储物流的核心装备,而三菱 FX2N

三菱 FX2N PLC 借助以太网模块实现监控仓储物流自动化应用配置案例
一、项目背景 仓储物流行业正朝着自动化、智能化方向快速发展,自动化立体仓库、AGV 搬运、智能分拣等设备已成为仓储物流的核心装备,而三菱 FX2N

CCLinkIE转EtherCAT协议转换网关:三菱PLC与倍福系列IO模块通讯案例
一、项目背景 在汽车制造行业,某汽车零部件制造企业正在建设一条高度自动化的汽车车身焊接生产线。该生产线上,三菱PLC作为CCLinkIE协议的主站,用于控制和管理生产线的整体流程;而生
三菱FX3S PLC借助于PLC以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例
产线进行升级改造。该企业生产线中大量使用了三菱FX3S系列PLC来控制自动化设备, 但由于原有PLC不具备以太网接口 ,无法满足上位机对设备数据的实时监控以及与触摸屏的高效通信需求。所

三菱PLC数据采集实现变频器远程监控与远程控制
线采用三菱PLC(FX3U)接入多台变频器进行控制,要求将PLC数据采集到组态上位机中,以提供多种可视化的生产管理应用。对此,物通博联提供基于工业智能网关的


三菱PLC如何实现与西门子PLC的profinet通讯?
在工业自动化领域,不同品牌PLC之间的通讯一直是一个挑战。特别是当涉及到三菱PLC与西门子PLC

三菱PLC与西门子PLC如何实现485通讯?
在工业自动化领域,不同品牌PLC之间的通信一直是工程师们关注的焦点。本文将深入探讨兴达易控Modbus RTU转Profinet网关(XD-MDPN100)在三菱PLC与西门子

三菱PLC与西门子PLC如何实现互通?看这篇就够了!
在工业自动化领域,不同品牌设备间的互联互通常因协议差异形成技术壁垒。以三菱FX系列PLC与西门子S7-1200 PLC的通讯为例,前者通过4

如何实现ModbusRTU转ProfibusDP网关与三菱PLC的完美通讯!
在现代工业自动化系统中,不同设备和系统之间的互联互通是实现高效生产的关键。三菱PLC(可编程逻辑控制器)作为工业控制领域的知名品牌,其与各种设备之间的通信需求日益增多。兴达易控 ModbusRTU转

三菱PLC使用BD板控制2台变频器轮询案例
在工业自动化控制中,变频器的通讯控制十分常见。多台变频器的控制需要涉及到轮询的概念,下面以三菱PLC 搭配 BD 板控制 2 台海普蒙特的变频器为案例,带大家掌握轮询的概念。

ModbusRTU转profibusDP网关接三菱变频器与PLC通讯
与使用profibusDP协议的系统进行无缝通讯。特别是当涉及到三菱变频器和PLC(可编程逻辑控制器)时,这种转换变得尤为重要。



评论