 升温-保温-回流过程和RTS温度曲线讲解
升温-保温-回流过程和RTS温度曲线讲解

引言:
当锡膏至于一个加热的环境中,锡膏回流分为五个阶段;本文主要讲解升温—保温—回流过程和RTS温度曲线两个模块。
得益于升温-到-回流的回流温度曲线
许多旧式的炉倾向于以不同速率来加热一个装配上的不同零件,取决于回流焊接的零件和线路板层的颜色和质地。一个装配上的某些区域可以达到比其它区域高得多的温度,这个温度变化叫做装配的D T。如果D T大,装配的有些区域可能吸收过多热量,而另一些区域则热量不够。这可能引起许多焊接缺陷,包括焊锡球、不熔湿、损坏元件、空洞和烧焦的残留物。
为什么和什么时候保温
保温区的唯一目的是减少或消除大的D T。保温应该在装配达到焊锡回流温度之前,把装配上所有零件的温度达到均衡,使得所有的零件同时回流。由于保温区是没有必要的,因此温度曲线可以改成线性的升温-到-回流(RTS)的回流温度曲线。
应该注意到,保温区一般是不需要用来激化锡膏中的助焊剂化学成分。这是工业中的一个普遍的错误概念,应予纠正。当使用线性的RTS温度曲线时,大多数锡膏的化学成分都显示充分的湿润活性。事实上,使用RTS温度曲线一般都会改善湿润。
升温-保温-回流
升温-保温-回流(RSS)温度曲线可用于RMA或免洗化学成分,但一般不推荐用于水溶化学成分,因为RSS保温区可能过早地破坏锡膏活性剂,造成不充分的湿润。使用RSS温度曲线的唯一目的是消除或减少DT。
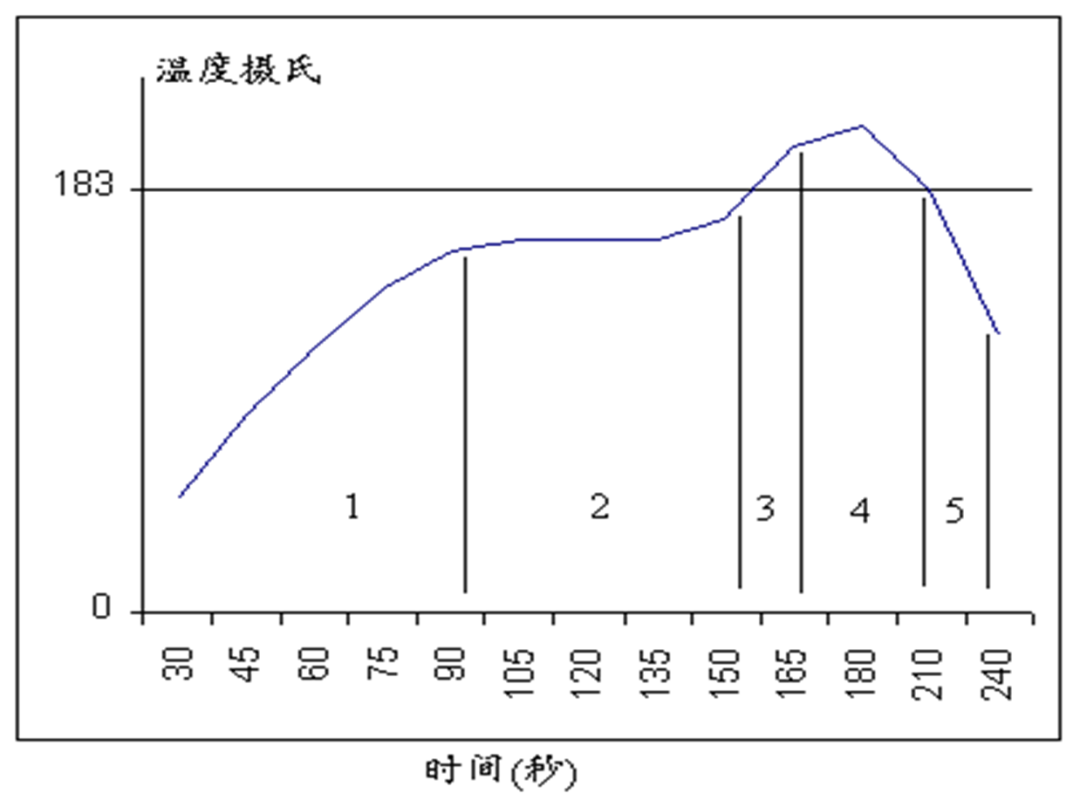
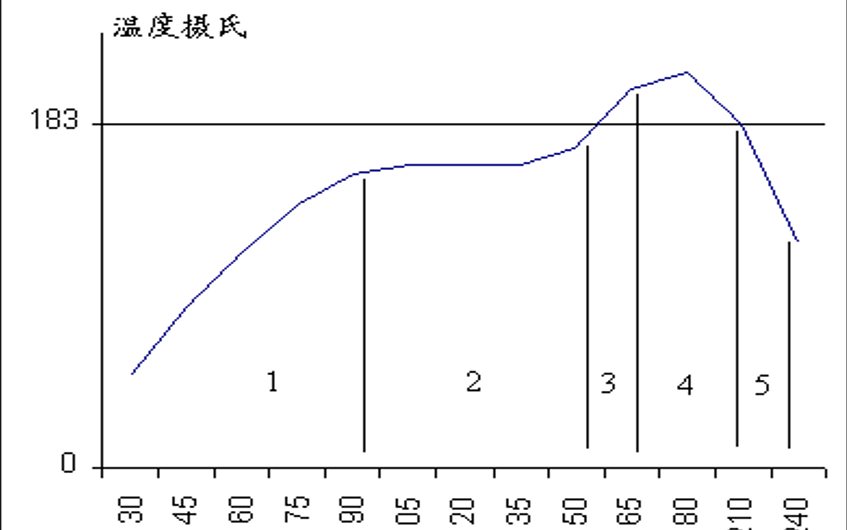
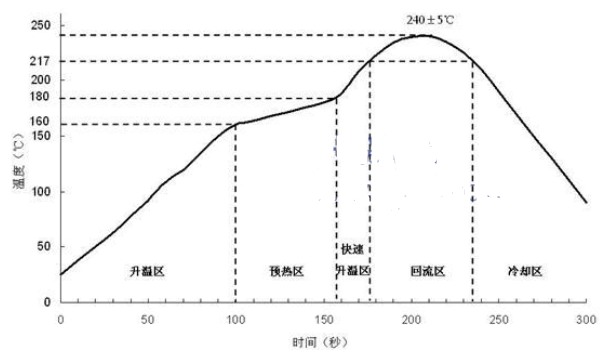
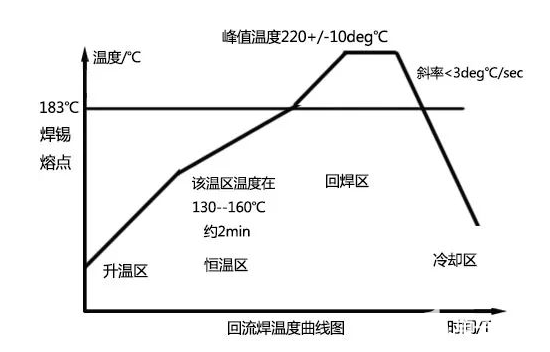
RSS温度曲线开始以一个陡坡温升,在90秒的目标时间内大约150° C,最大速率可达2~3°C。随后,在150~170° C之间,将装配板保温90秒钟;装配板在保温区结束时应该达到温度均衡。保温区之后,装配板进入回流区,在183° C以上回流时间为60(± 15)秒钟。
整个温度曲线应该从45° C到峰值温度215(± 5)° C持续3.5~4分钟。冷却速率应控制在每秒4° C。一般,较快的冷却速率可得到较细的颗粒结构和较高强度与较亮的焊接点。可是,超过每秒4° C会造成温度冲击。
RTS温度曲线可用于任何化学成分或合金,为水溶锡膏和难于焊接的合金与零件所首选。RTS温度曲线比RSS有几个优点。RTS一般得到更光亮的焊点,可焊性问题很少,因为在RTS温度曲线下回流的锡膏在预热阶段保持住其助焊剂载体。这也将更好地提高湿润性,因此,RTS应该用于难于湿润的合金和零件。
因为RTS曲线的升温速率是如此受控的,所以很少机会造成焊接缺陷或温度冲击。另外,RTS曲线更经济,因为减少了炉前半部分的加热能量。此外,排除RTS的故障相对比较简单,有排除RSS曲线故障经验的操作员应该没有困难来调节RTS曲线,以达到优化的温度曲线效果。
设定RTS温度曲线
RTS曲线简单地说就是一条从室温到回流峰值温度的温度渐升曲线,RTS曲线温升区其作用是装配的预热区,这里助焊剂被激化,挥发物被挥发,装配准备回流,并防止温度冲击。RTS曲线典型的升温速率为每秒0.6~1.8° C。升温的最初90秒钟应该尽可能保持线性。
RTS曲线的升温基本原则是,曲线的三分之二在150°C以下。在这个温度后,大多数锡膏内的活性系统开始很快失效。因此,保持曲线的前段冷一些将活性剂保持时间长一些,其结果是良好的湿润和光亮的焊接点。
RTS曲线回流区是装配达到焊锡回流温度的阶段。在达到150° C之后,峰值温度应尽快地达到,峰值温度应控制在215(± 5)° C,液化居留时间为60(± 15)秒钟。液化之上的这个时间将减少助焊剂受夹和空洞,增加拉伸强度。和RSS一样,RTS曲线长度也应该是从室温到峰值温度最大3.5~4分钟,冷却速率控制在每秒4° C。
排除RTS曲线的故障
排除RSS和RTS曲线的故障,原则是相同的:按需要,调节温度和曲线温度的时间,以达到优化的结果。时常,这要求试验和出错,略增加或减少温度,观察结果。以下是使用RTS曲线遇见的普遍回流问题,以及解决办法。
1、焊锡球
许多细小的焊锡球镶陷在回流后助焊剂残留的周边上。在RTS曲线上,这个通常是升温速率太慢的结果,由于助焊剂载体在回流之前烧完,发生金属氧化。这个问题一般可通过曲线温升速率略微提高达到解决。焊锡球也可能是温升速率太快的结果,但是,这对RTS曲线不大可能,因为其相对较慢、较平稳的温升。
2、焊锡珠
经常与焊锡球混淆,焊锡珠是一颗或一些大的焊锡球,通常落在片状电容和电阻周围。虽然这常常是丝印时锡膏过量堆积的结果,但有时可以调节温度曲线解决。和焊锡球一样,在RTS曲线上产生的焊锡珠通常是升温速率太慢的结果。这种情况下,慢的升温速率引起毛细管作用,将未回流的锡膏从焊锡堆积处吸到元件下面。回流期间,这些锡膏形成锡珠,由于焊锡表面张力将元件拉向机板,而被挤出到元件边。和焊锡球一样,焊锡珠的解决办法也是提高升温速率,直到问题解决。
3、熔湿性差
熔湿性差经常是时间与温度比率的结果。锡膏内的活性剂由有机酸组成,随时间和温度而退化。如果曲线太长,焊接点的熔湿可能受损害。因为使用RTS曲线,锡膏活性剂通常维持时间较长,因此熔湿性差比RSS较不易发生。如果RTS还出现熔湿性差,应采取步骤以保证曲线的前面三分之二发生在150° C之下。这将延长锡膏活性剂的寿命,结果改善熔湿性。
4、焊锡不足
焊锡不足通常是不均匀加热或过快加热的结果,使得元件引脚太热,焊锡吸上引脚。回流后引脚看到去锡变厚,焊盘上将出现少锡。减低加热速率或保证装配的均匀受热将有助于防止该缺陷。
5、墓碑
墓碑通常是不相等的熔湿力的结果,使得回流后元件在一端上站起来。一般,加热越慢,板越平稳,越少发生。降低装配通过183° C的温升速率将有助于校正这个缺陷。
6、空洞
空洞是锡点的X光或截面检查通常所发现的缺陷。空洞是锡点内的微小“气泡” ,可能是被夹住的空气或助焊剂。空洞一般由三个曲线错误所引起:不够峰值温度;回流时间不够;升温阶段温度过高。由于RTS曲线升温速率是严密控制的,空洞通常是第一或第二个错误的结果,造成没挥发的助焊剂被夹住在锡点内。这种情况下,为了避免空洞的产生,应在空洞发生的点测量温度曲线,适当调整直到问题解决。
7、无光泽、颗粒状焊点
一个相对普遍的回流焊缺陷是无光泽、颗粒状焊点。这个缺陷可能只是美观上的,但也可能是不牢固焊点的征兆。在RTS曲线内改正这个缺陷,应该将回流前两个区的温度减少5° C;峰值温度提高5° C。如果这样还不行,那么,应继续这样调节温度直到达到希望的结果。这些调节将延长锡膏活性剂寿命,减少锡膏的氧化暴露,改善熔湿能力。
8、烧焦的残留物
烧焦的残留物,虽然不一定是功能缺陷,但可能在使用RTS温度曲线时遇见。为了纠正该缺陷,回流区的时间和温度要减少,通常5° C。
结论
RTS温度曲线不是适于每一个回流焊接问题的万灵药,也不能用于所有的炉或所有的装配。可是,采用RTS温度曲线可以减少能源成本、增加效率、减少焊接缺陷、改善熔湿性能和简化回流工序。这并不是说RSS温度曲线已变得过时,或者RTS曲线不能用于旧式的炉。无论如何,工程师应该知道还有更好的回流温度曲线可以利用。
注:所有温度曲线都是使用Sn63/Pb37合金,183° C的共晶熔点。
群焊的温度曲线
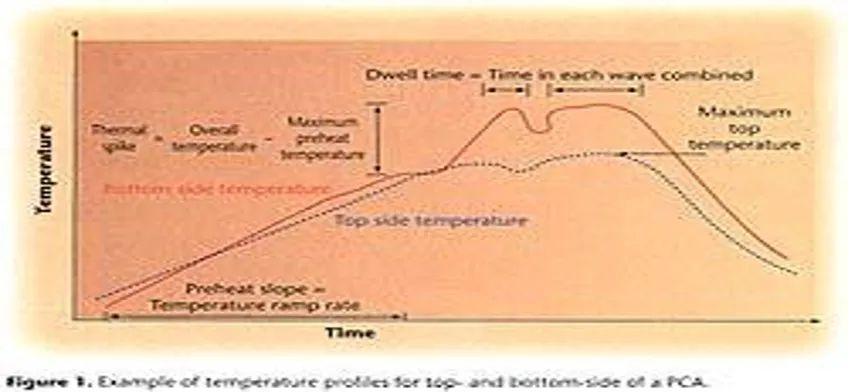
作温度曲线是一个很好的直观化方法,保持对回流焊接或波峰焊接工艺过程的跟踪。通过绘制当印刷电路装配(PCA)穿过炉子时的时间温度曲线,可以计算在任何给定时间所吸收的热量。只有当所有涉及的零件在正确的时间暴露给正确的热量时,才可以使群焊达到完善。这不是一个容易达到的目标,因为零件经常有不同的热容量,并在不同的时间达到所希望的温度。
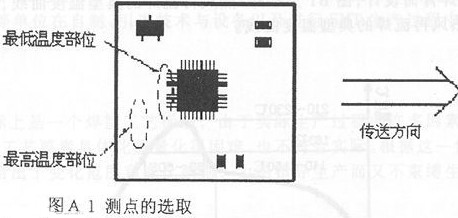
经常我们看到在一个PCA上不只一种大小的焊点,同一个温度曲线要熔化不同数量的焊锡。需要考虑PCA的定位与方向、热源位置与设备内均匀的空气循环,以给焊接点输送正确的热量。许多人从经验中了解到,大型元件底部与PCA其它位置的温度差别是不容忽视的。
为什么得到正确的热量是如此重要呢?当焊接点不得到足够的热量,助焊剂可能不完全激化,焊接合金可能未完全熔化。在最终产品检查中,可能观察到冷焊点(cold solder)、元件竖立(tomb-stoning)、不湿润(non-wetting)、锡球/飞溅(solder ball/splash)等结果。另一方面,如果吸收太多热量,元件或板可能被损坏。最终结果可能是元件爆裂或PCB翘曲,同时不能经受对长期的产品可靠性的影响。
对于波峰焊接,装配已经部分地安装了回流焊接的表面贴装元件。已回流的焊接点可能回到一个液化阶段,降低固态焊点的位置精度。
除了热的数量之外,加热时间也是重要的。PCA温度必须以预先决定的速率从室温提高到液化温度,而不能给装配带来严重的温度冲击。这个预热,或升温阶段也将在助焊剂完全被激化之前让其中的溶剂蒸发。重要的是要保证,装配上的所有零件在上升到焊接合金液化温度之前,以最大的预热温度达到温度平衡。这个预热有时叫作“驻留时间”或“保温时间”。
对于蒸发锡膏内的挥发性成分和激化助焊剂是重要的。在达到液化温度之后,装配应该有足够的时间停留在该温度之上,以保证装配的所有区域都达到液化温度,适当地形成焊接点。如果在装配中有表面贴装胶要固化,固化时间和温度必须与焊接温度曲线协调。
在焊接点形成之后,装配必须从液化温度冷却超过150°C到室温。同样,这必须一预先确定的速度来完成,以避免温度冲击。稳定的降温将给足够的时间让熔化的焊锡固化。这也将避免由于元件与PCB之间的温度膨胀系数(CTE)不同所产生的力对新形成的焊接点损坏。
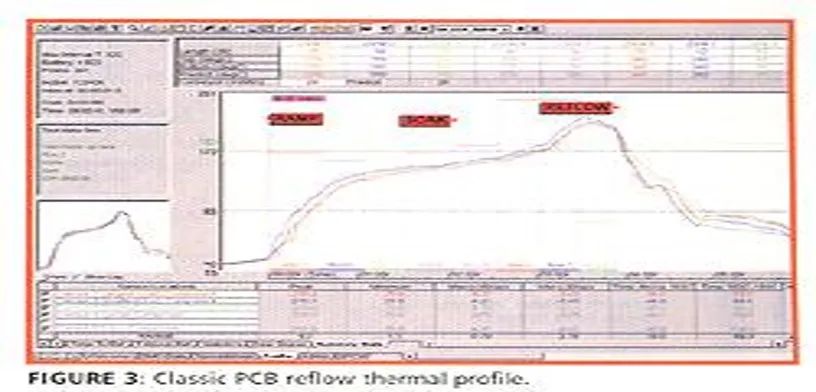
经典印刷电路板(PCB)的温度曲线(profile)作图,涉及将PCB装配上的热电偶连接到数据记录曲线仪上,并把整个装配从回流焊接炉中通过。作温度曲线有两个主要的目的:1) 为给定的PCB装配确定正确的工艺设定,2) 检验工艺的连续性,以保证可重复的结果。通过观察PCB在回流焊接炉中经过的实际温度(温度曲线),可以检验和/或纠正炉的设定,以达到最终产品的最佳品质。
经典的PCB温度曲线将保证最终PCB装配的最佳的、持续的质量,实际上降低PCB的报废率,提高PCB的生产率和合格率,并且改善整体的获利能力。
回流工艺
在回流工艺过程中,在炉子内的加热将装配带到适当的焊接温度,而不损伤产品。为了检验回流焊接工艺过程,人们使用一个作温度曲线的设备来确定工艺设定。温度曲线是每个传感器在经过加热过程时的时间与温度的可视数据集合。通过观察这条曲线,你可以视觉上准确地看出多少能量施加在产品上,能量施加哪里。温度曲线允许操作员作适当的改变,以优化回流工艺过程。
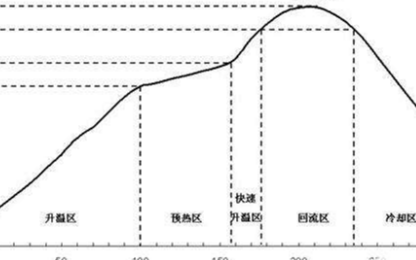
一个典型的温度曲线包含几个不同的阶段 -初试的升温(ramp)、保温(soak)、向回流形成峰值温度(spike to reflow)、回流(reflow)和产品的冷却(cooling)。作为一般原则,所希望的温度坡度是在2~4°C范围内,以防止由于加热或冷却太快对板和/或元件所造成的损害。
在产品的加热期间,许多因素可能影响装配的品质。最初的升温是当产品进入炉子时的一个快速的温度上升。目的是要将锡膏带到开始焊锡激化所希望的保温温度。最理想的保温温度是刚好在锡膏材料的熔点之下 - 对于共晶焊锡为183°C,保温时间在30~90秒之间。
保温区有两个用途:1) 将板、元件和材料带到一个均匀的温度,接近锡膏的熔点,允许较容易地转变到回流区,2) 激化装配上的助焊剂。在保温温度,激化的助焊剂开始清除焊盘与引脚的氧化物的过程,留下焊锡可以附着的清洁表面。向回流形成峰值温度是另一个转变,在此期间,装配的温度上升到焊锡熔点之上,锡膏变成液态。
一旦锡膏在熔点之上,装配进入回流区,通常叫做液态以上时间(TAL, time above liquidous)。回流区时炉子内的关键阶段,因为装配上的温度梯度必须最小,TAL必须保持在锡膏制造商所规定的参数之内。产品的峰值温度也是在这个阶段达到的 - 装配达到炉内的最高温度。
必须小心的是,不要超过板上任何温度敏感元件的最高温度和加热速率。例如,一个典型的钽电容具有的最高温度为230°C。理想地,装配上所有的点应该同时、同速率达到相同的峰值温度,以保证所有零件在炉内经历相同的环境。在回流区之后,产品冷却,固化焊点,将装配为后面的工序准备。控制冷却速度也是关键的,冷却太快可能损坏装配,冷却太慢将增加TAL,可能造成脆弱的焊点。
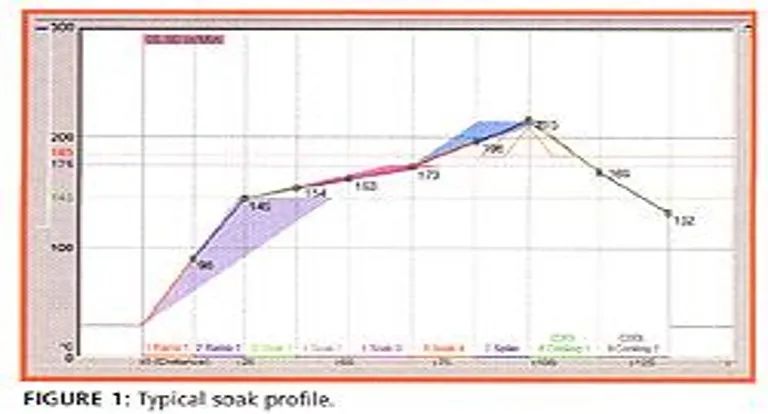
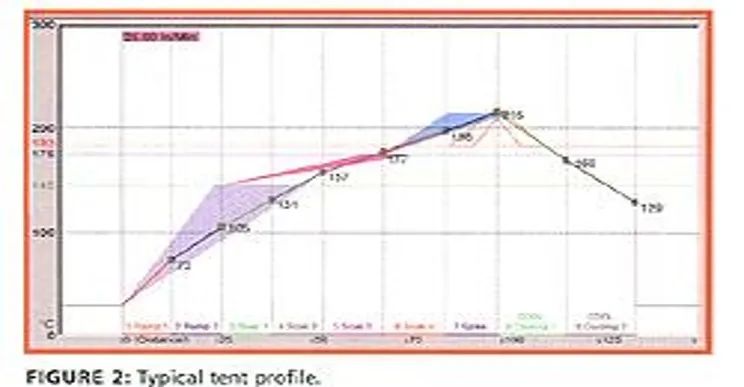
在回流焊接工艺中使用两种常见类型的温度曲线,它们通常叫做保温型(soak)和帐篷型(tent)温度曲线。在保温型曲线中,如前面所讲到的,装配在一段时间内经历相同的温度。帐篷型温度曲线是一个连续的温度上升,从装配进入炉子开始,直到装配达到所希望的峰值温度。
典型的保温型温度曲线:
典型的帐篷型温度曲线:
所希望的温度曲线将基于装配制造中使用的锡膏类型而不同。取决于锡膏化学组成,制造商将建议最佳的温度曲线,以达到最高的性能。温度曲线的信息可以通过联系锡膏制造商得到。最常见的配方类型包括水溶性(OA)、松香适度激化型(RMA, rosin mildly activated)和免洗型(no-clean)锡膏。
经典的PCB温度曲线系统元件
一个经典的PCB温度曲线系统由以下元件组成:
•数据收集曲线仪,它从炉子中间经过,从PCB收集温度信息。
•热电偶,它附着在PCB上的关键元件,然后连接到随行的曲线仪上。
•隔热保护,它保护曲线仪被炉子加热。
•软件程序,它允许收集到的数据以一个格式观看,迅速确定焊接结果和/或在失控恶劣影响最终PCB产品之前找到失控的趋势。
读出与评估温度曲线数据
锡膏制造商一般对其锡膏配方专门有推荐的温度曲线。应该使用制造商的推荐来确定一个特定工艺的最佳曲线,与实际的装配结果进行比较。然后可能采取步骤来改变机器设定,以达到特殊装配的最佳结果。
总结
做温度曲线是PCB装配中的一个关键元素,它用来决定过程机器的设定和确认工艺的连续性。没有可测量的结果,对回流工艺的控制是有限的。咨询一下锡膏供应商,查看一下元件规格,为一个特定的工艺确定最佳的曲线参数。通过实施经典PCB温度曲线和机器的品质管理温度曲线的一个正常的制度,PCB的报废率将会降低,而质量与产量都会改善。结果,总的运作成本将减低。
任选选老师擅长SMT贴片回流与DIP制程中的异常分析及改善,拥有多项技术改造专利;军工,航空航天,工控医疗的PCBA具备深厚加工经验;具备多个上市公司SMT制程管理经验,现服务于PCBA样板生产上市公司。
审核编辑:汤梓红
-
pcb
+关注
关注
4423文章
24027浏览量
427185 -
RSS
+关注
关注
1文章
34浏览量
12910 -
温度曲线
+关注
关注
0文章
7浏览量
8082 -
回流焊
+关注
关注
14文章
542浏览量
18633
原文标题:专家说 | 回流焊PCB温度曲线讲解(下)
文章出处:【微信号:CEIA电子智造,微信公众号:CEIA电子智造】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
理解锡膏的回流过程 怎样设定锡膏回流温度曲线
请问回流炉曲线是如何设置的?
详细分享怎样设定锡膏回流焊温度曲线?
回流炉工艺的测试步骤及温度曲线的分段介绍
针对热风回流焊温度曲线的区域进行讲解
如何对小型台式回流焊机设置合理的温度曲线
表面黏着技术的回流焊溫度曲线分析
PCBA制造过程中的几种典型温度曲线的分析
关于八温区回流焊炉的温度曲线的详细讲解
掌握焊接技巧:八温区回流焊炉温度曲线精要分析




评论