 基石数据:TOC-数字化实施-珠海篇(十八)
基石数据:TOC-数字化实施-珠海篇(十八)

基石数据在珠海有实施了3个项目,TOC项目还有一个还在软板厂施行,其中有一家现在把计划部给撤了,有自己的TOC铁三角来实施工厂大部分的生产运营,接下来就是等工厂搬完后的数字化项目推进和实施。
这篇文章主要谈下另外一家PCB工厂的TOC实施和改善情况,这个工厂比较有特殊性,在TOC理念实施过程中还是具有碎片化的代表性。
企业是一家上市公司,在珠海和广州都有工厂,小批量为主,一个月型号在单一工厂有8000种,含不同工艺,客户群体比较特殊,材料特殊,需求也特殊,数量特别零散。
每天正常要安排280个不同型号和不同工艺的板,在2020年初,疫情过后他们公司准备开始智能制造。
因为算是央企,他们在2017年开始就准备智能制造转型,我们也曾经帮他们做过钻机系统。
他们有自己的特点,erp是他们自己写的,也有很多功能,正常的erp功能外,还增加自己需要的很多功能,慢慢erp系统跑不动了。
当然,十几二十年的系统架构本身也是问题,加上加了很多不该是erp的功能在里面,所以系统慢,为了做数字化和智能制造,准备采用西门子系统,但SCADA的功能,西门子对老旧设备,当然所有的做scada的厂家都存在统一的问题!
如何对没有plc的设备,及不统一的plc接口进行对接,在没有plc的设备改造过程是一个工程量比较大的工作,也非一般的scada厂家能做的,原则上要通过专业的设备商来解决,但PCB行业设备门类众多,年代不同,厂家倒闭等等诸多问题都是难度极大和工作量不小的事情。
这些工作有时候甲方是一厢情愿,所以在对这个工厂的沟通中,甲方的对EAP和智能制造的认识误区也进行沟通和梳理。
另外一个就是甲方想通过设备自动化及设备改造来解决产线不合理的生产逻辑流程,这个是大错误问题。
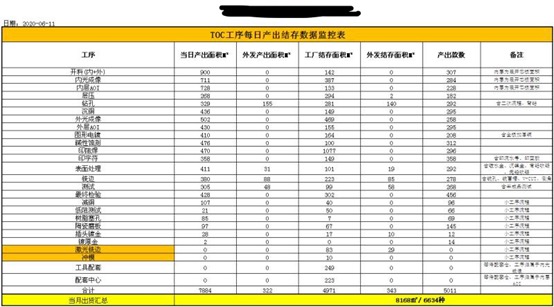
基石团队在2020年6月10号开始进入珠海厂工作,大概的问题确定在阻焊,板多,阻焊翻洗率高,清单不好,为了出产量堆着做,挑着做,所以周转率不好,大概就是0.5倍左右,同时尾数板要放在暗房好几天,和传统的pcb工厂下达生产任务没有差别,下面是6月10号的结存:
现场答疑:
问:丝印计划前置排单规则:第N日下午17点,根据FQC的出货需求,将3天(或2天?或4天?根据总任务量需求调整?)内要求出货的清单?
答:天数=阻焊-FQC的结存/FQC每日平均产出,只有阻焊到FQC的结存越低流动才能越快。
问:排出来作为丝印工序第(N+1)日的计划任务单。该(N+1)日排单总量是按照丝印工序日产能的100%执行?还是按照80%或者其它比例执行?
答:100%,前提是要知道阻焊的排产需求,否则阻焊可能没有办法按要求达成!
问:所排任务单在排单当日(第N日)是否必须是已经在丝印工序的结存板?如果FQC的出货需求订单并未在丝印,而是在丝印之前的工序或者在丝印之后的工序,该如何处置?
答:在阻焊之后工序的情况:假设阻焊所有订单按列队生产入库的时间需要3天,那在阻焊之后工序的订单入库的时间肯定比3天时间短,因此满足客户出货需求;在阻焊之前工序的情况:可以标明订单所在的工序,但是要确保明天这个订单必须到阻焊,否则排在阻焊的计划单上没有意义,因为没有办法完成。另这个阻焊前的比例应小于阻焊计划单的10%。
问:由于排单在第N日下午17点,而所排任务单要求是在第(N+1)日08:00~第(N+2)日08:00这24小时内完成,那么从第N日下午17点~第(N+1)日08:00这个时段,是否只有在第(N-1)日下午17点所排出的计划任务单全部完成后,若有空余产能,才可以提前生产第N日下午17点所排出的计划任务单?
答:若(N-1)日的排单生产完成生产第N日的排单)。
问:这个“提前生产”就是所谓的“插单”行为?
答:不属于,设备正常生产,但根本是列队生产。
问:所排任务单要求是在第(N+1)日08:00~第(N+2)日08:00这24小时内完成,期间的生产顺序可以由生产自行管控吗?
答:暂时不建议完全按顺序生产,针对产品类型设备需要一定的调整性,目前刚开始执行计划的排产可能没有办法达到这种要求)。
问:还是说在排单时同时排出了这些订单的顺序,生产在这24小时的周期内还必须按照次序生产?
答:暂时不建议完全按顺序生产,针对产品类型设备需要一定的调整性,目前刚开始执行计划的排产可能没有办法达到这种要求)。
问:该次序是如何监控执行?
答:暂时不建议完全按顺序生产,针对产品类型设备需要一定的调整性,目前刚开始执行计划的排产可能没有办法达到这种要求)。
问:如果不用排出次序,生产在拿到清单进入考核周期后,可自行挑选生产,直至在这一周期内将全部清单完成,那么有可能存在清单中最紧急的订单被安排在最后转出,最差的情况就是最紧急的订单被等待了24小时才转出,同时这种情况下,丝印之后的工序如何考核呢?
答:可以给部分型号标注特急,需要优先生产,生产自行考虑搭配,当然需要特急的前提是无法满足,天数=阻焊-FQC的结存/FQC每日平均产出的情况下)
问:丝印在最后一刻将此订单转入下工序,下工序不做排单的话,该订单只能随波逐流,无法以最快的进度流转入库?
答:结存拉低他就没有这些事情。
问:若在第(N+2)日08:00还未完成第N日下午17点所排订单,这就算是计划未达成了吗?比如说在第N日下午17点共为次日排出了100个任务单,而实际到了第(N+2)日08:00还有20个任务单未完成,则指标达成率是否就是80%?
答:是的!
问:另外,这未完成的20个任务单是否顺延给了下一个周期的计划任务清单?
答:若未生产完成确认两点,1产量是否有达到标准,达标标准的情况下为什么没有按排单生产,而完成了其他订单??若是计划排产不合理为何不在第N天下午17:00拿到第N+1天计划单的时候就提出??,2未达到标准,因为什么原因没有达到标准???列队生产,生产需要优先完成N日的排单,再生产N+1的排单。
问:对应下一个周期的计划任务清单已经在第(N+1)日下午17点排好了,是否在此基础上做调整删减?
答:产量不达标的情况下需要相应减少,同时找原因解决。
问:如果丝印所排任务单是依据FQC的出货需求,那么有极大可能该任务单排出时或在它的要求完成周期内该任务单可能还未转入丝印工序,那么丝印工序的完成率该如何计算?
答:在阻焊之后工序的情况:假设阻焊所有订单按列队生产入库的时间需要3天,那在阻焊之后工序的订单入库的时间肯定比3天时间短,因此满足客户出货需求;在阻焊之前工序的情况:可以标明订单所在的工序,但是要确保明天这个订单必须到阻焊,否则排在阻焊的计划单上没有意义,因为没有办法完成。另这个阻焊前的比例应小于阻焊计划单的10%!
问:第N日下午17点该任务单排出后至第(N+1)日08:00整份清单准备生产前,其中某单任务已经被生产完成转出丝印,那么丝印工序的完成率该如何计算?
答:达成!
问:被提前完成转出的订单在丝印之后的工序是如何及时考核的?丝印之后的工序又是如何计算达成率的??
答:按列队生产流程时间管控,工序结存/工序日产出=流动时间)。
问:我们简单描述一下我公司经常出现的一种情形:FQC近3日内出货任务清单共300种,而丝印之后工序占有50种,有50种在丝印工序,另外200种还在丝印之前工序整个流程线上分布较散。此种情况如何排单?
答:控丝印前的及时生产到丝印!
问:如何确保这么久的排单周期能够准确跟踪到这300个出货任务清单在流程各工序都能被及时的安排生产和转出?
答:丝印后的列队生产,及排单达成率,工序结存/工序日产出=流动时间!
问:产线的标准结存的算法从进阻焊到出阻焊的所需要的流程时间*工序每个小时的产出+机台每小时的产出所需要的流动量*2=工序相对应的流动结存(理解成为工序自动化线)+2小时每小时的产出量=工序合理结存?
疑问1:流程时间*每小时产量=工序相对应的流动结存(理解成为工序自动化线) (理解对否?)
疑问2:机台每小时的产出所需要的流动量=每小时产出量 (理解对否?)
答:答1:都是单独设备的工序可以如此理解,线路为例若只有1台磨板线,1台贴膜机,1台曝光机,1条蚀刻线,实际曝光若为2台时,还需要加上1曝光机的结存量)答2:单独设备可以这么理解
问:丝印及后段工序排产任务单总数是按照设备产量排产,还是按照目前目标数量排产?
答:以FQC的每日入库产量排产,2,以丝印排产为主,后工序不再排单!
问:丝印后工序表面工艺非常多,按照目前一张任务清单完成后段所有工序,导致瓶颈工序生产不过来,应该如何调整?
答:丝印排产需要考虑多部门的瓶颈!

文章内容实际意义如下:
01.很多人认为TOC只适合批量生产的MTS及MTO的工厂,但这个理解是错误的,原本在TOC理念中,如果按照进入包装工序的产品不能在产线形成最小批次的连续流,它就是要碎片化,在这个基础上,这个和订单大小及订单类型关系不大,在于你对瓶颈的理解,偶尔的非瓶颈工序的型号切换对瓶颈和产出没有影响;
02.很多公司希望自动化的改造来提升产能,我们说明如下;在工厂未认识瓶颈工序,未解决瓶颈工序的产能情况下,解决非瓶颈工序的产能提升和自动化都是徒劳的,做的都是无用之功,瞎子摸象工作少做;
03.在未做流程梳理的情况下,做mes,数字化,智能制造都是事倍功半,可能还会反作用,因为系统会固化自己的生产规则,如果生产规则和理论不正确的话,用系统来固化不合理的逻辑他会固化这些不合理;
04.小插曲就是他们准备要用agv或其他方式来呼叫阻焊前工序自动来板,我们就问他,你的阻焊有两天结存,你为何还要自动呼叫来料,根本的问题,是你没有理清你要做的产品什么时候该做,什么时候不该做;
05. 这家TOC的流程梳理一样在于它他是这个行业里面小批量型号在前5名的厂家,对这类厂家还是有实际意义,它向下兼容;
-
toc
+关注
关注
0文章
33浏览量
8508 -
工业互联网
+关注
关注
28文章
4397浏览量
96502 -
基石数据
+关注
关注
0文章
18浏览量
142
发布评论请先 登录
FRED应用:数字化极坐标数据取样
数字化口腔新基石:3D打印牙科树脂的应用与优势

数字化的基础是什么
佛山制造业数字化转型的可靠伙伴:珠海盈致MES系统本地化服务实践
工业智能网关筑牢工业数字化转型基石
ALVA创新技术助力装备制造企业数字化转型
SD-WAN全球组网:企业数字化转型的智能网络基石

工业数字化云平台是什么
数字化与信息化有什么区别和联系

数字孪生可视化系统构建行业数字化智能管理生态!

光伏项目数字化平台应用实施的挑战
破解BOM管理难题:MES信息化实施中BOM管理问题




评论