 激光区域回流焊接(AREA LASER PROCESS)工艺介绍
激光区域回流焊接(AREA LASER PROCESS)工艺介绍

摘要
随着激光锡焊这种新工艺被应用,如何使焊接达到最佳的效果,锡膏如何更好的回流。关键参数比如激光光斑的照射方式和辐射时间,以及焊料的涂敷方式。如何根据产品需求确定哪些流程选择是正确的,来保证最大限度地提高效率和产量。
点锡&激光的注意项
首先需要设计合适的夹具来固定产品,以方便更好 固定产品来保证锡膏的涂敷和激光的照射。要得到一致的锡膏出锡量,每个零件需要与 Z 轴的针头保持相同的相对位置。从分配尖端底部的距离需要介于针头直径的1/4到1/6之间,以确保从针头一致,并避免出锡时如果间隙太小,可以阻止尖端。如果间隙过大, 可能会粘在针头上。
通常激光光斑在照射产品时,如果激光光斑由于 X 或Y定位错误而偏离目标,则该区域可能会过热并损坏。
这是因为不同材料对激光吸收能力不同造成,所以使用带温度保护的系统也变得至关重要。
焊接一致性问题
由于助焊剂和合金在回流过程中吸收的热量,焊膏点胶工艺的一致性对于加热过程的一致性至关重要。如果焊料不足,则可能导致过热,因为对通量蒸发和合金液化的热含量较低。如果存在过多的焊膏,则可能发生不完全回流,因为没有足够的热量来回流所有焊膏。每个产品是差异,将有多余的焊膏残留下来,激光照射来保持焊点温度,使焊点饱满。当在某些热敏产品由于锡焊的涂敷较少,同时需要激光保持的温度不会太久,所以不会导致过热产生。因此,必须评估每种产品,以确定最佳的点锡方式和涂敷量,包括过程控制的方式。
对于不允许一致物理目标进行点胶和激光回流的产品设计,零件与零件的物理变化过大会导致分配体积不一致,并导致错误点的激光加热。例如,如果端子上的导线是目标,则导线位置的变化会导致粘附到零件的方式以及导线是否被激光点充分加热。使用较大的点尺寸可以在一定程度上补偿激光位置的不准确性。
锡膏回流的原则
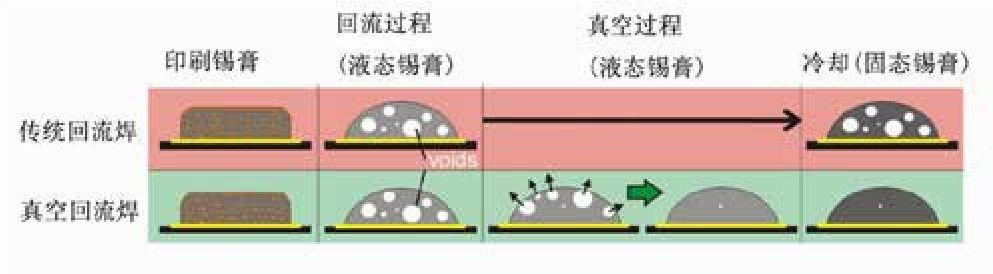
首先,我们知道当锡膏受热后,它会变得更薄,更容易扩散。这将导致它优先流向热点。越接近,越热,它流动得越快。锡膏另外一个特性,大约一半的助焊剂在加热过程 中会蒸发,剩余的物质是由不会蒸发的固体组成,这些气体是易燃的,如果过热就会点燃。它们通过在接头上方形成超饱和蒸汽层来减缓助焊剂的蒸发过程。为了最大限度地增加助焊剂蒸发并尽可能减少爆燃机会,在回流区域保持中度至强气流。适当的排气还可以保护激光光学元件免受可能的助焊剂的沉积,因为助焊剂蒸发后会附着在激光光学元件上。
由于助焊剂蒸发爆燃机会的存在,因此在消除蒸发物的能力对于激光回流时间很重要。一旦蒸发物质碳化,变成灰烬并落在产品表面,它吸收激光的比例要高得多,因为它是黑色的。被灰烬覆盖并暴露在激光下的部分会迅速过热,燃烧对温度敏感的材料,如电路上的塑料材料。
激光的应用
应用激光的最佳位置在哪里。激光作为加热方法的主要特征是非接触性、位置精度和加热量。激光每次在空间的一个点上投射一致数量的光。可能的目标选择包括焊膏沉积本身、要焊接的部分区域,最初没有焊膏,以及两者的组合。在许多应用中,粘贴将分配在要焊接的区域,激光可以针对焊膏本身。激光被助焊剂和合金吸收,蒸发助焊剂部分,液化合金,并通过熔融金属将热量转导到要焊接的表面。这种热质量成分在相对较低的热质量成分上工作良好,并且与热敏材料非常接近,因为将传导热传输到接头以外的区域时,可以最大限度地减少。
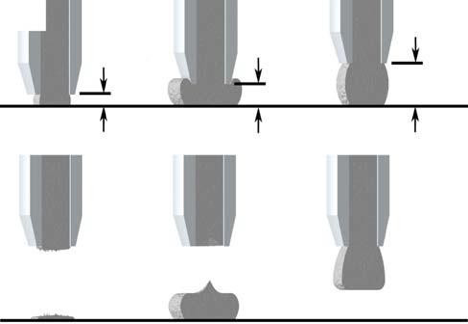
更多的热质量组件,散热良好的组件,更大的区域需要更多的热量来实现润湿。使用这些类型的零件时, 必须将部分或全部激光聚焦应用于组件和/或基板,以实现更均匀的加热。如果热量分布不当,有两种现象会干扰润湿:
如果所有的热量都直接进入焊膏,则在组件达到回流温度和润湿开始之前,可用助焊剂可以完全消耗。
焊料合金可以在部件上滚起,因为它们的温度不够高,无法润湿。在这种情况下,接触区域变得相对较小,焊料成为不良的导热。完美光滑的熔融焊料球变成更多的反射面而不是吸收面,并将激光反射到其他地方,导致灼伤不良发生。
在某些产品上,在需要传播的任何地方分发焊膏是不现实的。应用,如针孔,它更容易在一个点分配和加热产品的方式,使焊膏完全湿绕针是主要例子。用于此类接头的技术会因周围材料的热质量和热灵敏度而异。
大多数选项之一都使用良好:
聚焦激光点,同时加热焊料区域和针脚。回流速度很快,助焊剂和合金很容易在加热针脚后从通孔浸润下来。这种方式对于比较大的焊点不太可靠,因为较大焊点比较散 热,通孔的远端温度远低于激光聚焦的一面在这种情况下,可能需要在引脚的两侧进行点胶。
2. 从粘贴端将激光点聚焦在针脚的另一侧,加热针脚和环形焊盘。如果周围的材料对温度过于敏感,此过程通常需要更长的时间,因为加热速率必须足够慢,以便光斑在不损坏周围材料的情况下回流焊膏。当引脚和环达到回流温度并运行到激光聚焦的最高温度区域时,焊料将回流。
光斑大小
光斑尺寸是由光学元件和目标点的距离决定的,为了使得焊盘的加热一致性更好,激光光斑的尺寸就十分重要,如果一个光斑较小,所有的加热需要依靠光斑中心点的热传导来完成,如果光斑更大一些,加热效率就会更高,而且对于助焊剂流动会更有帮助。光斑尺寸具体取决于所使用的光学元件。不同光斑尺寸由于光能量分布的不同,需要调整激光系统的功率输出以保持能量密度。
选择终端光学器件的注意事项如下。
·热加工区域的大小:对于具有小焊点设计的应用,保持足够小的点尺寸,以保持激光能量远离接头以外的区域,以避免损坏周围材料至关重要。
·间隙:激光头安装在特定高度或角度以避免撞到夹具或其他物体的应用需要使用具有适当工作距离的透镜。
·避让:激光形成圆锥形,在焊接较高元件附近时,可能会出现一些干涉影响,这时需要选择具有较小角度的光学元件。
激光拖焊
在拖焊方式中,光斑按照线性路径完成焊盘的焊接。在光斑加热焊点时,预涂的锡膏通过激光能量吸收后润湿每个焊点。
审核编辑 黄宇
-
激光
+关注
关注
21文章
3709浏览量
69824 -
回流焊接
+关注
关注
1文章
47浏览量
9011
发布评论请先 登录
气体质量流量计和微量氧传感器在真空回流焊炉中的应用
回流焊接机PLC数据采集物联网解决方案
激光焊接技术在焊接咖啡罐工艺中的应用

激光焊接技术在焊接加强筋工艺中的应用

浅谈回流焊接技术的工艺流程
晋力达双导轨回流焊优势




激光锡焊工艺能否替代传统回流焊
激光焊接技术在焊接水表工艺中的应用

什么是回流焊,大型双导轨回流焊的优势有哪些




评论