 激光切割厚板的调试方法与技巧
激光切割厚板的调试方法与技巧

不锈钢中厚板在许多领域都是十分钟爱的一种材质,它所制造出来的产品各方面性能都十分优越,使用寿命也比较长,现已广泛应用在机械制造、建筑工程、厨具制造、轨道车辆等行业。现在不锈钢厚板大都选择激光切割,而要想切出高质量的厚板不锈钢需要掌握一定的技巧。
不锈钢厚板切割调试方法
1、喷嘴选型
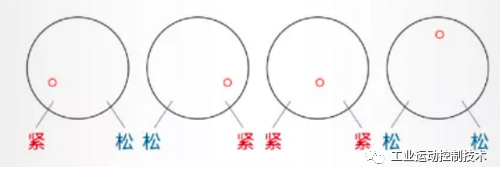
喷嘴直径大小决定了进入切口的气流形状、气体扩散面积、气体流速,从而影响了熔融物去除,切割稳定情况。进入切口的气流量大,速度快,工件在气流中的位罟恰当,喷射去除熔融物的能力越强。
 固定流量下,不同喷嘴尺寸,监控气压
固定流量下,不同喷嘴尺寸,监控气压
不锈钢越厚,喷嘴应使用越大,比例间设置越大,增大流量,才能确保压力,才能切割出正常断面效果。
同时,为保证切割效果,及保护喷嘴不受损伤。在切割加工前还需要做同轴测试,确保喷嘴与激光器输出光束同轴。
测试方法:将透明胶带纸贴至喷嘴出口端面上,调整激光输出功率进行打孔,观察透明胶带纸上是否有中心孔及中心孔的位置,同步调节镜腔手柄上的调整螺钉,直至激光在透明胶带纸上打出的孔与喷嘴中心重合。
2、频率调试
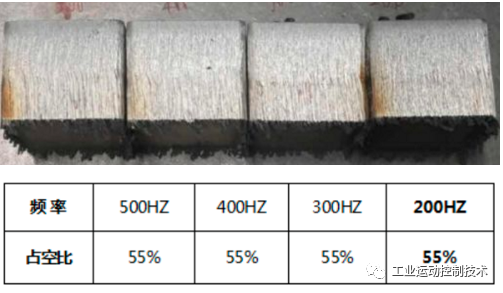
频率变化对不锈钢厚板切割的影响:频率从500-200Hz范围减小,切割断面效果变细腻,分层慢慢改善,频率设置到100Hz时,无法切割,反蓝光。通过频率的改变,找出最佳频率范围。为确保最佳切割断面,必须保证脉冲次数与单脉冲能量完美匹配。
3、占空比调试
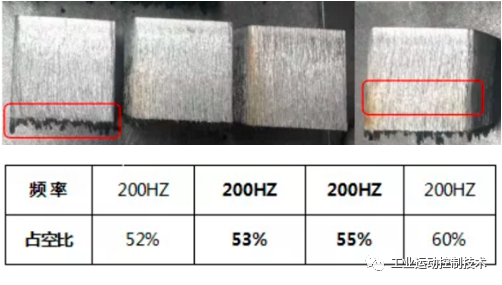
占空比变化对不锈钢厚板切割的影响:占空比53%是临界值,继续降低占空比,下表面出现未切透痕迹,占空比增大到60%,断面变粗糙,分层明显,切割表面发黄。
4、焦点选择
焦点不一样,所能切割的厚度、材质、品质也不一样,切割不同的材质和厚度,都需要调节成不同的焦点。切割前,测量出实际零焦点,更快确定最合适的切割焦点。

备注:以上是参数调试的方法,具体数值需根据不同功率激光器、不同厚度板材来确定。
(文章转载自网络,如有侵权,请联系删除)
-
激光
+关注
关注
21文章
3709浏览量
69824 -
切割
+关注
关注
0文章
120浏览量
16387
发布评论请先 登录
光纤激光切割机怎么选?2026 工业采购避坑指南

博特精密 紫外皮秒激光切割机|FPC / 超薄玻璃 / 陶瓷精密切割设备

皮秒激光切割机——博特精密高精度精密冷加工设备

PCB激光切割:外形/微孔/开槽这样做
陶瓷基板、FPCB电路基板的激光微切割应用

化工激光切割通信迷雾:Modbus转Profinet暗藏何种玄机?
您的激光切割机正被连接器所“连累”么?那就快“开盒”这款连接器吧!

物联网如何颠覆激光切割行业
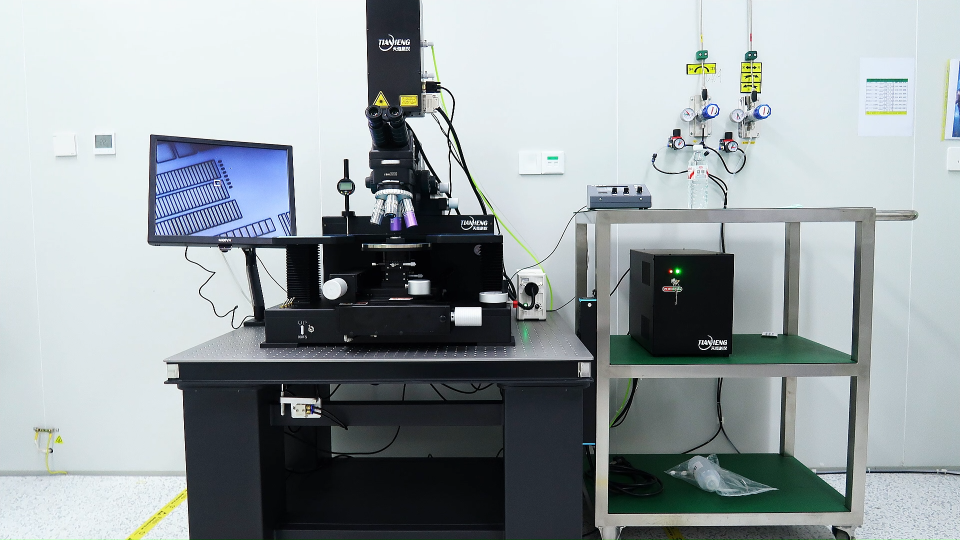
天恒科仪助力第三方检测公司搭建8英寸镭射激光切割系统
迅镭激光60000瓦超大幅面光纤激光切割机顺利交付
陶瓷基板激光切割设备的核心特点

液晶屏短路环的激光切割方案及相关 TFT-LCD 激光修复方法
对液晶面板中断路和短路的单元进行切割或熔接,实现液晶线路激光修复



评论