 “人机料法环测”对焊接产品质量进行控制
“人机料法环测”对焊接产品质量进行控制
铝合金焊接过程中出现的缺陷,将给轨道交通产品埋下巨大的安全隐患,所以在焊接过程中必须严格控制各个环节的质量。现对“人机料法环测”进行详细介绍,然后对铝合金焊接过程中出现的缺陷进行深入分析,最后对焊接质量的控制对策进行有效探究,一方面能够显著提升焊接质量,另一方面可为相关领域的研究提供参考。
引言
在轨道交通制造业中,焊接加工是一种应用普遍的加工方式,具有高强度、少用料、易成型、高性价比等优势。而铝合金焊接还具有耐腐蚀、导热性和导电性良好等特点,这就使铝合金焊接在轨道交通领域得到了广泛应用。但在铝合金焊接中也会存在气孔、裂纹等各种缺陷,对焊接产品的质量产生严重的不良影响,将导致质量成本上升,客户满意度下降,违背了质量为本的企业文化。本文主要从“人机料法环测”要素管理模式入手,对焊接产品质量进行控制。
1 、“人机料法环测”简介
“人机料法环测”是对全面质量管理理论中六个影响产品质量的主要因素的简称。人,指制造产品的人员;机,指制造产品所用的设备;料,指制造产品所使用的原材料;法,指制造产品所使用的方法;环,指产品制造过程中所处的环境;测,指测量时采取的方法。
2 、常见铝合金焊接缺陷
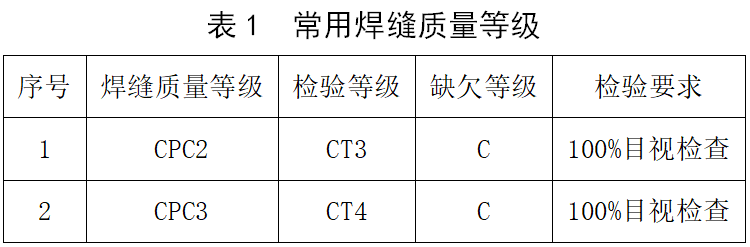
根据《铁路应用——轨道机车车辆以及轨道机车车辆部件的焊接 第三部分:设计规定》(EN 15085-3),轨道交通行业规定了车门系统铝焊部件的主要焊缝质量等级为CPC2,对应《铝及铝合金的弧焊接头缺欠质量分级指南》(ISO 10042)中评定等级C,如表1所示。该评定等级下主要缺陷包括裂纹、气孔等。
2.1、气孔缺陷
气孔是一种较为常见的焊接缺陷,在焊缝的每一处都会出现气孔,图1所示为链状气孔缺陷。在铝合金焊接过程中,产生气孔的气体以氢为主,而氢气是由电弧附近的空气因母材、焊丝等杂质燃烧分解而来。在铝合金焊接过程中,气孔是最常见的体积缺陷,其产生的空洞会减小接头受力部分,一些针状空洞会导致焊缝的松散,从而造成接头强度下降,同时机械性能也会下降。造成气孔的原因有很多,例如防护气的传输中断和不能覆盖焊区,在焊接时,车间的门窗都是敞开的,使得室内的气流加速,造成了气体防护的不利;还有焊缝处的能量偏低,水分含量过高;焊接前准备工作不到位,导致焊件和焊丝受到污染,或有杂质残余;电弧电压过高或运线速度过快,导致焊接距离过长。针对气孔缺陷,应根据图纸、执行标准和工艺规程中所规定的等级,对不合格的焊缝进行抛光,去除气孔;对过大的气孔,要彻底刨掉,然后再进行焊接。在抛光去除瑕疵时,要留意抛光深度,避免为了消除瑕疵而抛光过度,导致缺陷检出率下降,从而产生安全隐患。
2.2、裂纹缺陷
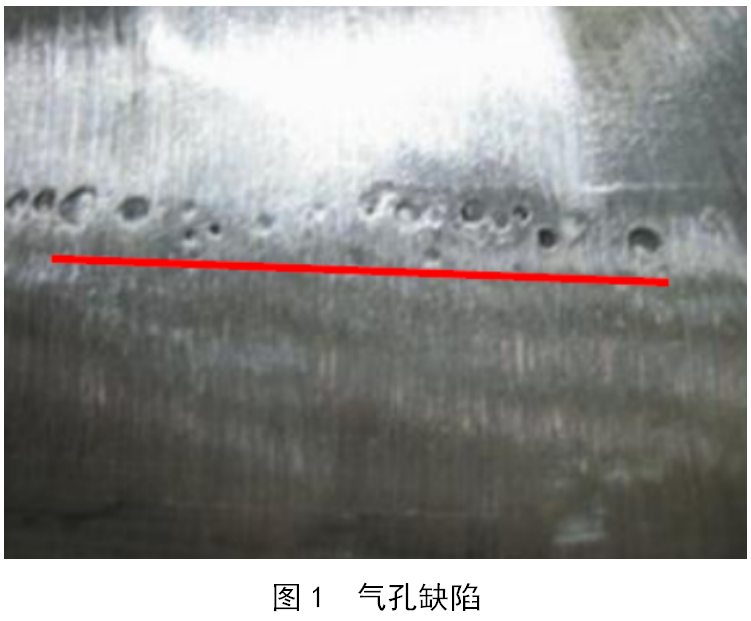
在焊接过程中,金属分子之间的键断裂,从而形成新的界面,就会出现裂纹,如图2所示。裂纹是焊缝的应力或其他易造成裂纹的原因所致,大部分裂纹都是很小的,肉眼根本看不见。针对裂纹缺陷,应通过衰减控制来减小冷却速率,合理填充弧坑,并使用弧板将弧形和收弧点扩展至焊缝外侧;焊接顺序要合理,控制好层间温度,有条件的话要提前加热,焊接后用木槌对焊缝和周边部位进行冲击,以消除应力;对裂纹的修复,要在完全消除缺陷之后,根据规定进行补焊;补焊区最多只能进行两次修复,多次修复会使补焊区温度不均匀,造成补焊区的机械性能与未补焊区相比有很大差异,从而对补焊区的使用性能产生一定影响;补焊完毕后,必须等待温度低于50 ℃再进行渗透剂的喷涂,以免在补焊区域出现冷却开裂。
3 、焊接质量控制
基于“人机料法环测”要素管理模式对焊接质量进行控制。
3.1、人的分析
铝合金焊接中,焊工的操作技能和谨慎的工作态度对保证焊接质量至关重要。
3.1.1 焊工的操作习惯
焊接过程中,为预防未按规定打磨钨针形状,清洁喷嘴内部,地线夹持、点固焊的位置、长度、质量、焊后处理不符合要求,起收弧无停顿送丝,角焊缝未包边延长等现象出现,就需要建立质量责任制,并加强对焊工的质量意识教育,规范焊工操作习惯,提高其责任心,使其养成一丝不苟的工作作风。
3.1.2 焊工的工作态度
加强焊工对图纸工艺规程的执行力,比如焊缝的位置、长度,起收弧的修磨需符合规程要求;焊接过程需严格依据WPS规定的参数进行,并且按《焊接过程记录表》项点进行记录确认,保证产品质量的可追溯性。生产中要求焊工严格执行焊接工艺规程,加强焊接工序的自检与专职检验人员的检查。焊工实行自互检时,除了关注图纸公差的检查外,还需将焊缝质量的检查落实到位,避免不合格产品流入下道工序。
3.1.3 焊工的操作技术
定期对焊工进行岗位培训,使其从理论上掌握工艺规程,从实践上提高操作技能水平。认真执行焊工考试制度,坚持焊工持证上岗,建立焊工技术档案。焊工技能与焊工证书符合性需进行评估确认,按期组织相关考核。并非所有焊工都具备特殊接头焊接技能,故而在焊接人员资源的分配上,高危及关键焊缝需指定专人专岗。
3.1.4 焊接专检人员配置
焊接专检人员需按照策划文件要求进行100%目视检查,且打磨前后均有检验要求。保证焊接专检人员配置充足,也可将渗透检验工序委外,委托相关方派遣取得ISO 9712资质的检验人员进行检验。
3.2、机的分析
焊接设备的性能及其稳定性与可靠性直接影响焊接质量。
3.2.1 焊接设备的选型
设备结构越复杂,机械化、自动化程度越高,依赖性也就越高。所以,需要选择合适的焊接设备。焊机选型时还需注意,机器人MIG送丝需均匀,避免出现烧穿、角焊缝厚度不足、起收弧缺陷等问题。对焊接设备,在使用前必须进行检查和试用,选定能符合工艺的参数,采用首件检验,确定相关调整。
3.2.2 焊接设备及工装的保养
现场焊接工装易存在油污、电弧擦伤等问题,发现损坏需及时更换。加强焊机的维护和保养,定期检测焊机的关键精度和性能项点,并建立焊机关键部位日点检制度,对工序质量控制点的设备进行重点控制。定期校验焊接设备上的电流表、电压表、气体流量计等各种仪表,保证生产时计量准确。同时,建立焊接设备状况的维护档案,为后续分析、解决问题提供思路。
3.3、料的分析
焊接生产所使用的原材料包括母材、焊接材料(焊条、焊丝、焊剂、保护气体)等,这些材料的自身质量是保证焊接产品质量的基础。
3.3.1 原材料公差控制
对焊接来说,原材料公差控制不到位,母材组对后间隙超差,可能导致焊缝开裂。因而在原材料采购合同中需明确规定满足图纸所需公差要求。
3.3.2 原材料质量控制
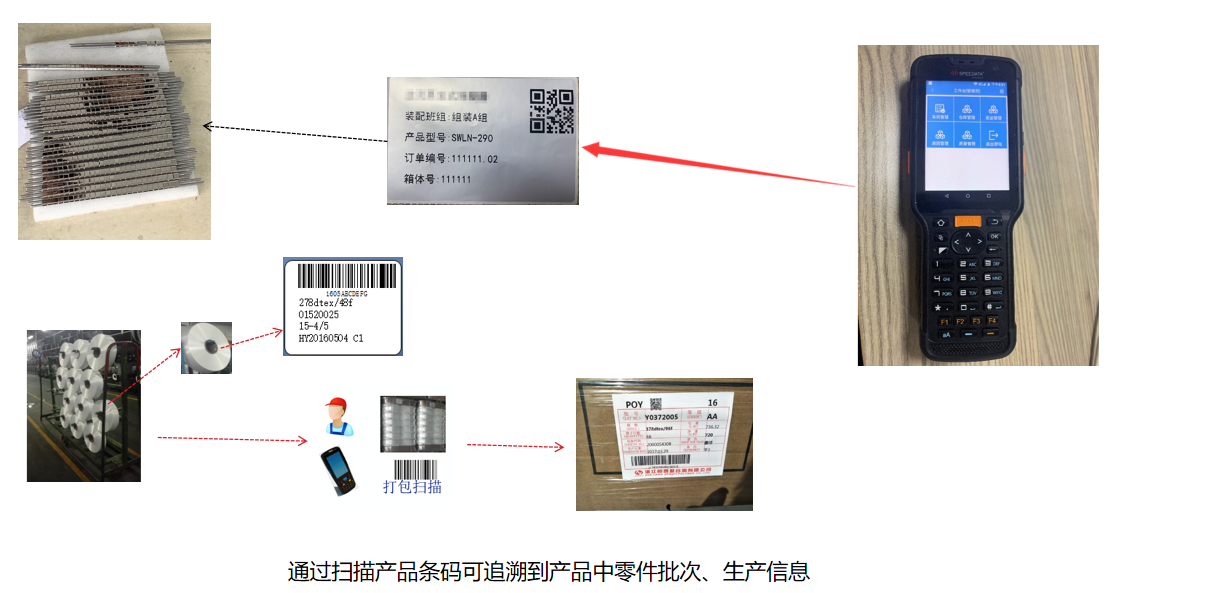
铝件氧化膜易吸附水汽,在湿度较高时(相对湿度40%~50%),不处理氧化膜的焊缝有气孔产生[1],需评估前处理方案,整体去除氧化皮。部分母材来料腔内存在铝屑,加工截面有油污毛刺,部分线切割材料端口氧化严重等现象均需避免。加强原材料的进厂检验和厂内自制零部件的工序和成品检验,实行在生产中焊接原材料标记运行制度,以实现对焊接原材料质量的追踪控制。同时对供应商焊接提需求,要求落实并可监测,供方焊接产品需留存相应的焊接记录,需要时可随时调取。搞好协作厂间的协作关系,督促、帮助供应商做好质量控制和质量保证工作。
3.4、法的分析
焊接质量对工艺方法的依赖性很强,在影响焊接工序质量的诸多因素中占有非常突出的地位。工艺方法对焊接质量的影响主要来自两个方面:一方面是工艺制订的合理性,另一方面是执行工艺的严格性。
3.4.1 焊接要求输入的合理性
对客户焊接要求组织评审,识别焊缝等级要求等,对特殊要求进行专项控制。轨道车辆及其部件的焊接设计必须遵守EN 15085-3和《焊接设计要求》,焊缝承载进行必要的理论计算和试验验证(认可已有的经验),以作为评审输入,应全面审核焊接图纸。
根据常用结构及焊接工艺评定覆盖范围,整理焊缝接头数据库,尽量选用数据库中的优选焊接接头,梳理不合理接头,优化结构设计以规避。多数焊缝背透均在型材腔内,为有效观察型材内焊缝焊透、熔合情况,需在密封型材的合适位置开观察孔。
3.4.2 工艺规程严谨性
工艺规程中的各种工艺参数是指导施焊的依据,它是根据模拟相似的生产条件所做的试验和长期积累的经验以及产品的具体技术要求编制而来,是保证焊接质量的重要基础,它有规定性、严肃性、慎重性和连续性的特点。针对高风险点,工艺中需着重体现,如对起收弧位置进行修磨、前处理、是否进行焊前预热等有具体要求,且工艺规程给定的工时需合理,在此基础上确保贯彻执行工艺方法的严格性,在没有充足根据的情况下不得随意变更工艺参数,即使确需改变,也得履行一定的程序和手续。
3.4.3 首件鉴定
在生产前,要按照焊接工艺规程做首件鉴定,以验证工艺方法的正确性与合理性。首件鉴定需严格执行相关要求,按照首件鉴定检查表内容逐条核实确认,避免质量问题发生于批量生产中。
3.4.4 工艺纪律检查
定期进行工艺纪律检查,确认生产现场各项参数、操作、设备、环境满足工艺规程要求。
3.5、环的分析
在特定环境下,焊接质量对环境的依赖性也是较大的。应严格保证车间温度>10 ℃,湿度<60%,各工位遮蔽良好,无流动空气干扰。焊接保护气体流量需稳定,不得出现焊接过程中突然断气或气流量不足现象,安装气体流量监控设备,及时预警。专检需按照要求执行,对生产环境不符合项及时提出整改要求。
设立专用合规的渗透检验场地、工作试件腐蚀场地,如冬季外部环境低于10 ℃,PT检测显示的有效性就得不到保证。大型工件等特殊情况的渗透,外部环境达不到要求,应在工作前进行试块Ⅱ的灵敏度验证[2],在满足相应要求的情况下再进行工件检测。
3.6、测的分析
3.6.1 检验手段的选择
针对不同产品在检验策划时灵活选定检验手段,如间断焊可制作样板进行确认;对于焊脚尺寸有要求的焊缝可制作非标焊缝检验工装进行检查;针对需要进行射线检测的工件可使用频谱分析仪器进行提前确认,后续可进行不定期抽样检测,确保产品质量稳定;内部焊透情况无法直接目视的情况下可使用内窥镜进行观察。
3.6.2 检验时机的选择
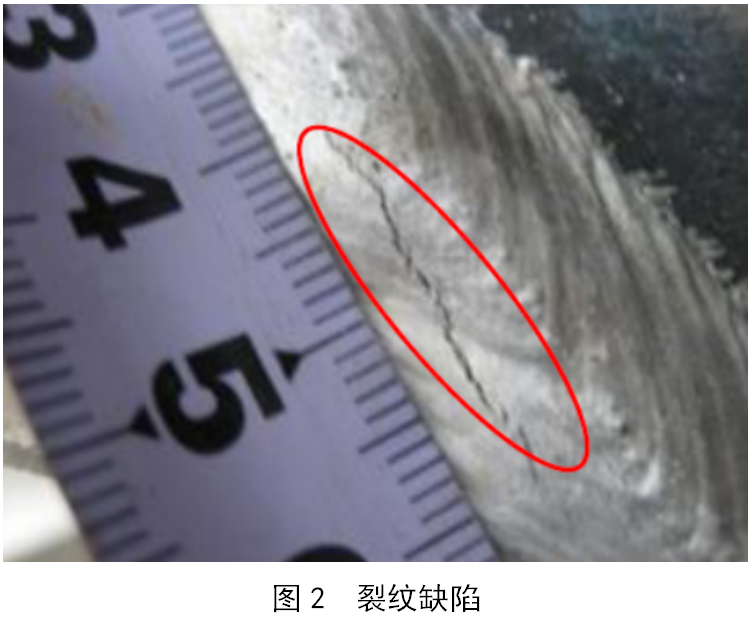
当需要射线及超声波检测时,检测时机应该定为工件焊缝覆盖前或影响检验作业的工序前[3],但实际工作中会遇到已装车表面处理完成的工件需要内部检测的情况。通过对比实验发现,油漆腻子层的射线吸收率会对铝焊缝射线检测结果产生影响,故射线检测只能在表面处理前进行,如图3、图4所示。
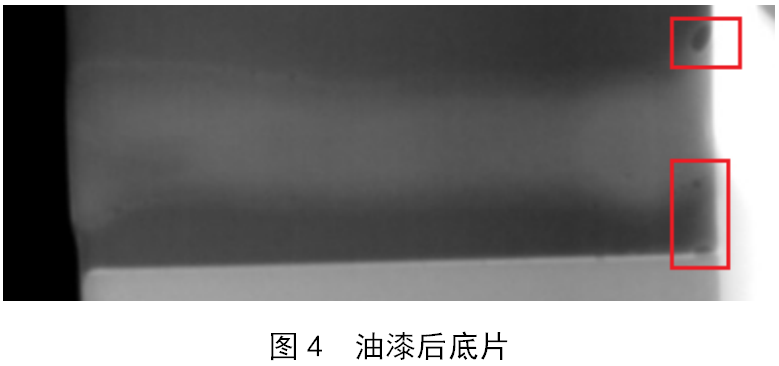
实际工作中,客户会由于特殊原因要求已表面处理件进行装车检测,在油漆膜厚均匀的情况下油漆不会对超声波检测(频谱分析)灵敏度造成影响[4],表面处理后可选用超声波进行检查。
4 、结语
在企业生产制造过程中焊接工序是必不可少的一个组成部分,焊接工序作为特殊工序,其质量需严格把控。根据本文所述,作为工业制造企业管理的六要素,严格控制好“人机料法环测”将能有效提高焊接产品质量。
审核编辑:郭婷
-
焊接
+关注
关注
38文章
2751浏览量
58217
原文标题:“人机料法环测”在焊接质量控制中的应用
文章出处:【微信号:机电信息杂志,微信公众号:机电信息杂志】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
为什么说“AOI检测”是SMT焊接质量的把关者?

高低温冷热冲击试验箱:严苛环境下的产品质量守护者

国辰智企QMS产品质量追溯平台:提升电子行业竞争力的关键
用“视觉”确保品质——IC芯片质量检测

SRRC认证的必要性:保障电子产品质量安全的重要措施

如何简化生产各个阶段的流程以及提升产品质量
德索分享怎样提高8mm储能连接器的产品质量?

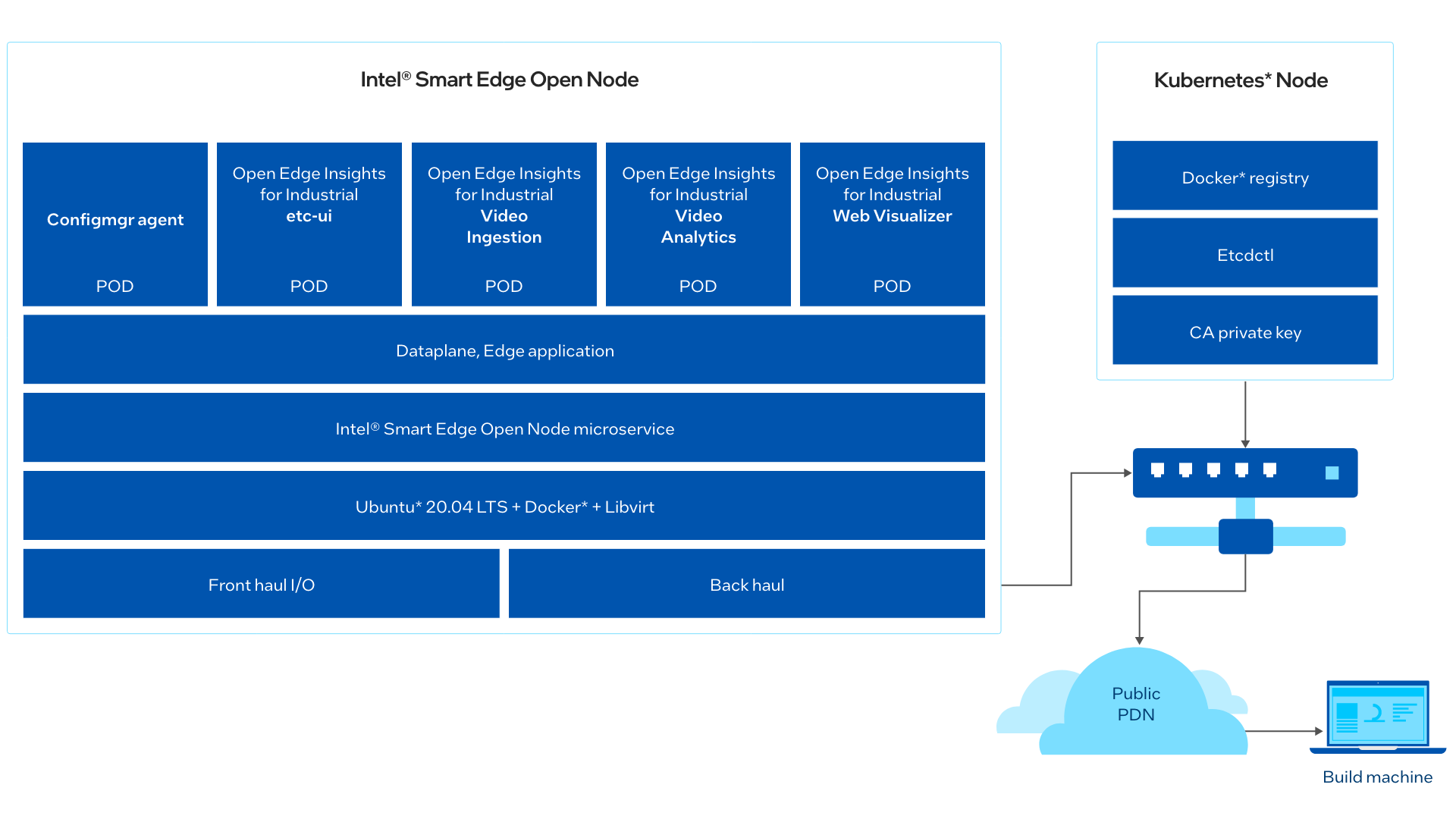
使用Intel智能边缘开放平台部署工业AI产品质量检查
焊接自动化中的关键技术有哪些
主打高性能加固计算机的ONERugged,是如何保障产品质量的?

为什么选择BGA芯片X-ray检测设备对产品质量至关重要?

BGA焊接台在智能家居行业的关键作用是什么?






 工商网监
工商网监
评论