 面对加工薄壁工件时这家伙变形我们该怎么办?
面对加工薄壁工件时这家伙变形我们该怎么办?

在加工薄壁或者环形工件时 克服工件的变形是首先要面对的难题 选对软爪的类型和合适的卡盘压力是关键
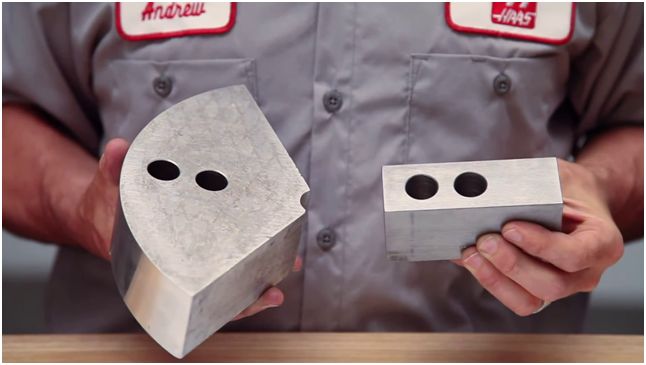
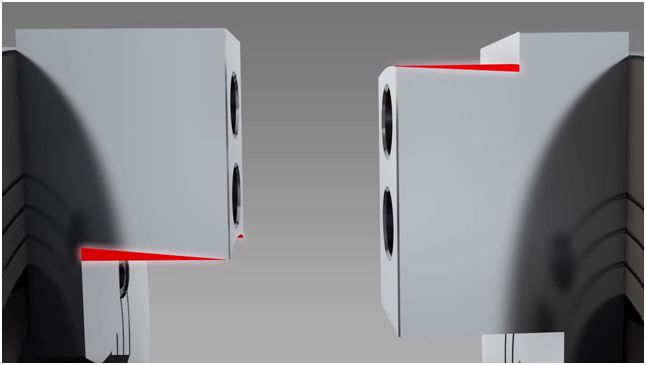
在相同的卡盘压力下,扇形软爪比标准软爪拥有更大的接触面积,这意味着工件所受到的压力更加均匀,而标准软爪则会出现下面的状况:
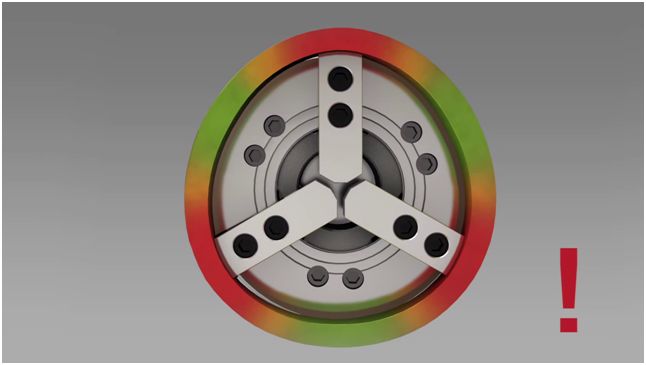
实际的状况可能没有图中的那么明显 但是在底部的视频中你会清楚的看到 在除了软爪类型不一样,其他条件都相同的情况下 工件的变形程度甚至出现了几十倍的差别
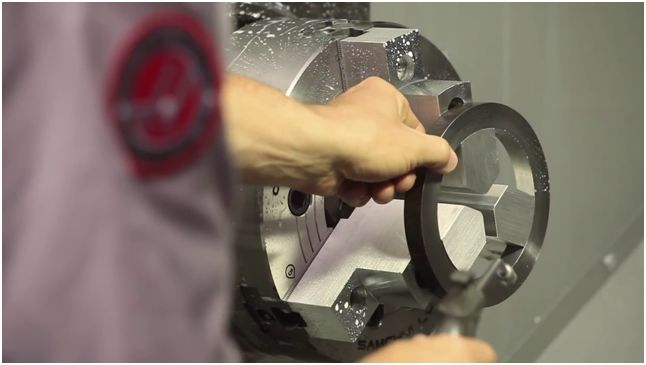
不管是扇形软爪还是标准软爪 都会因为软爪磨损过大而或者加工零件的更换而需要重修 在重修的过程中,首先要给即将拆下来的软爪 刻上标记,打上序号 这样是为了增加软爪的使用次数 更详细的标记也会减少误用的可能性

接下来是修爪器的选择: 通常来说,左边的修爪器修内爪,右边的修外爪

以下问题不管在制作或者重修软爪时,都应该注意: T型块不能超过卡盘的最大直径 修爪时的卡盘压力接近加工工件时的压力 卡盘正处在活动范围的中间 修爪时夹持力的方向和工件夹持力的方向一致 注意修爪时的转速 添加退刀槽 去除毛刺和尖角
当两种修爪器都不能满足条件时 我们就需要制作一个特殊的修爪部件 比如像加工出下面的圆环来修外爪
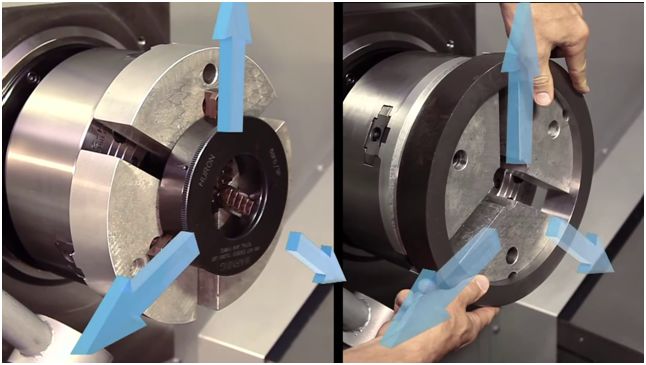
当加工零件需要夹持的部分比较长时 会出现工件和软爪不能完全贴合的状况,俗称“喇叭口” 具体表现为,软爪的顶部与工件之间留有缝隙
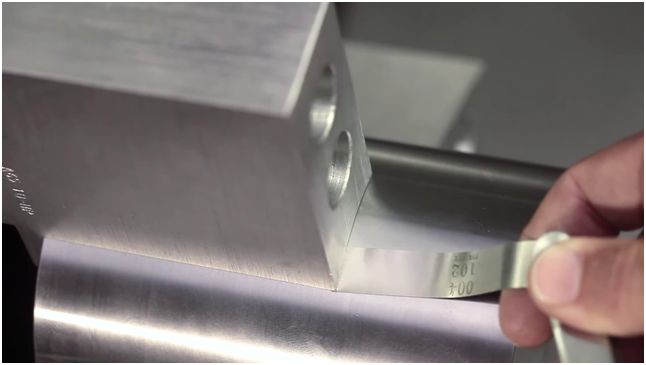
最有效的解决办法是:在软爪上加工出锥度 通过塞尺来测量出缝隙的大小,测量夹持的长度 然后就可以计算出锥度的大小了
编辑:jq
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
数控机床
+关注
关注
19文章
856浏览量
49032 -
薄壁结构
+关注
关注
0文章
2浏览量
6460 -
环形
+关注
关注
0文章
6浏览量
7792
原文标题:加工薄壁工件时这家伙变形怎么办?
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
热点推荐
当NUC505 USBD设置为全速模式,主机发送“SET REPORT”命令但未正常检测到 NUC505 该怎么办?
当 NUC505 USBD 设置为全速模式,主机发送“SET REPORT”命令但未正常检测到 NUC505 时该怎么办?
发表于 08-27 12:17
三坐标检测薄壁件:如何消除装夹变形误差?
在精密制造领域,薄壁零件(如电机端盖、航空结构件)的三坐标检测长期面临一个隐蔽而顽固的挑战:装夹变形。在薄壁件测量中,传统方法对“装夹导致的变形误差”几乎无法觉察。当这种
发表于 08-15 14:08
•0次下载
工件有盲孔怎么办?碳氢清洗机帮您解决
,此外,有一些机床加工部件,拉伸部件等,我们的设备基本上可以清洗这些工作部件!在每个人的认知中,一般只知道传统的清洁,甚至许多客户的思维仍然停留在传统的清洁方法中,那

三坐标检测薄壁件:如何消除装夹变形误差?
在精密制造领域,薄壁零件(如电机端盖、航空结构件)的三坐标检测长期面临一个隐蔽而顽固的挑战:装夹变形。在薄壁件测量中,传统方法对“装夹导致的变形误差”几乎无法觉察。当这种
PCBA加工变形问题频发?这些解决方案赶紧收藏!
一站式PCBA加工厂家今天为大家讲讲如何减少PCBA加工过程中的变形问题?减少PCBA板变形的解决方案。在PCBA加工过程中,板材的
FPGA的Jtag接口烧了,怎么办?
在展开今天的文章前,先来讨论一个问题:FPGA的jtag接口烧了怎么办?JTAG接口的输入引脚通常设计为高阻抗,这使得它们对静电电荷积累非常敏感,由于JTAG接口需要频繁连接调试器、下载线缆等外

为什么PCB变形弯曲?如何解决?
的加工工艺。在装配时,大面积的PCB也更容易受到外部应力的影响,导致装配困难和变形。措施:在结构设计和布局允许的情况下尽量减小PCB面积
2、板子太薄许多电子的产品为了达到更轻薄的目的,板子的厚度已经剩下
发表于 04-21 10:57
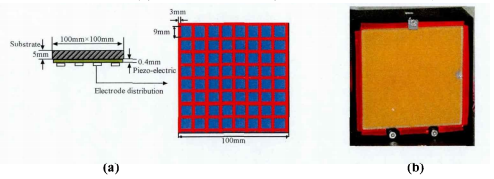
安泰高压放大器在压电薄膜变形镜加工及闭环实验中的应用
实验名称: 压电薄膜变形镜加工及闭环实验 测试设备:高压放大器 、波前传感器、压电薄膜变形镜等。 实验过程: 图1:(a)加工变形镜的示意图
TLC2551不能工作的原因?怎么办?
用TL431提供参考电压,后接LM358做射级跟随器来降低输出阻抗, 同时给两个TLC2551提供参考5V电压,结果电压被拉到3.8V,然后去掉一个AD,参考电压可以到5V,但是SDO没有数据输出,怎么办啊?
发表于 02-12 07:58
开关电源漏电怎么办?开关电源漏电流标准是什么?
流标准是多少?下面我们了解一些开关电源故障处理,这样我们就知道开关电源漏电怎么办怎么处理了。
开关电源漏电怎么办
开关电源漏电怎么办,开
发表于 01-09 13:59
航空发动机薄壁异形复杂叶片的精密加工工艺及装备
叶片作为实现航空发动机性能的关键零部件,具有薄壁异形结构复杂、材料难加工、加工精度与表面质量要求高等典型特点,如何实现叶片的精密高效加工是目前航空发动机制造领域的重大挑战。通过对影响叶






 工商网监
工商网监
评论