 复合加工是什么 以及有哪些要点
复合加工是什么 以及有哪些要点

复合加工是机械加工领域目前国际上最流行的加工工艺之一,可以把几种不同的加工工艺,在一台机床上实现。复合加工应用最广泛,难度最大的就是车铣复合加工,相当于一台数控车床和一台加工中心的复合。
“复合”的目的就是让一台机床具有多功能性,可一次装夹完成多任务,提高加工效率和加工精度。
发动机类零件复合加工应用分析
航空发动机零件的整体化、结构化、轻量化是大推比发动机的重要设计特性之一。整体结构件具有减重、减级、增效并提高可靠性的优点,符合航空发动机零部件易维护、高可靠性和长寿命的服役需求。
叶片、叶盘等典型零件
例如将压气机盘和轴颈设计为一体的压气机盘,将转子叶片和压气机盘设计为一体的整体叶盘等。整体结构零件结构复杂,和原单体零件相比装夹定位效果明显削弱,使得零件刚性减弱,加工中容易产生振颤。因而加工中零件个别部位容易产生变形,几何尺寸和表面质量受到一定程度影响。
单体叶片加工时可以夹紧叶片的轴颈部位,同时用顶尖顶住叶冠,一个方向夹紧,一个方向支撑。整体叶盘铣削叶片时只能以夹紧轮毂的前后缘板,叶冠无支撑,叶片在悬臂状态下加工,工艺性明显劣于单体叶片。因此整体结构零件基本上融合了原来两个单体零件,盘和叶片的加工难度。
整体叶盘和机匣类零件是公认的航空发动机制造中难度最大的零件之一。其工艺流程复杂既包含常见的机械加工车、铣、钻、镗、绞、磨,又包括了特种加工如喷涂、喷丸、热处理等,工艺流程长达几十或数百道工序,如图所示。

整体叶盘类零件可以应用铣车复合加工中心,叶身型面铣削加工,轮盘表面的精车加工,以及进、排气两端的精密连接孔加工可以同时集中在一台机床上加工。同理,机匣类零件也可以将机匣外型面铣削和内型腔的车削以及前后端面精密连接孔钻、镗加工,同时在铣车复合加工中心上集中完成。加工结束后,可以应用机床上配备的在线测量功能,检查加工结果,形成加工、测量一体化。这类机床应该具备立式、卧式转换功能,其中铣削以卧式加工为主,车削则以立式加工为主。
由若干级压气机盘装配而成的转子,可以在配备了动力磨削头的车加工中心上,精修圆周径向基准后,在车削装夹定位基础之上,立即磨削各级叶片叶冠端面,是应用复合加工的又一实例。
车削工艺为主,铣削工艺为辅
车铣复合加工中心适合加工以车削工艺为主,铣削工艺为辅的零件。五轴车铣复合加工中心的B 轴摆头车削技术,对于加工航空发动机零件中一些形状复杂的半封闭型腔凸显出相当大的优势,是近年来发展较快的新技术。一些机床厂家已经将该项功能作为出售机床的标准配置之一。
B轴摆头车削特别适合加工压气机盘、轴颈一体结构盘类零件和进、气排边双侧带篦齿环的整体叶盘类零件。这类零件的结构特点是:辐板长、型腔狭小、盘心孔部位刀具入口处狭窄、内腔底部变宽,辐板与盘心孔的高度差较大。加工难点在于薄壁结构加工中容易受切削力影响产生变形,且封闭腔切削中刀具和内腔型面容易产生碰撞、干涉。特别是干涉的处理,成为能否加工出完整、准确型腔的重要前提。通常要请刀具制造工程师设计特殊形状的非标刀具,致使刀具成本几乎增加一倍,对企业来说是一个不小的负担。

封闭内型腔结构在常规车加工中心上加工,需要3把非标刀具才能将型面全部加工完成,其运动方向和切削区域如图所示。应用了车铣复合加工中心B轴摆头车功能后,型腔用如图所示的2把刀具加工就可以完全覆盖整个区域。
当引入B 轴车削加工技术时,利用B 轴在车削中可以摆头的功能,使铣削主轴头带动刀具同步摆动,使得车刀杆轴线随着加工部位的变化逐渐地调整其与型腔之间的角度,最大限度利用型腔的有限空间,拓展了每一把刀的运动方位,弥补了常规车削中刀杆固定不动的不足,减少了不同刀具换刀加工所产生的接刀痕,改善了表面质量,这一点在发动机零件的加工中尤为重要。
从某种意义上说,数控车床的诞生使得车削非线性曲面变得轻而易举,而B 轴摆头车削技术的诞生使得复杂结构零件的车削工艺能力得到极大的提升。
以能量复合为基础的复合加工技术应用了多种形式的能量综合作用来实现材料的去除,提高了难加工材料、难加工结构的加工效率和加工质量。
复合加工工艺要点总结
一、防止加工中出现干涉
由于车铣复合加工中心增加了铣削加工时的主轴刀具回转功能,使其不同于原来车床的滑枕加刀夹结构,显得较为庞大。在加工零件时,必须要考虑是否会与零件、夹具、机床工作台(或转盘)产生干涉与碰撞。解决的方法是,应用几何虚拟仿真技术,虚拟仿真软件环境建立零件、夹具、机床工作台(或转盘)和机床铣削主轴准确的三维数据模型,运行数控加工程序,检查刀具轨迹是否过切,判断铣削主轴是否与零件、夹具以及工作台干涉,并根据干涉具体情况采取有效措施予以调整,通过加长刀具刀杆的长度,加高夹具的高度,使铣削主轴有足够的运动行程空间。
二、工艺路线编排合理
车铣复合或铣车复合工序尽量安排在零件的精加工阶段,也即零件的最终成形加工阶段。粗加工或半精加工工序安排在常规设备上进行。这样既可以规避高端设备资源紧张的情况,又最大化的将车、铣、钻、镗等多个工艺集中,一次性加工完成工件大部分加工,提高零件的加工精度。
最后,还需要明确的一个问题是,车铣复合机和加工中心的区别:
一、车铣复合加工中心是带B轴联动、C轴联动的可以做车削加工和铣削加工的机床,可以说在车铣复合机床上面可以完成一个零件的全部或者大部分加工,所以又称为小型生产线。它不仅能够提高产品的精度和加工产品的效率,而且对企业而言大大节约了机床的占地面积,过去需要在几台机床上完成一个零件的加工,只需要一天就可以完成所有的加工。这类机床也可以分为立式铣车复合和卧式车铣复合机床,在欧洲和日本等发达国家这类机床已经是非常普遍了,中国刚开始起步,而且发展很慢,主要是国人对这类机床还是像对待以前的机床一样去做加工,这样大大地浪费了车铣复合机床。
二、对于五轴加工中心而言,只能做铣削加工而不能做车加工。所以在加工的时候也有很多局限,车铣复合能够覆盖五轴加工中心的加工,但是五轴却不能够做车铣复合的加工。
责任编辑:wv
-
机床
+关注
关注
1文章
652浏览量
32062
发布评论请先 登录
PCBA加工不可忽视的细节:连接器的作用与选型指南
新能源车散热片加工工艺的要点与挑战
赋能CNC加工:经世智能复合机器人,打造无人化生产车间

滤波器腔体精密加工技术的关键要点
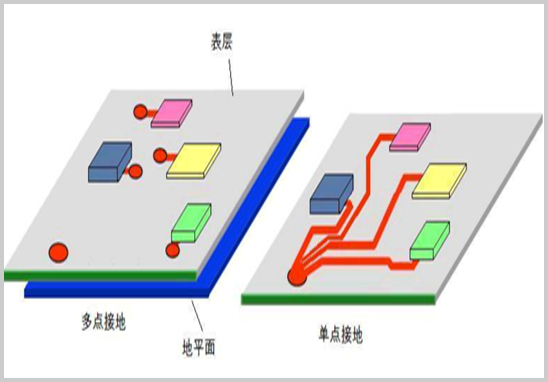
PCB设计中单点接地与多点接地的区别与设计要点
SMT贴片加工工艺标准规范要求(核心要点)
有铅VS无铅:PCBA加工工艺的6大核心差异,工程师必看
智能复合机器人:纠偏算法如何重塑工业精度与效率?
特种复合光缆型号特点有哪些
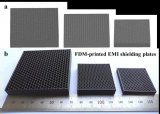
高分子微纳米功能复合材料3D打印加工介绍
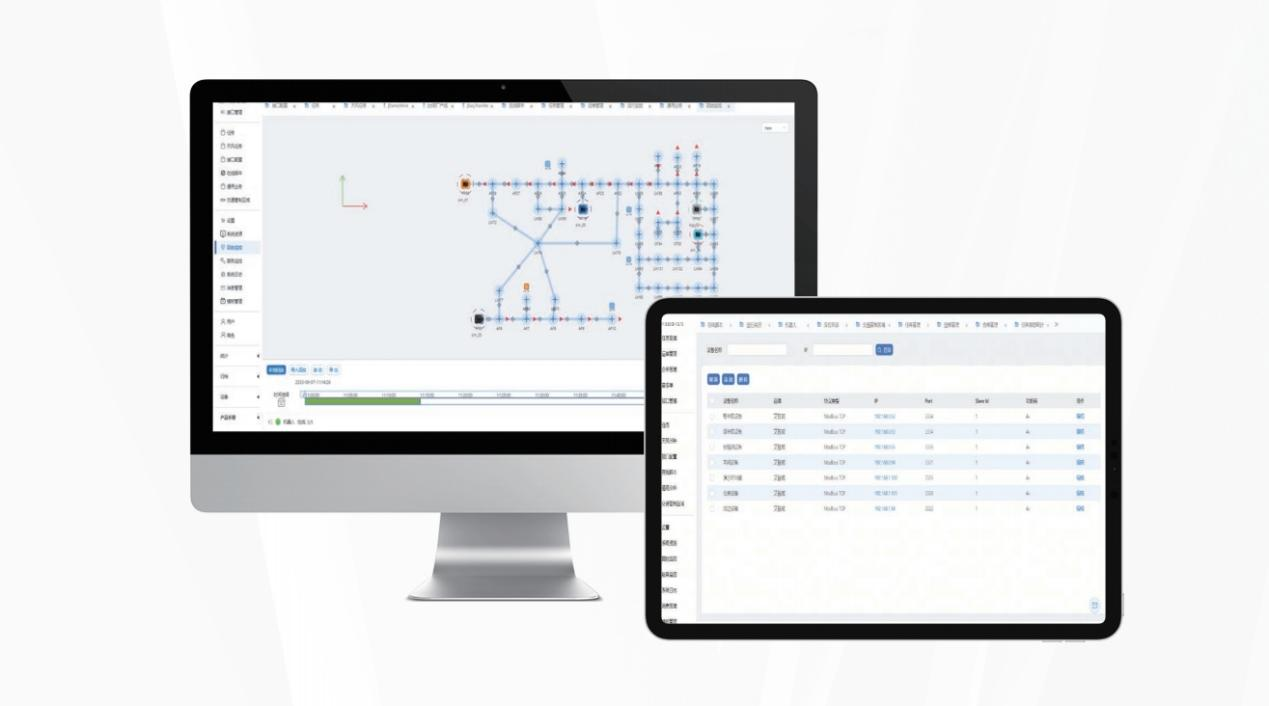
机械加工行业数据采集物联网解决方案 —— 基于深控技术研发的不需要点表的工业网关

PCB加工与SMT贴片加工:工艺差异全解析
智能柔性制造:AMR 复合机器人赋能 CNC 加工行业
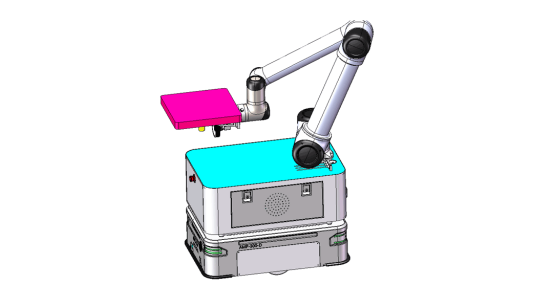
技术方案 复合机器人应用在cnc数控加工行业

AMR 复合机器人:CNC 加工行业的变革性力量






 工商网监
工商网监
评论