 CNC只采数据没用!发那科宏变量远程写入,才是车间真正省利润的关键
CNC只采数据没用!发那科宏变量远程写入,才是车间真正省利润的关键

很多车间花了钱、上了网关、做了CNC数据采集,大屏数据看着满满当当,看着很智能化。
但实际上,设备该怎么浪费还是怎么浪费、参数该怎么出错还是怎么出错、人工该怎么忙还是怎么忙。
原因很简单:市面上90%的网关,只能“读数据”,不能“控设备”。
只能看状态、看产量、看报警,但是没法干预生产。
真正成熟的CNC数字化,绝对不是单纯的数据展示,而是数据监测+设备可控的闭环。
今天重点讲一个深控网关的硬核核心能力:支持发那科FANUC宏变量双向写入。
也是目前很多高端机加车间,真正想要、但很少有人做通透的功能。
一、为什么很多工厂CNC数字化形同虚设?
现在绝大部分工厂的现状,非常扎心:
机床联网了、数据采集了、OEE报表生成了。
但工艺参数调整、尺寸修正、刀具补偿、生产参数修改,依然全部依赖人工跑到机床面板手动输。
车间普遍存在这些无解痛点:
1、换批次、换产品,操作工要一台台机手动改参数,耗时久、效率低,还容易输错参数造成批量报废;
2、加工过程出现尺寸偏差、刀具磨损偏移,只能等质检发现,事后返工,没法实时修正;
3、多品种小批量订单多,每款产品单独做一套G代码,程序库臃肿混乱,编程工作量巨大;
4、系统监测到异常、空转、参数漂移,只能报警提醒,没法直接干预设备,只能人工处理;
5、夜班人手不足,工艺微调没人及时处理,导致整晚加工精度不稳定,良率波动大。
说白了:数据只能看、不能改,系统就是“旁观者”,解决不了生产根本问题。
二、什么是发那科宏变量写入?用人话讲透
不用讲复杂原理,现场落地就两句话:
发那科CNC系统内部有大量宏变量地址(#100-#999),用来控制加工尺寸、深度、外径、补偿、速度、工艺阈值。
深控工业边缘网关,可以直接远程读取、修改这些变量,不用上机面板、不用停机、不用改G代码。
普通网关:只能读机床数据,只能监测。
深控网关:可读、可写、可远程控参、可自动修正工艺。
三、宏变量写入,到底解决工厂哪些实际问题?
1、彻底摆脱“人工手动改参数”,降本提效
以前换型、微调、修正尺寸,必须操作工现场按键输入。
现在通过网关远程写入宏变量,MES、后台、电脑端一键下发参数。
多台机床批量同步更新,换型时间直接缩短80%,杜绝人工输错参数导致的报废、撞机风险。
2、一套程序干所有订单,解决程序臃肿难题
以前同款产品不同规格,需要单独编写多套加工程序,程序库杂乱、难管理、容易调错版本。
现在只需要一套通用G代码,通过修改宏变量动态调整:外径、长度、孔径、切削深度、进给速度。
一套程序通吃全品类,大幅减少编程工作量,车间工艺标准化直接拉满。
3、实现真正的生产闭环:异常自动修正
这是普通采集方案完全做不到的核心优势。
网关实时采集加工数据、尺寸偏差、主轴负载、温度波动。
一旦监测到工艺偏移、尺寸超差,系统可直接自动写入宏变量修正补偿参数,无需人工介入。
不等报废、不等返工、事后不用复盘,直接把不良扼杀在加工过程中。
4、实现无人化、少人化的车间管控
夜班、节假日、无人值守场景,无需技术员盯岗。
设备参数偏差、工艺漂移、空载异常,系统自动识别、自动微调、自动纠偏。
真正实现设备自主运行、智能修正,大幅降低人工依赖。
5、所有参数修改全程留痕,可追溯、可追责
所有宏变量写入、参数调整,系统自动记录:修改人、修改时间、修改前后数值。
解决车间工艺乱改、私自调机、问题无法溯源的管理乱象,满足品质追溯、体系审核要求。
四、为什么SK-CNC网关可以?
市面上大部分网关,只做了FOCAS协议只读采集,只开放了基础读取权限。
只能采集状态、产量、报警,完全屏蔽了写入控制功能。
深控技术针对发那科全系系统(0i-D/0i-F/30i/31i)做了深度协议二次开发:
✅ 支持宏变量双向读写
✅ 支持坐标偏置、刀具补偿、工艺参数远程修改
✅ 支持后台动态调参,不停机、不影响设备寿命
✅ 支持和MES/ERP无缝对接,实现系统自动控参
简单一句话:别人只能看机器,我们能真正管住机器。
五、写在最后:能控的数据,才是有效数据
很多工厂误以为设备联网、数据上屏,就是智能制造。
真正落地过项目的都懂:只能监测、不能干预的数字化,都是伪数字化。
CNC车间最大的利润空间,不在新增设备,而在:减少人工浪费、杜绝工艺偏差、降低报废损耗、提升生产柔性。
深控网关发那科宏变量写入功能,补齐了CNC数字化的最后一块短板。
从“单纯看数据”升级为“数据监测+智能修正+远程管控”的完整闭环,让机床真正听话、让生产真正可控、让数字化真正帮工厂赚钱。
审核编辑 黄宇
-
CNC
+关注
关注
8文章
477浏览量
41235
发布评论请先 登录
机床数据采集怎么做?多角度论证国产工业CNC协议适配厂家

疆鸿智能EtherNet/IP转DeviceNet“桥”接发那科手臂,智控无缝握手

发那科 CNC 联网踩坑实录:配好 IP 却 Ping 不通,问题竟藏在网口选择里
CC-Link IE转 ProfiNet协议转换网关,打通3C车间发那科机器人与西门子 PLC 数据通道
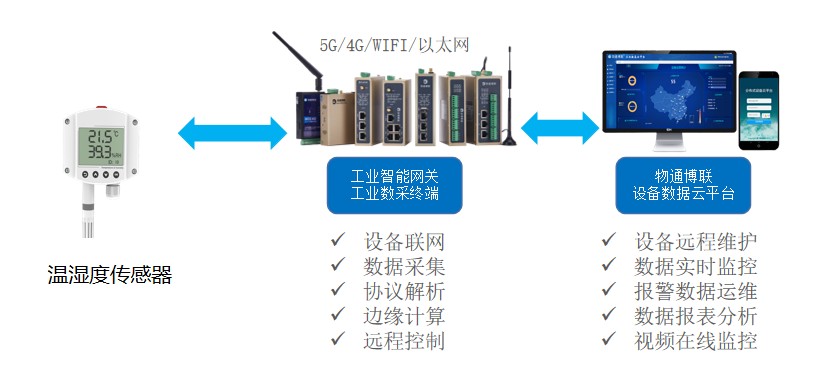
纺织车间温湿度数据采集远程监控系统方案
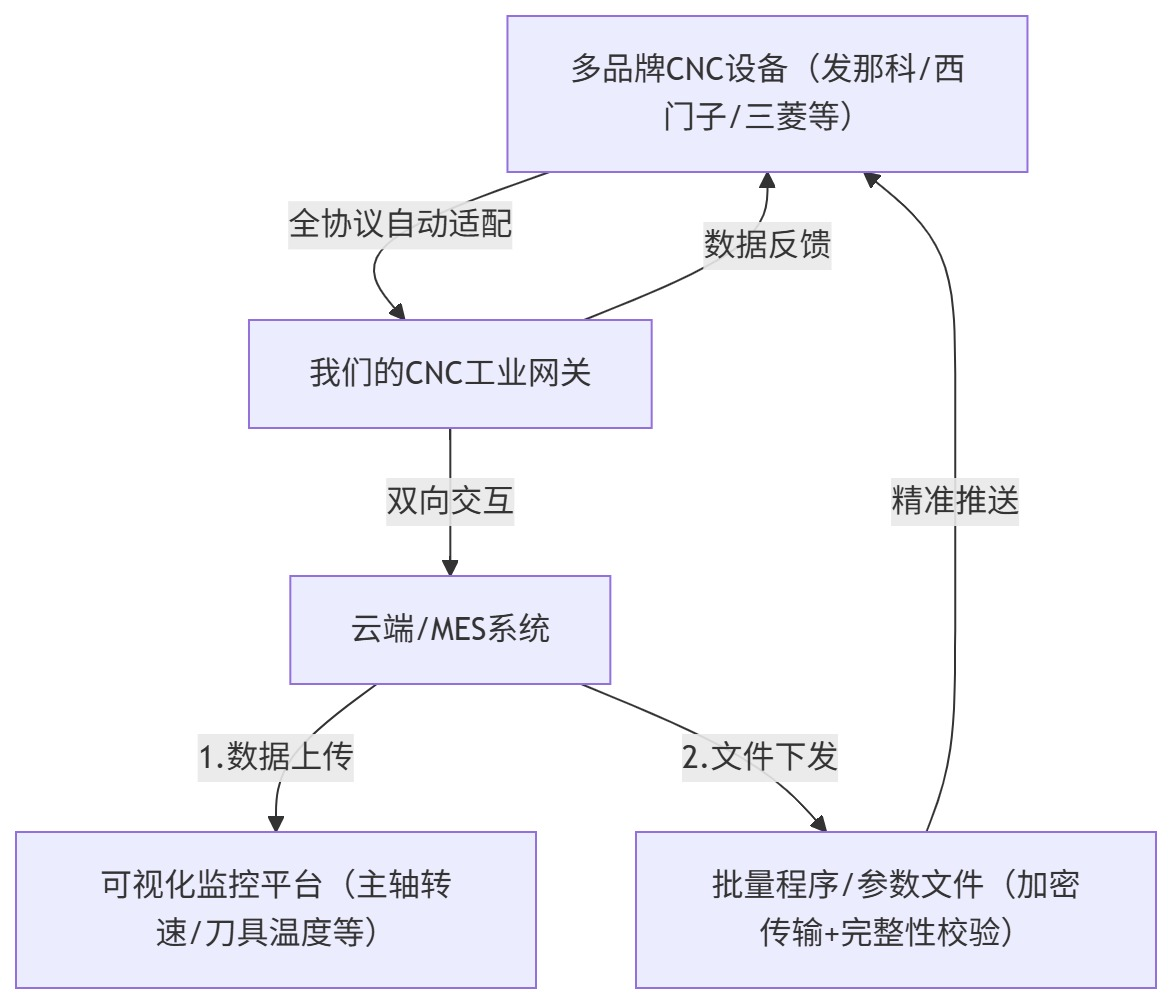
CNC工业网关选型关键:不止数据采集,更能文件下发
网段隔离器在汽车制造车间的应用功能

赋能CNC加工:经世智能复合机器人,打造无人化生产车间

发那科注塑机数据采集网关实现远程监控与远程上下载功能

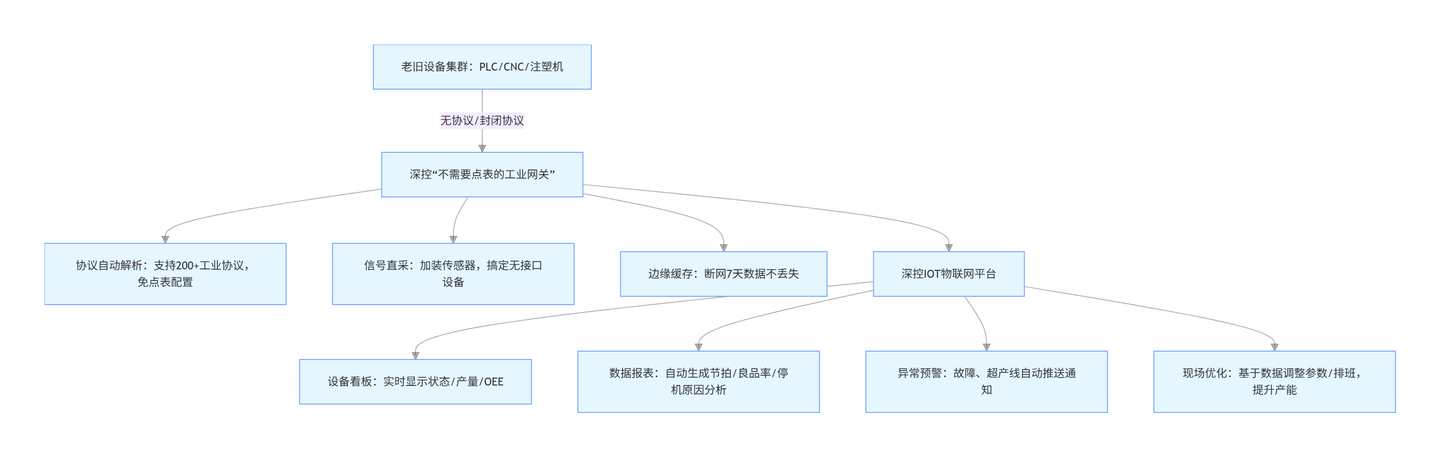
无 MES 也能提产!老旧 PLC/CNC/ 注塑机靠数采破局,深控技术物联网方案实战案例
宏集HMI-4G套装,轻松搞定“数据上云+异地远程运维”




评论