 PLC控制系统的安装与调试指南
PLC控制系统的安装与调试指南

PLC控制系统的安装与调试,涉及到各项工作,并且只能按序进行,一环紧扣一环,稍有不慎都将导致调试失败,不但延误工期,甚至会损坏设备。
本文介绍了在现场实践中总结出的PLC控制系统的安装与调试技术经验,并对现场经常出现的安装、调试相关问题,提出探讨意见和解决方案。
系统的安装与调试一
合理安排系统安装与调试程序,是确保高效优质地完成安装与调试任务的关键。下面逐一详细的将现场PLC调试安装步骤进行说明。
1
前期技术准备
系统安装调试前的技术准备工作越充分,安装与调试就会越顺利。前期技术准备工作包括下列内容:
(1) 熟悉PLC随机技术资料、原文资料,深入理解其性能、功能及各种操作要求,制订操作规程。
(2) 深入了解设计资料,对系统工艺流程,特别是工艺对各生产设备的控制要求要有全面的了解。在此基础上,按子系统绘制工艺流程联锁图、系统功能图、系统运行逻辑框图,这将有助于对系统运行逻辑的深刻理解,是前期技术准备的重要环节。
(3) 熟悉各工艺设备的性能、设计与安装情况,特别是各设备的控制与动力接线图,并与实物相对照,以及时发现错误并纠正。
(4) 在全面了解设计方案与PLC技术资料的基础上,列出PLC输入输出点号表(包括内部线圈一览表,I/O所在位置,对应设备及各I/O点功能)。
(5) 研读设计提供的程序,对逻辑复杂的部分输入、输出点绘制时序图,一些设计中的逻辑错误,在绘制时序图时即可发现。
(6) 分子系统编制调试方案,然后在集体讨论的基础上综合成为全系统调试方案。
2
PLC商检
商检应有甲乙双方共同进行,应确认设备及备品、备件、技术资料、附件等的型号、数量、规格,其性能是否完好待实验室及现场调试时验证。商检结果,双方应签署交换清单。
3
实验室调试
(1) PLC的实验时使用金属试验台支架,将各工作站的输入、输出模块固定其上。按安装提要以同轴电缆将各站与主机、编程器、打印机等相连接,检查接线正确,供电电源等级与PLC电压选择相符合后,按开机程序送电,装入系统配置带,确认系统配置,装入编程器装载带、编程带等,按操作规程将系统开通,此时即可进行各项操作试验。
(2) 键入工作程序。
(3) 模拟I/O输入、输出,检查修改程序本步骤的目的在于:验证输入的工作程序的正确性。该程序的逻辑所表达的工艺设备的联锁关系是否与设计的工艺控制要求相符,程序是否畅通。
若不相符或不能运行完成全过程,说明程序有误,应进行修改。在这一过程中,对程序的理解将逐步加深,为现场调试作好了准备,同时也可以发现程序不合理和不完善的部分,以便进一步优化。
调试方法有两种:
① 模拟方法
按设计做一块调试板,以钮子开关模拟输入节点,以小型继电器模拟生产工艺设备的继电器与接触器,其辅助接点模拟设备运行时的返回信号节点。
其优点是具有模拟的真实性,可以反映出开关速度差异很大的现场机械触点和PLC内的电子触点相互连接时,是否会发生逻辑误动作。其缺点是需要增加调试费用和部分调试工作量。
② 强置方法
利用PLC强置功能,对程序中涉及现场的机械触点(开关),以强置的方法使其“通”、“断”,迫使程序运行。
其优点是调试工作量小,简便,不需另外增加费用。缺点是逻辑验证不全面,人工强置模拟现场节点“通”、“断”,会造成程序运行不能连续,只能分段进行。
根据我们现场调试的经验,对部分重要的现场节点采取模拟方式,其余的采用强置方式,取二者之长互补。
逻辑验证阶段要强调逐日填写调试工作日志,内容包括调试人员、时间、调试内容、修改记录、故障及处理、交接验收签字,以建立调试工作责任制,留下调试的第一手资料。对于设计程序的修改部分,应在设计图上注明,及时征求设计者的意见,力求准确体现设计要求。
4
PLC的现场安装与检查
实验室调试完成后,待条件成熟,将设备移至现场安装。安装时要注意以下几点。
(1)安装时应符合要求,插件插入牢靠,并用螺栓紧固;
(2)通信电缆要统一型号,不能混用,必要时要用仪器检查线路信号衰减量,其衰减值不超过技术资料提出的指标;
(3)测量主机、I/O柜、连接电缆等的对地绝缘电阻;
(4)测量系统专用接地的接地电阻;
(5)检查供电电源等等,并做好记录,待确认所有各项均符合要求后,才可通电开机。
5
现场工艺设备接线、I/O接点及信号的检查与调整
(1)对现场各工艺设备的控制回路、主回路接线的正确性进行检查并确认,在手动方式下进行单体试车;
(2)对进入PLC系统的全部输入点(包括转换开关、按钮、继电器与接触器触点,限位开关、仪表的位式调试开关等)及其与PLC输入模块的连线进行检查并反复操作,确认其正确性;
(3)对接收PLC输出的全部继电器、接触器线圈及其他执行元件及他们与输出模块的连线进行检查,确认其正确性;
(4)测量并记录其回路电阻,对地绝缘电阻,必要时应按输出节点的电源电压等级,向输出回路供电,以确保输出回路未短路,否则,当输出点向输出回路送电时,会因短路而烧坏模块。
一般来说,大中型PLC如果装上模拟输入输出模块,还可以接收和输出模拟量。在这种情况下,要对向PLC输送模拟输入信号的一次检测或变送元件,以及接收PLC模拟输出的调节或执行装置进行检查,确认其正确性。
必要时,还应向检测与变送装置送入模拟输入量,以检验其安装的正确性及输出的模拟量是否正确并是否符合PLC所要求的标准;向接收PLc模拟输出信号调节或执行元件,送人与PLC模拟量相同的模拟信号,检查调节可执行装置能否正常工作。装上模拟输入与输出模块的PLC,可以对生产过程中的工艺参数(模拟量)进行监测,按设计方案预定的模型进行运算与调节,实行生产工艺流程的过程控制。
本步骤至关重要,检查与调整过程复杂且麻烦,必须认真对待。因为只要所有外部工艺设备完好,所有送入PLC的外部节点正确、可靠、稳定,所有线路连接无误,加上程序逻辑验证无误,则进入联动调试时,就能一举成功,收到事半功倍的效果。
6
系统模拟联动空投试验
本步骤的试验目的是将经过实验室调试的PLC机及逻辑程序,放到实际工艺流程中,通过现场工艺设备的输入、输出节点及连接线路进行系统运行的逻辑验证。
试验时,将PLC控制的工艺设备(主要指电力拖动设备)主回路断开二相(仅保留作为继电控制电源的一相),使其在送电时不会转动。按设计要求对子系统的不同运转方式及其他控制功能,逐项进行系统模拟实验,先确认各转换开关、工作方式选择开关,其他预置开关的正确位置,然后通过PLC起动系统,按联锁顺序观察并记录PLC各输出节点所对应的继电器、接触器的吸合与断开情况,以及其顺序、时间间隔、信号指示等是否与设计的工艺流程逻辑控制要求相符,观察并记录其他装置的工作情况。
对模拟联动空投实验中不能动作的执行机构,料位开关、限位开关、仪表的开关量与模拟量输入、输出节点,与其他子系统的联锁等,视具体情况采用手动辅助、外部输入、机内强置等手段加以模拟,以协助PLC指挥整个系统按设计的逻辑控制要求运行。
7
PLC控制的单体试车
本步骤试验的目的是确认PLC输出回路能否驱动继电器、接触器的正常接通,而使设备运转,并检查运转后的设备,其返回信号是否能正确送人PLC输入回路,限位开关能否正常动作。
其方法是,在PLC控制下,机内强置对应某一工艺设备(电动机、执行机构等)的输出节点,使其继电器、接触器动作,设备运转。这时应观察并记录设备运输情况,检查设备运转返回信号及限位开关、执行机构的动作是否正确无误。
试验时应特别注意,被强置的设备应悬挂运转危险指示牌,设专人值守。待机旁值守人员发出指令后,PLC操作人员才能强置设备起动。应当特别重视的是,在整个调试过程中,没有充分的准备,绝不允许采用强置方法起动设备,以确保安全。
8
PLC控制下的系统无负荷联动试运转
本步骤的试验目的是确认经过单体无负荷试运的工艺设备与经过系统模拟试运证明逻辑无误的PLC联接后,能否按工艺要求正确运行,信号系统是否正确,检验各外部节点的可靠性、稳定性。
试验前,要编制系统无负荷联动试车方案,讨论确认后严格按方案执行。试验时,先分子系统联动,子系统的连锁用人工辅助(节点短接或强置),然后进行全系统联动,试验内容应包括设计要求的各种起停和运转方式、事故状态与非常状态下的停车、各种信号等。总之,应尽可能地充分设想,使之更符合现场实际情况。事故状态可用强置方法模拟,事故点的设置要根据工艺要求确定。
在联动负荷试车前,一定要再对全系统进行一次全面检查,并对操作人员进行培训,确保系统联动负荷试车一次成功。
安装调试3点注意事项二
1、信号衰减问题的讨论
2、系统接地问题的讨论
系统接地电阻应小于4Ω。PLC主机及各屏、柜与基础底座间要垫3mm厚橡胶使之绝缘、螺栓也要经过绝缘处理。
在I/O站一侧则不应接地。电缆接头的接地也应通过电缆屏蔽层接至专用接地网。要特别提醒的是决不允许电缆屏蔽层有二点接地形成闭合回路,否则易引起干扰。
电源应采用隔离方式,即电源中性线浮地。当不平衡电流出现时将经电源中性线直接进入系统中性点,而不会经保护接地形成回路,造成对PLC运行和干扰。
3、调试中应注意的问题
注意:重新组态时,按原组态的约定生成的程序将不能在新的组态下运行,否则会引起系统错乱。因此,第一次组态时一定要慎重,I/O站、I/O点数,寄存器数、通道端口数、用户存储空间等均要留有余地,必须考虑到近期的发展。但是,I/O站、I/O点数、寄存器数、端口数等的设置,都要占用一定的内存,同时延长扫描时间,降低运行速度。因此,余量又不能留得太多。特别要引起注意的是运行中的系统一定不能重新组态。
注意:分段不同将显著影响程序运行的时间,特别是对于个别程序段特长的情况尤其如此。一般地说,理想的程序分段是各段程序有大致相当的长度。
结语
PLC控制系统的安装调试,是一个步调有序的系统工程,步步到位才能使调试成功,本文仅是作者经现场检验的经验总结,文中所述的PLC安装调试流程程序,应用于一系列企业内的技术改造中,既缩短了工期,又使调试试车一次成功,取得了令人满意的结果。
-
控制系统
+关注
关注
41文章
6989浏览量
114386 -
plc
+关注
关注
5052文章
14806浏览量
488598
原文标题:【实践出真知】PLC现场安装调试及3点问题讨论 全程攻略
文章出处:【微信号:gongkongworld,微信公众号:工控资料窝】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录

Ubuntu系统音频调试指南:解决录音异常问题
Beremiz 开源 PLC 从安装到运行全流程实操指南

PLC控制系统应用的抗干扰问题分析及处理措施

全自动 PLC 控制系统:工业 4.0 时代的核心驱动力
PLC温度控制系统的主要功能
PLC 自动化控制系统:功能全面 + 优势显著,工业控制的优选
PLC远程监控与控制系统应用方案
PLC远程控制系统:从故障停机到全球运维的智造跃迁
工业控制系统的现状与发展趋势
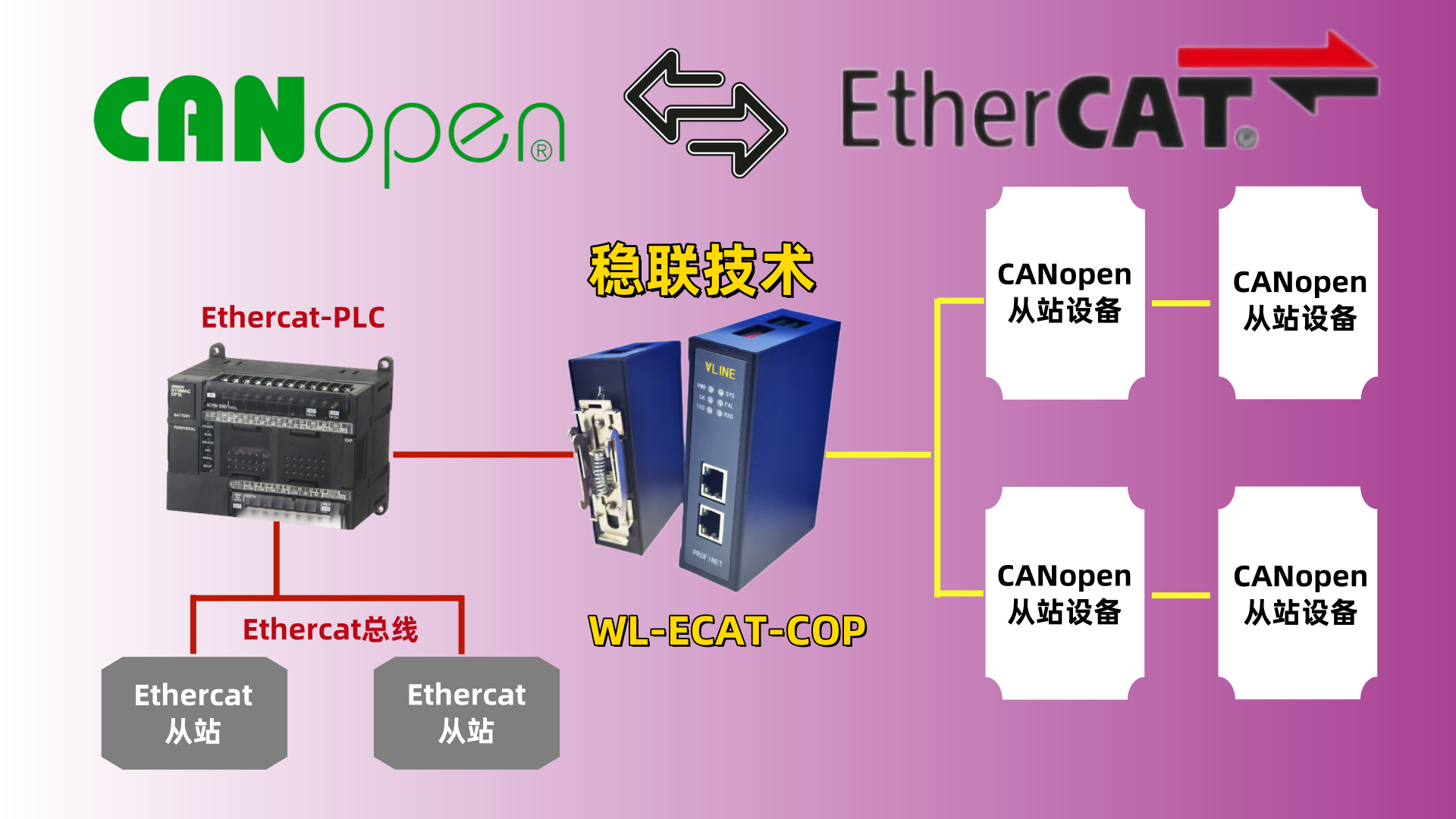
多设备联动,canopen转Ethercat网关设备接入国产 PLC 控制系统方案落地



评论