 金属陶瓷胶黏剂封装工艺及可靠性研究
金属陶瓷胶黏剂封装工艺及可靠性研究

共读好书
王强翔 李文涛 苗国策 吴思宇
(南京国博电子股份有限公司)
摘要:
本文重点研究了金属陶瓷功率管胶黏剂封装工艺中胶黏剂的固化温度、时间、压力等主要工艺参数对黏结效果的影响。通过温度循环、湿热实验对封装可靠性进行验证,并以密封性能、剪切强度作为量化指标来表征,同时讨论了胶黏剂封装工艺中的常见缺陷及其改进方法。经研究分析得出:功率管胶黏剂封装在适合的固化温度、时间及压力条件下,可以获得优异的封装质量。
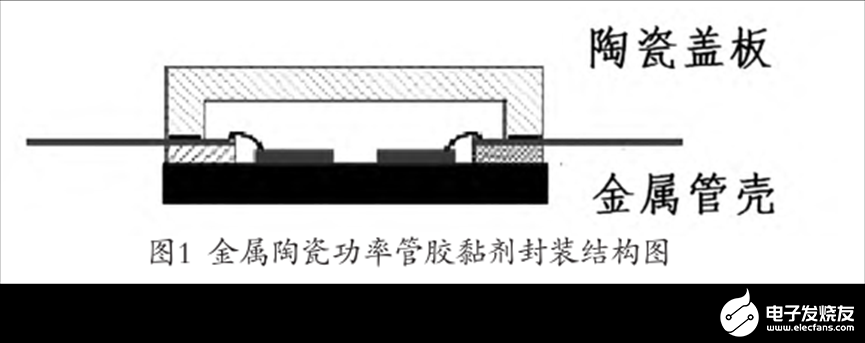
电子封装中,管壳为内部芯片电路提供了可靠的电气连接、机械支撑及工作环境。为了保障芯片拥有良好的工作环境,防止水汽、污染物及有害气体对芯片造成损伤,通常需要提供相对密封的环境,即密封封装 [1] 。目前,可以通过多种途径实现密封封装,如基于钎焊工艺的锡封、基于电阻焊工艺的平行封焊、基于熔焊工艺的激光封焊以及树脂灌封工艺和胶黏剂封装工艺。各种密封工艺均有着其各自的适用场合,其中金属陶瓷管壳封装、金属LCP封装均采用了胶黏剂封盖的封装结构,如图1所示。相较于其他封装结构,这种封装结构的特殊之处在于内部无填充,I/O引脚位于封装界面。与其他封装结构一样,胶黏剂封盖工艺也需要能够经受老化、温冲、震动加速度、耐湿等可靠性试验的考核,因此其结构设计、胶黏剂选用及封盖工艺过程对封装的整体可靠性有着重要的影响。在功率管胶黏剂封装工艺中,经常会出现一些典型问题,如密封不良、强度低和尺寸一致性较差等,本文将针对这些常见问题进行功率管胶黏剂封装工艺研究。
1 胶黏剂封装
电子元器件的封装工艺有很多,常见有以下几种封装类型:(1)非填充型封装。如中空式金属盒体封装、陶瓷封装,一般在高导热高可靠情况下应用。(2)填充型封装。如塑封,常见的DIP、QFP、QFN、BGA等器件的封装均采用填充型塑封工艺,塑封工艺的特点为质量可靠、成本低、效率高、可大规模生产。
目前功率管的一种封装方式为非填充型的金属陶瓷封装。这种封装方式采用金属管壳及陶瓷盖板,通过胶黏剂将两种或两种以上同质或异质的材料连接在一起 [2] 进行黏结封装,内部无填充材料 [3-4] 。其主体结构为陶瓷盖板和金属管壳,一般在陶瓷盖板的装配界面预涂胶黏剂,与管壳装配后经固化完成封装,如图1所示。陶瓷盖板一般采用氧化铝白陶瓷,金属管壳由引线框架和导热热沉组成。下文即以该种结构器件为样品针对胶黏剂封装工艺参数及封装可靠性进行实验研究。工艺对主要材料胶黏剂的一般要求为:(1)密封性好,保证内部器件工作环境不受外界影响;(2)无有害挥发物,不会对内部器件造成损坏;(3)黏结强度高,保证封装体整体机械强度;(4)可靠性高,耐温度循环、湿热环境等 [5-6] 。
2 实验研究
2.1 实验准备
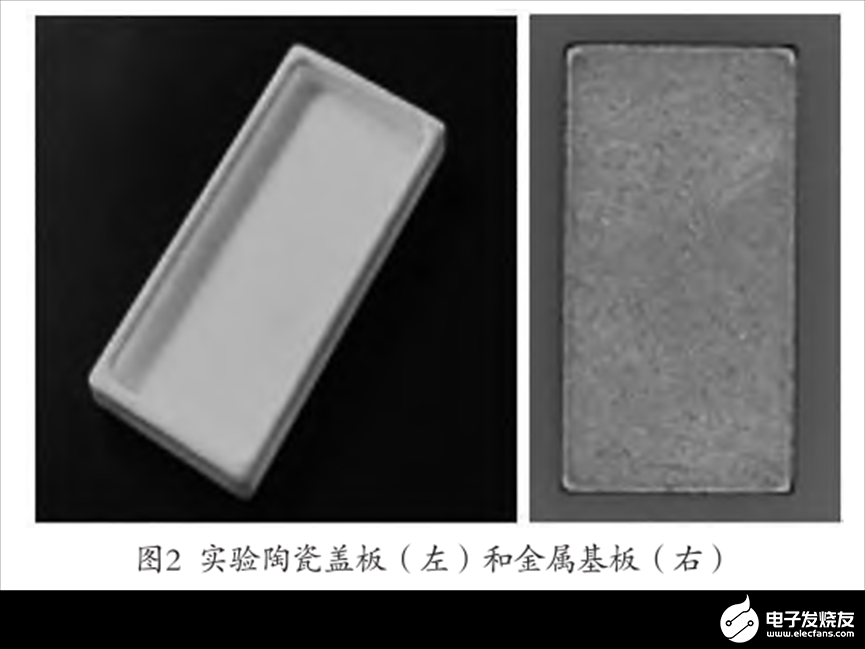
实验用封装器件为表面镀金的铜金属基板(模拟管壳)、氧化铝陶瓷盖板,如图2所示,其中铜金属基板的结构尺寸为20 mm×10 mm×1 mm,氧化铝陶瓷盖板的结构尺寸为19.5 mm×9.6 mm×2.5 mm。实验采用人工装配,通过标准砝码施加压合力,使用热台加热。本研究使用密封性能、剪切强度及封装尺寸作为评价标准:(1)密封良率使用国家军用标准GJB 360B—2009《电子及电气元件试验方法》中方法112条件D进行密封检测,对于电子器件,密封条件可以为产品内部的芯片提供良好的工作环境,避免受到外界环境或污染物影响;(2)剪切强度使用推拉力测试仪(Dage4000)进行检测,剪切强度是保证器件结构完整性的最基本指标;(3)封装尺寸使用平面轮廓仪进行尺寸检测。定义以上三方面的评价指标后,理想的封装效果为密封效果好、强度高、尺寸一致性好、可靠性高,封装完成的器件如图3所示。
2.2 封装实验
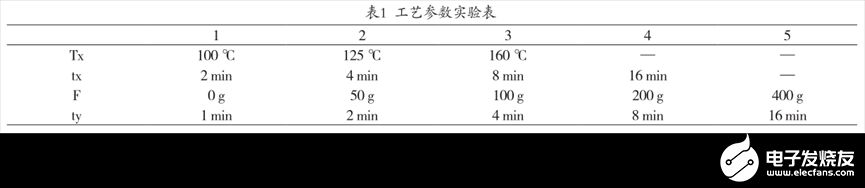
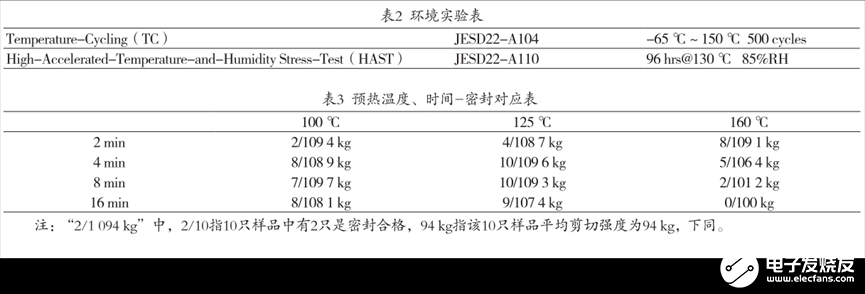
实验胶黏剂预涂于陶瓷盖板表面。在胶封工艺中存在预热过程、装配过程、固化过程。按各过程的各个阶段,胶封工艺的主要参数有预热温度Tx、预热时间tx、固化压合力F、压合时间ty、固化温度Tz、固化时间tz。一般胶黏剂的固化温度Tz和固化时间tz为定值推荐,本实验不做研究,均设定为胶体的推荐值。实验针对预热温度Tx、预热时间tx、固化压合力F、压合时间ty进行研究,参数如表1所示。采用温度循环及湿热加速实验评价黏结可靠性,具体条件如表2所示。其中,温度循环实验每100次抽取10只样品进行密封和剪切强度测试,湿热加速实验每24 h抽取10只样品进行密封和剪切强度测试。
2.3 结果与分析
2.3.1 预热工艺实验
预热工艺实验研究的工艺参数主要为Tx、tx,实验结果如表3所示。结果表明,要合理地设计预热温度和时间才能获得较高的密封良率,温度越高对应的时间越短,但过高的预热温度会带来较短的工艺时间窗口。在工程应用中,可以选取适中的预热温度来提供充足的工艺时间窗口,如实验中160 ℃的预热条件下,时间窗口为2 min,而125 ℃的预热条件下,时间窗口有4 min以上。不充分的预热过程和过度的预热过程均会导致密封成品率下降,前者是因为胶体固化程度过低,仍具有较高的流动性,无法形成较稳定的形态,在压合过程中极易出现气孔;后者是因为胶体固化程度过高,流动性过低,在压合过程中对界面的润湿能力下降,甚至已经固化无法润湿黏结界面,导致密封不良。需要注意的是,不充分的预热过程仅对密封良率产生影响,只要压合力合适,封装后的器件仍具有较高的剪切强度,而过度的预热过程不仅影响密封良率还会影响剪切强度。
2.3.2 压合工艺实验
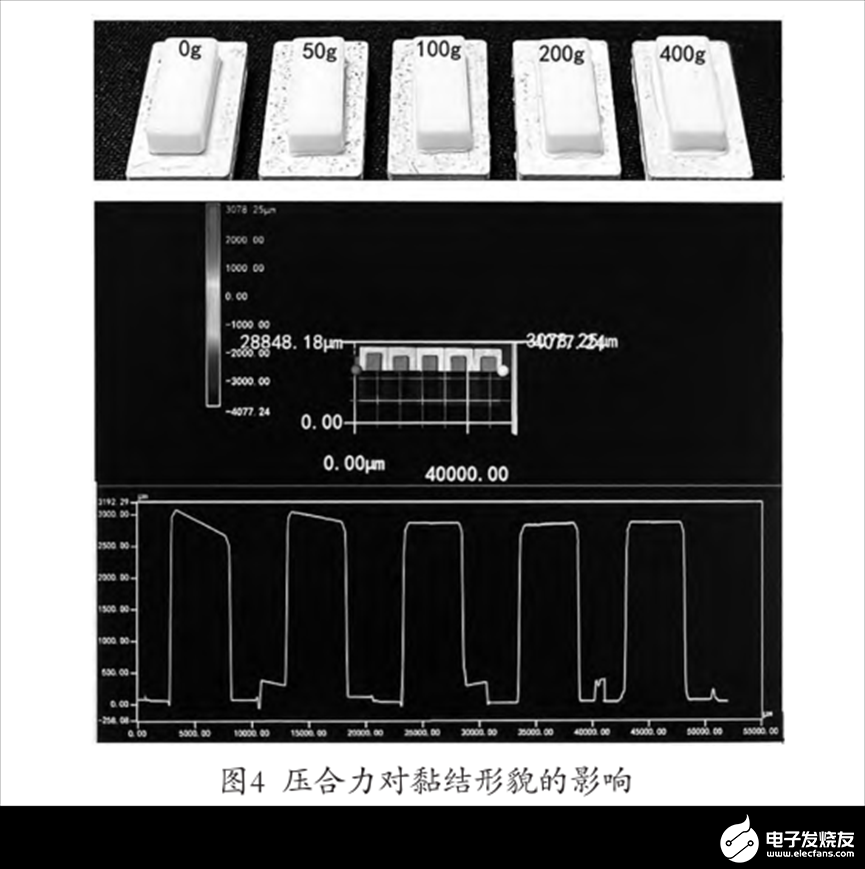
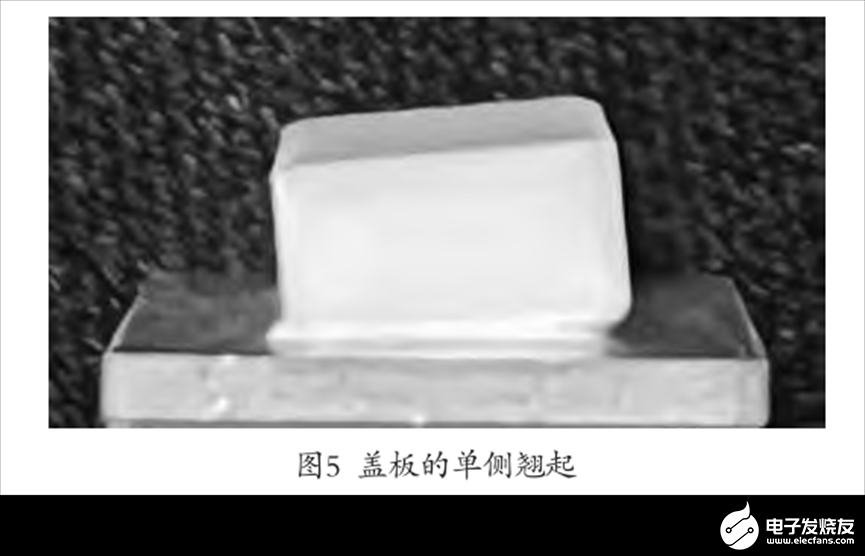
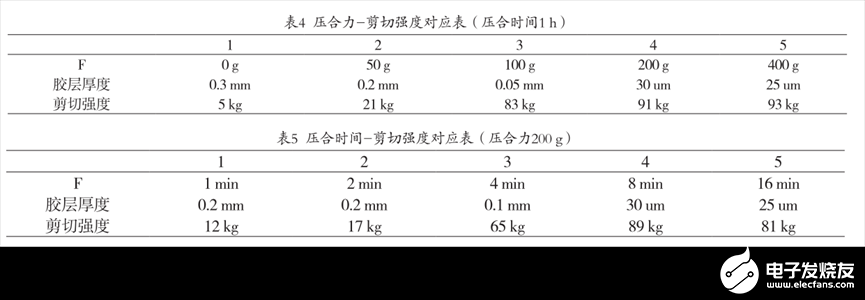
压合工艺实验研究的工艺参数主要为F、ty。胶黏剂中的环氧树脂在固化时需要施加一定的压力,主要原因是树脂固化时,分子间发生化学反应,自由体积缩小,在黏结界面会产生固化收缩现象,这时需要从外界施加压力弥补固化收缩,确保黏结界面紧密贴合。图4为不同压合力固化条件下制作的样品,从左至右压合力逐渐增大,使用平面轮廓仪扫描盖板可以得到其表面轮廓尺寸,通过制作截面样品可以得出胶层厚度尺寸。实验结果如表4所示,结果表明:(1)随着压合力的增加胶层厚度变小,剪切强度提升,在压合力达到100 g以上时,胶层厚度和剪切强度进入稳定区间;(2)在较低的压合力下,除了黏结剪切强度低之外,还有黏结面不平整问题;(3)表5为不同压合时间下的样品剪切强度测试表,结果表明需保持一定的压合时间才能保持黏结状态,若压合时间不足,胶体固化程度很低,仍处于可流动状态,压合力撤销后,盖板将在胶体中“浮起”,导致胶层厚度发生变化,最终影响剪切强度和表面平整度,严重的情况下甚至可能发生单侧翘起,如图5所示。
2.3.3 可靠性工艺实验
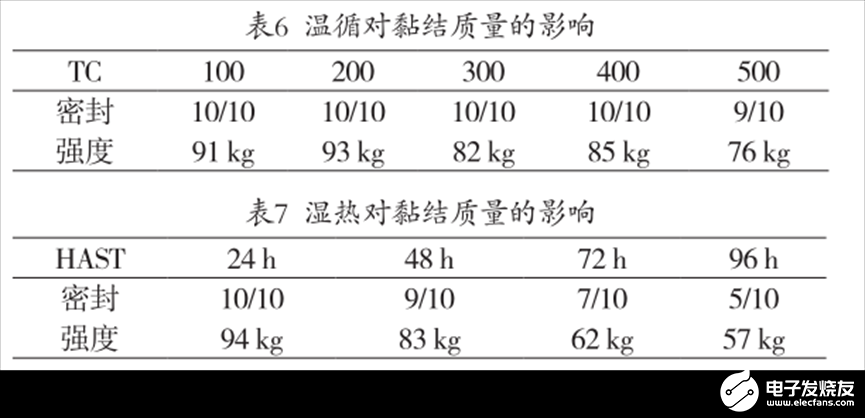
可靠性工艺实验结果如表6和表7所示。结果表明:(1)湿热对黏结质量影响巨大,随着湿热实验的进行,密封性能和剪切强度大幅下降,96 h湿热实验后,密封成品率下降50%,剪切强度下降40%;(2)温度循环对黏结质量影响较小。封装胶黏剂作为一种环氧树脂,具有良好的黏结性、力学强度、耐化学介质、电绝缘、尺寸稳定性以及工艺性等优势,但也存在环氧树脂的缺点——耐湿热能力差。水分子由于体积小,在湿热环境下很容易进入环氧树脂内部,降低已经固化形成的化学结构的稳定性,如导致局部化学键断裂,破坏分子间作用力,降低交联度。其次水分子进入后会对树脂产生溶胀,使整个系统的自由体积增大,分子间距离增大,进一步降低结构的稳定性,最终导致密封失效,强度大幅降低 [7] 。
2.4 常见问题
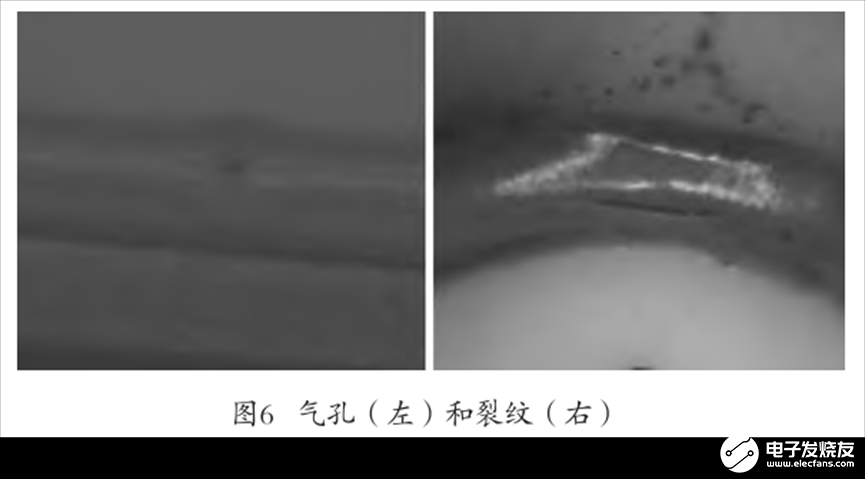
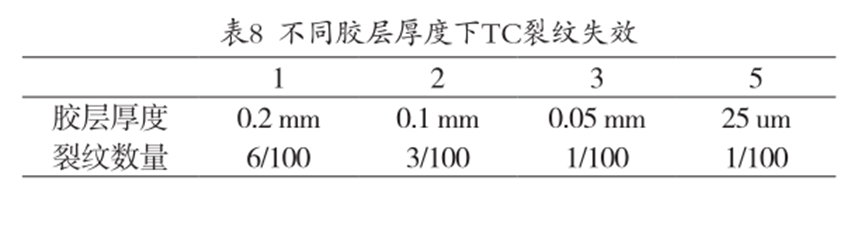
在功率管胶黏剂封装过程中,常见问题有:(1)气孔,造成密封不良,表现形式为局部位置的微小孔洞,如图6(左)所示。其主要的产生原因是在固化过程中内部气体受热膨胀并向外部排出进而形成贯穿型通道,从外部观察即为微小孔洞。设定压合前预热温度为T0,压合后固化温度为T1,根据理想气体状态方程PV=nRT,初始压强为P0,压合后固化温度下压强为P1,随着温度的升高(T1>T0),其内部气压升高,当ΔP(=P1-P0)达到一定程度时,即可突破胶层形成气流通道,导致密封不良。因此,可以通过降低ΔP来降低气孔的发生概率。设计合适的预热温度和时间可以减小压合前、后过程中器件的内外压差,进而降低气孔密封不良的发生概率。(2)裂纹,造成密封不良,表现形式为局部区域细微裂纹,如图6(右)所示。在温度循环实验后的失效样品中可以发现,其由环氧胶体固化后硬脆,在温度交替变化的条件下与金属、陶瓷之间产生应力失配导致。基于此,对不同胶层厚度的样品进行单独的温度循环实验,发现裂纹更容易在胶层较厚的样品中出现,如表8所示。(3)强度不足。在不考虑胶体自身材料因素的情况下,黏结强度低的主要原因为黏结界面污染、胶层过厚和固化不充分,可以通过增加压合力和优化固化温度曲线来保证黏结强度。
3 结论
胶黏剂封装具有成本低、效率高和应用范围广的特点,其工艺过程中的常见缺陷为密封不良和黏结强度低。本文通过实验研究得出金属陶瓷功率管胶黏剂封装在适合的固化温度、时间及压合力条件下,可以获得优异的封装质量,具备较高的黏结强度和密封成品率。其中,压合力(胶层厚度)是影响剪切强度的主要因素;预热温度和预热时间是影响密封成品率的主要因素;胶黏剂封装耐湿热能力一般,经过湿热实验后其剪切强度和密封效果大幅下降,在应用中需要充分考虑环境条件。
审核编辑 黄宇
-
封装
+关注
关注
128文章
9380浏览量
149214
发布评论请先 登录
无源晶振三大封装工艺详解:金属焊封、玻璃封装与激光焊接的区别与应用

工业传感器灌封胶的可靠性保障

LED晶膜屏的FPC基材选型与COB封装工艺研究(源头厂家技术白皮书)
半导体封装级可靠性的测试挑战和解决方案

什么是高可靠性?
技术解析 | 离子捕捉剂:提升电子封装可靠性的关键材料与应用选型指南
解决电子封装痛点!IXE/IXEPLAS 离子捕捉剂如何守护 IC 可靠性?
汉思新材料:芯片底部填充胶可靠性有哪些检测要求
Vishay Sfernice P16FNP金属陶瓷旋钮电位器技术解析:工业控制与音频应用的革新设计
Vishay Sfernice P16F/PA16F金属陶瓷旋钮电位器技术解析
Vishay Sfernice M61系列金属陶瓷微调电位器技术解析
汉思底部填充胶:提升芯片封装可靠性的理想选择
太诱MLCC电容的可靠性如何?
提升功率半导体可靠性:推拉力测试机在封装工艺优化中的应用




评论