 常用承压设备焊接工艺评定规范冲击试验免除条件介绍
常用承压设备焊接工艺评定规范冲击试验免除条件介绍
1 焊接工艺评定规范对冲击试验的要求
焊接工艺评定中,夏比V型缺口冲击试验是对焊接接头冲击韧性的评价,体现了焊接接头抵抗冲击破坏的能力,也是焊接接头综合性能的体现。
本文讨论的焊接工艺评定仅为全熔透对接焊接头的工艺评定。
1.1 NB/T 47014—2011《承压设备焊接工艺评定》标准
NB/T 47014—2011《承压设备焊接工艺评定》标准中5.2“每种焊接方法的专用焊接工艺评定因素及分类”规定,专用焊接工艺评定因素分为重要因素、补加因素和次要因素。
(1)重要因素是指影响焊接接头力学性能和弯曲性能(冲击韧性除外)的焊接工艺评定因素。
(2)补加因素是指影响焊接接头冲击韧性的焊接工艺评定因素,当规定进行冲击试验时,需增加补加因素。
(3)次要因素是指对要求测定的力学性能和弯曲性能无明显影响的焊接工艺评定因素[1]。
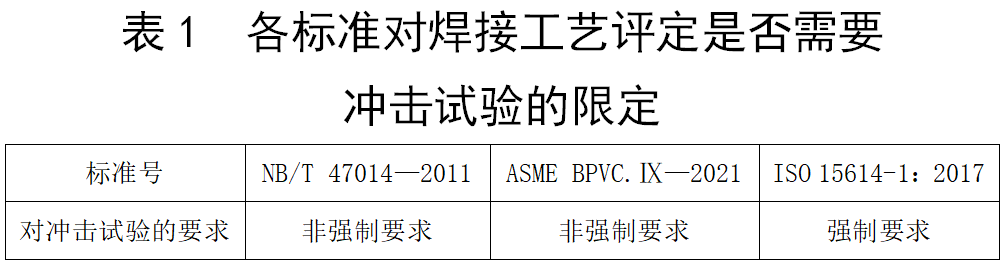
由此可见,在NB/T 47014—2011《承压设备焊接工艺评定》中,冲击试验属于补充要求,当产品或产品规范要求进行冲击试验时进行。
1.2 ASME BPVC.Ⅸ—2021《焊接、钎接和粘接评定》标准
ASME BPVC.Ⅸ—2021《焊接、钎接和粘接评定》标准中QW-171是对夏比V型缺口冲击韧性试验的要求。QW-171.1总则要求仅在引用规范要求时才进行缺口韧性试验(冲击试验)[2]。
QW-250焊接变素要求:焊接变素分为重要变素、附加重要变素和非重要变素三类。
能影响焊件力学性能的变素是重要变素,当规范别的卷要求对某一种材料进行韧性试验(冲击试验)时应将附加重要变素增加到(使用的)每种焊接方法的重要变素中[2]。
由此可见,在ASME BPVC.Ⅸ—2021《焊接、钎接和粘接评定》标准中,冲击试验不是强制要求,属于补充要求,仅在法规、标准或规范要求时才需要进行。
1.3 ISO 15614-1:2017《金属材料焊接工艺规程及评定-焊接工艺试验 第一部分:钢的电弧焊和气焊、镍及镍合金的电弧焊》标准
ISO 15614-1:2017《金属材料焊接工艺规程及评定-焊接工艺试验 第一部分:钢的电弧焊和气焊、镍及镍合金的电弧焊》将焊接工艺评定的要求分为level 1和level 2。附件ZA中申明,只有满足Level 2的所有要求时才符合欧盟承压设备指令2014/68/EU的要求[3]。
标准[3]第7.1条“试验种类和程度要求”中level 2的试验种类和程度按表2要求。“表2 level 2试样的检验和试验要求”中,全熔透对接试件的试验项目包括目视检查、射线或超声检测、表面裂纹探伤、横向拉伸试验、横向弯曲试验、冲击试验和宏观金相检查,当有要求时还应进行金相硬度检测[3]。
由此可见,在ISO 15614-1:2017《金属材料焊接工艺规程及评定-焊接工艺试验 第一部分:钢的电弧焊和气焊、镍及镍合金的电弧焊》标准中,冲击试验属于规范强制要求。
综上,各标准对焊接工艺评定是否需要冲击试验的限定如表1所示。
2 各规范对冲击免除的要求
2.1 中国标准对冲击豁免的要求
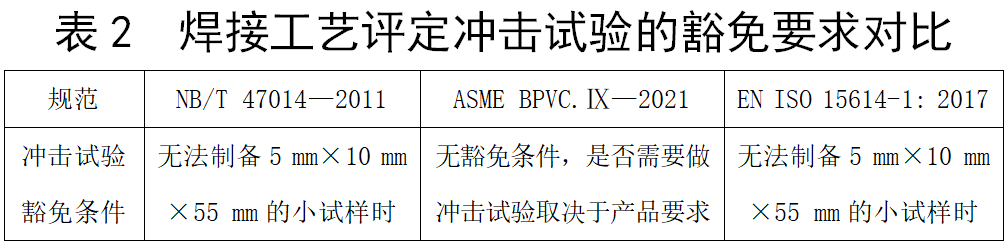
NB/T 47014—2011《承压设备焊接工艺评定》标准中“表11 力学性能试验和弯曲试验项目和取样数量”注5要求:当无法制备5 mm×10 mm×55 mm小尺寸冲击试样时,免做冲击试验[1]。
同样的豁免条件也存在于NB/T 47016—2011《承压设备产品焊接试件的力学性能检验》中。该标准中“表1 试件力学性能和弯曲性能检验类别和试样数量”注3要求:当无法制备5 mm×10 mm×55 mm小尺寸冲击试样时,免做冲击试验[4]。
我国特种设备安全技术规范TSG 21—2016《固定式压力容器安全技术监察规程》第2.2.1.3.1条要求“厚度不小于6mm的钢板、直径和厚度可以制备宽度为5mm小尺寸冲击试样的钢管、任何尺寸的钢锻件,按照设计要求的冲击试验温度下的V型缺口试样冲击吸收能量(KV2)指标应当符合表2-1的规定[5]”。
被列入GB/T 150.2—2011《压力容器 第2部分:材料》的碳素钢和低合金钢中,只有Q245R、Q345R存在钢板厚度小于6 mm的项目。该标准中“表4 钢板的使用温度”下限中规定,当Q245R、Q345R钢号的钢板厚度小于6 mm时,在标准允许的使用温度下限内免做冲击试验[6]。该部收录的钢板分别属于GB/T 713—2014《锅炉和压力容器用钢板》、GB/T 3531—2014《低温压力容器用钢板》和GB/T 19189—2011《压力容器用调质高强度钢板》。以上3部材料标准中,GB/T 19189—2011《压力容器用调质高强度钢板》规定钢板最小壁厚10 mm,GB/T 713—2014《锅炉和压力容器用钢板》标准中4.1.4条和GB/T 3531—2014《低温压力容器用钢板》标准中6.4.3条均规定厚度小于6 mm的钢板不做冲击试验。
被列入GB/T 150.2—2011《压力容器 第2部分:材料》的碳素钢和低合金钢钢管分别属于GB/T 8163—2018《输送流体用无缝钢管》、GB 6479—2013《高压化肥设备用无缝钢管》、GB 9948—2013《石油裂化用无缝钢管》和GB/T 5310—2017《高压锅炉用无缝钢管》。
其中GB/T 8163—2018《输送流体用无缝钢管》标准中5.4.2.1规定“牌号为Q345、Q390、Q420、Q460质量等级为B、C、D、E的钢管,当外径不小于70mm,且壁厚不小于6.5mm时,应进行纵向冲击试验”[7]。GB 6479—2013《高压化肥设备用无缝钢管》标准中5.4.1规定“D≥76mm且S≥6.5mm的钢管应做冲击试验”[8]。GB/T 9948—2013《石油裂化用无缝钢管》标准中6.4.1力学性能要求规定“外径不小于76 mm且壁厚不小于14 mm的钢管应做冲击试验。根据需方要求,经供需双方协商,在合同中注明,其他规格钢管可做冲击试验……”[9]。GB/T 5310—2017《高压锅炉用无缝钢管》标准中6.4.2条规定“D≥76mm且S≥14mm的钢管应做冲击试验”[10]。由此可见,相关材料规范中对6 mm以下的板材、6.5 mm以下的管材均无冲击要求。
通过以上分析可以发现,按NB/T 47014—2011《承压设备焊接工艺评定》进行焊接工艺评定时,如无法制备5 mm×10 mm×55 mm小尺寸冲击试样,免做冲击试验的豁免许可与我国的技术法规、制造规范和材料规范的要求具有高度的一致性和连贯性,豁免后的焊接工艺评定完全符合我国特种设备安全技术规范TSG 21—2016《固定式压力容器安全技术监察规程》和压力容器建造规范GB 150—2011《压力容器》的要求。
2.2 ASME规范对冲击豁免的要求
ASME BPVC.Ⅸ—2021《焊接、钎接和粘接评定》标准中QW-171.1要求,产品规范无特殊要求时韧性试验(冲击试验)按SA-370执行[2]。ASTM SA-370《钢制品力学性能试验的标准试验方法和定义》22.2款规定冲击试样包括全尺寸试样(10 mm×10 mm×55 mm)和小尺寸试样,小尺寸试样的宽度包括7.5、6.7、5、3.3、2.5 mm共5个规格。ASTM SA-370中并未明确规定能获得的最大冲击试样宽度小于2.5 mm时是否可以免除冲击试验。
ASME Ⅷ Div.1-2021《压力容器建造规则》UCS-67要求“除了UG-20(f)、UCS-66和UCS-68的豁免规定外,当符合以下条款时,焊接工艺评定中应包括按照UG-84要求做焊缝和热影响区(HAZ)的冲击试验”[11]。也就是说,若无特殊要求,焊接工艺评定不需要做冲击试验,即便UCS-67规定需要做冲击试验,在满足UG-20(f)、UCS-66和UCS-68等相关豁免规定的情况下,仍然可以不做冲击试验。
标准[11]UG-20(f)和UCS-66相关条款中,材料是否需要冲击,主要基于材料、应力水平和使用温度综合评判。
标准[11]UCS-68(c)介绍了对UCS-66相关条款中需要做冲击时的有条件豁免:当本标准(ASME Ⅷ-1)不要求而承压焊缝却进行了焊后热处理,则图UCS-66中对P-No.1材料免做冲击试验的允许最低温度可以降低17 ℃[11]。当(b)中PWHT豁免适用时,得出的免试温度可以低于-48 ℃[11]。
由此可见,ASME相关规范中,并没有对焊接工艺评定冲击试验的豁免,产品是否需要做冲击试验取决于材料、应力水平、使用温度和热处理等条件的综合评判,工艺评定是否需要做冲击试验取决于产品要求。当产品不需要做冲击试验时,焊接工艺评定也不需要做冲击试验。
2.3 EN/ISO相关规范对冲击的要求
ISO 15614-1:2017《金属材料焊接工艺规程及评定-焊接工艺试验 第一部分:钢的电弧焊和气焊、镍及镍合金的电弧焊》标准中“表7.1 试验种类和程度要求”表2注d是对冲击试验的补充说明:对厚度≥12 mm且已规定应进行冲击试验的材料,焊接取一组焊缝金属和一组热影响区(试件)进行冲击试验。材料厚度小于12 mm时,执行标准可能要求进行冲击试验[3]。
参考欧盟承压设备指令2014/68/EU协调标准EN 13445-4: 2021第8.3“焊接工艺评定”规定“承压焊缝应按照EN ISO 15614: 2017或EN ISO 1563: 2004进行评定”,本条c款冲击试验要求“试验和评判标准按EN 15614-1: 2017执行,作为附加要求,冲击试验还应满足EN 13445-2: 2021,附录B”[12]。EN 13445-2: 2021附录B.3.2小试样要求该材料无法制备宽度不小于5 mm的试件时可不做冲击试验[13]。
由此可见,壁厚小于12 mm时可以免做冲击试验,当执行标准要求进行冲击试验时,仍应进行冲击试验。
综上,国际主流承压设备焊接工艺评定规范对冲击试验的豁免要求如表2所示。
3 冲击试验可豁免的焊接工艺评定的覆盖范围
3.1NB/T 47014豁免冲击试验后的母材厚度覆盖范围
当壁厚超过16 mm时,不存在无法制备5 mm×10 mm×55 mm小试样的情况,因此焊条电弧焊、埋弧焊、钨极气体保护焊、熔化极气体保护焊、等离子弧焊和气电立焊等焊接方法评定后的母材覆盖范围:
(1)T<6mm时,母材厚度覆盖范围T/2~2T;
(2)6mm≤T≤16mm时,母材厚度覆盖范围T~2T。
3.2 ASME BPVC.Ⅸ母材厚度覆盖范围
标准[2]不存在焊接工艺评定的冲击试验豁免的情况,因此,当不需要进行冲击试验时,母材厚度的覆盖范围按表QW-451.1执行:
(1)若T<1.5mm,母材厚度的覆盖范围T~2T;
(2)1.5mm≤T<10mm,母材厚度的覆盖范围1.5mm~2T;
(3)10mm≤T<38mm,母材厚度的覆盖范围5mm~2T。
3.3 ISO 15614-1豁免冲击试验后的母材厚度覆盖范围
豁免冲击试验后的母材厚度覆盖范围仍按标准表7 level 2执行:
(1)若T≤3mm,母材厚度的覆盖范围0.5T~2T。
(2)若T>3 mm,母材厚度的覆盖范围:
1)单层焊:0.5T(最小3 mm)~1.3T;
2)多层焊:3 mm~2T(最大12 mm)。
4 结语
焊接工艺评定是验证所拟定焊接工艺正确性的试验,是保证焊接质量的基础。进行焊接工艺评定时需要充分考虑产品需求,合理选择评定参数和试验项目,并充分评估豁免条款的适宜性,以保障产品质量安全。
审核编辑:刘清
-
焊接
+关注
关注
38文章
2749浏览量
58202 -
热处理
+关注
关注
0文章
112浏览量
18124
原文标题:常用承压设备焊接工艺评定规范冲击试验免除条件分析
文章出处:【微信号:机电信息杂志,微信公众号:机电信息杂志】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐





 工商网监
工商网监
评论