 热电厂高压加热器的检验与缺陷处理
热电厂高压加热器的检验与缺陷处理
摘 要:
高压加热器是火电厂汽轮机组中给水回热系统的重要设备,由于长期在高温、高压工况下运行,裂纹、腐蚀减薄等危害性缺陷可能会引起设备泄漏和爆炸事故,特别是结构不连续的区域,如管板和接管角焊缝容易因制造和使用的原因产生缺陷;通过定期检验来排查安全隐患,可有效保障设备安全运行。对某氧化铝厂热电分厂的两台高压加热器进行了定期检验,在进行磁粉检测时发现在人孔角焊缝处存在表面裂纹,进一步对发现裂纹的焊缝进行埋藏缺陷检测,发现其存在整圈的未熔合。通过对四合环密封结构人孔的受力分析、人孔材质的化学成分分析、角焊缝结构分析及焊接过程因素分析,了解到制造遗留了延迟裂纹和未熔合缺陷,产生缺陷的原因包括人孔角焊缝处存在应力集中,人孔锻件材质淬硬倾向大,角焊缝成形不良等。在对缺陷进行处理前,为保证返修质量,从消除焊接残余应力的目的出发,针对性地对缺陷清除、焊前预热、焊接过程控制、无损检测、焊后热处理以及耐压试验等过程给出了具体方案。
0引言
火力发电厂给水回热系统的作用是从汽轮机不同压力的中间级处抽出部分蒸汽,送到给水加热器中对锅炉给水进行加热,是火电机组的主要系统组成。高压加热器是利用从汽轮机抽取的蒸汽加热锅炉给水的装置,是给水回热系统的一个重要组成部分。高压加热器有两个作用,一是通过抽汽加热给水(回热)提高电厂热效率;二是将给水加热后,其进入锅炉可减小温差引起的热应力[1]。由于高压加热器长期处于高压、高温工况下,裂纹、腐蚀减薄等缺陷可能会引起泄漏、爆炸等事故,将会造成巨大的经济损失甚至人员伤亡,特别是结构不连续的区域,如水室封头的接管和人孔角焊缝、水室与管板连接处焊缝,由于残余应力大,容易产生缺陷[2-3]。因此,对高压加热器进行定期检验,可以有效排查安全隐患,保障其高效稳定运行。
本文将以某氧化铝厂热电分厂的高压加热器为例,介绍其检验情况,分析缺陷产生的原因,提出缺陷处理方案,为同类设备的检验检修提供一些参考和经验。
1设备概况
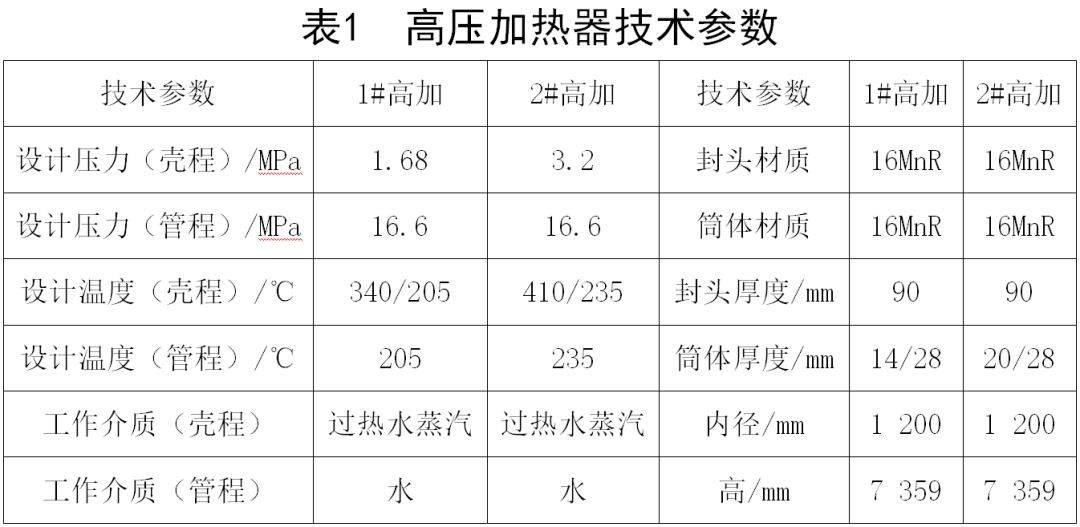
受某氧化铝厂委托,对其热电分厂汽轮机机组的两台高压加热器进行检验。由于汽轮机机组维修调试的原因,两台高压加热器一直未正常运行,本次检验为首次定期检验。高压加热器是U型管式换热器,主要由管板、封头、管系、壳体、人孔、管程接管与壳程接管组成,为立式结构,设备基本参数如表1所示。
2检验情况
由于待检高压加热器的管板与筒体、水室封头的连接为焊接结构,本次检验现场不具备抽芯条件。因此,制定的检验方案以外表面的检验项目为主,主要进行了宏观检查、壁厚测定、磁粉检测、超声波检测、安全附件检查等项目的检验。
2.1宏观检查
拆除外表面的隔热层,依次根据结构和几何尺寸、腐蚀、变形、开裂、支承、疏水和隔热层下腐蚀等项目进行检查,在检查过程中未见变形及腐蚀。
2.2壁厚测定
对水室封头、汽侧筒体、汽侧封头及接管等主要受压元件分别进行壁厚测定,结果表明无明显减薄。
2.3无损检测
2.3.1磁粉检测
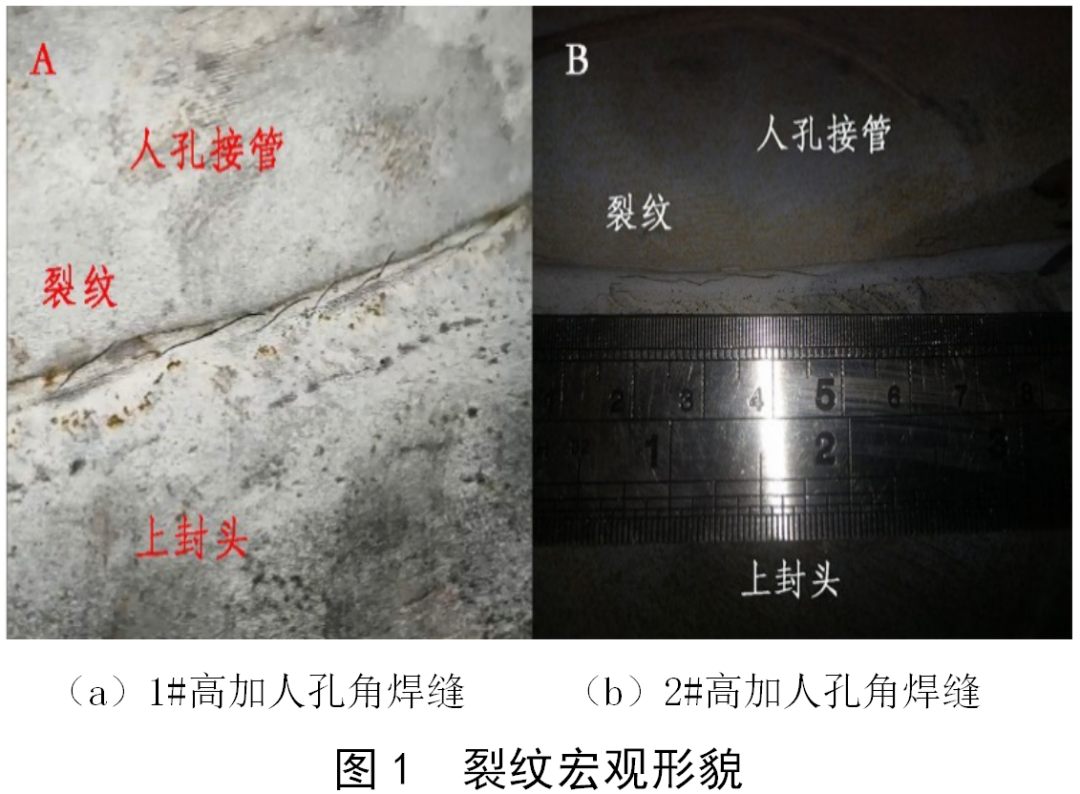
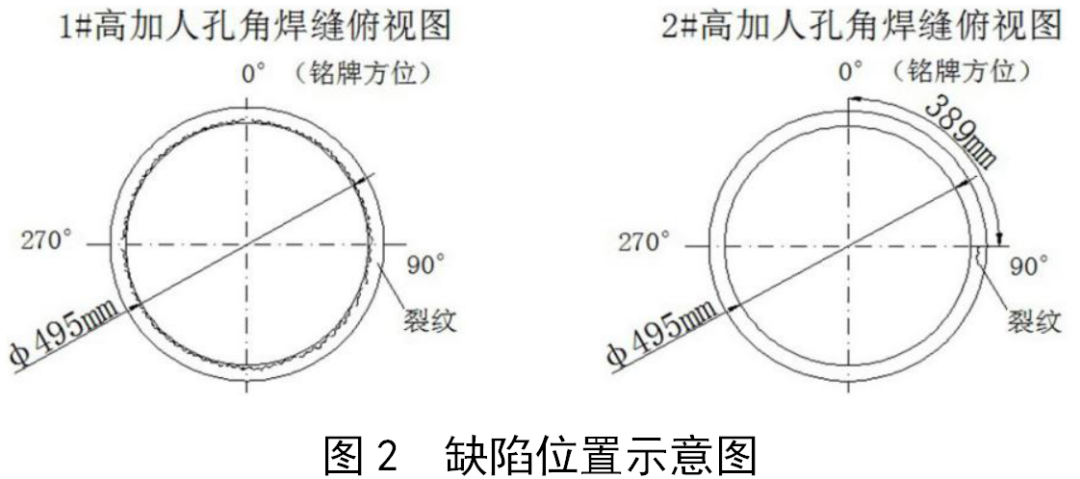
对外表面的对接焊缝、接管角焊缝进行100%磁粉检测,在1#高加和2#高加的人孔与上封头的角焊缝上均发现裂纹,裂纹位于角焊缝靠近人孔筒体的熔合线处,缺陷已向母材延伸,如图1和图2所示。
2.3.2超声波检测
在筒体外表面对交叉对接焊缝进行超声波检测抽查,在检测过程中,未发现可记录的超标缺陷。
对发现裂纹的人孔角焊缝进行超声波检测,确定其是否存在埋藏缺陷。经检测,在内部深度30~55 mm的范围内存在整圈的条形缺陷。
2.4安全附件检查
对安全阀、压力表、温度计、液位计进行检查。经检查,安全阀、压力表均在有效期内,铅封完好,压力表的量程和精度等级符合要求,温度计和液位计符合要求。
3检验结果分析
3.1受力分析
水室封头上的人孔筒节是高压加热器的主要受压元件。常见的人孔形式有四合环自密封人孔、内置自密封人孔、大开口四合环密封人孔、法兰强制焊接密封人孔等。本次检验的高压加热器人孔采用的是四合环自密封(又称伍德密封),这也是目前使用得最多的人孔形式。
在本案例中,人孔筒节材质为20MnMoⅢ钢锻件,规格为φ620×φ420×320mm,水室封头材质为16MnR钢,规格为φ1 100×90 mm。为分析人孔应力情况,根据《压力容器 第3部分:设计》(GB 150.3—2011)计算人孔筒节端部当量应力[4]。
经计算得到,人孔筒体端部环向截面拉应力为:

筒体端部环向截面的弯曲应力为:

综上可得,人孔筒节环向截面的当量应力为:σoa=σa+σma=84.7 MPa,即人孔附近承受较大的应力。
3.2化学成分分析
根据出厂资料中的数据,人孔和水室封头的材料化学成分和力学性能如表2和表3所示。

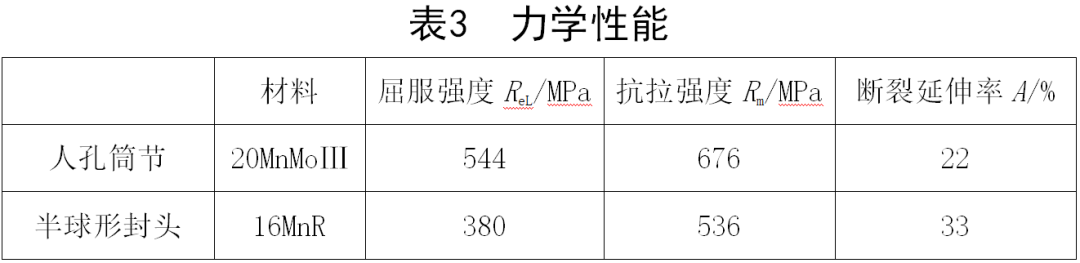
根据IIW(国际焊接学会)推荐的碳当量公式(3)进行计算,人孔材料20MnMoⅢ钢的碳当量约为0.5%,淬硬倾向大,其焊缝及热影响区出现淬硬性组织的概率会大大提高,焊接时产生冷裂纹的倾向大。在焊接过程中如工艺控制不当,在焊后易产生淬硬脆化裂纹。

3.3焊缝结构分析
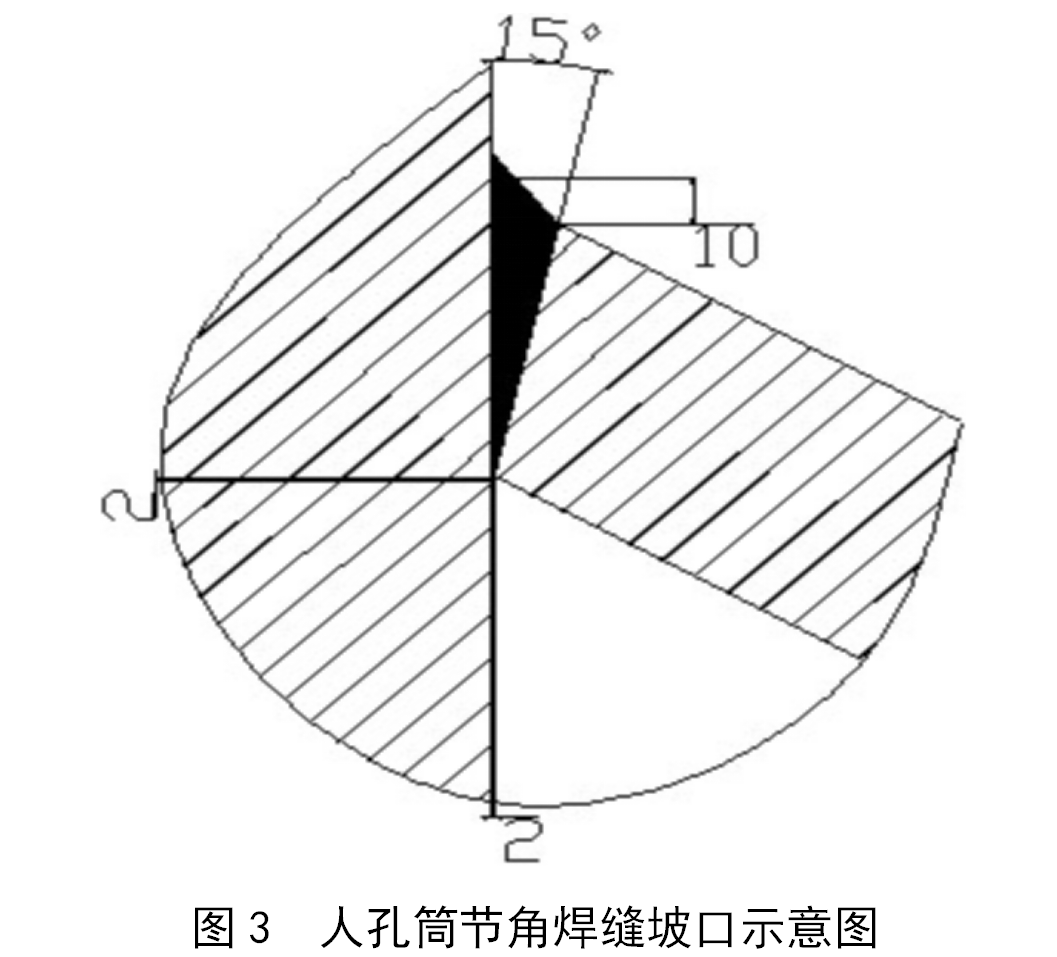
设计图纸中规定的人孔筒节角焊缝坡口形式如图3所示。在检验中对该角焊缝进行宏观检查,发现整圈角焊缝的焊缝熔宽小,焊缝宽度在10~16 mm,说明其在制造时坡口加工宽度未达到设计要求,导致角焊缝的拘束度大,焊后残余应力大,易产生裂纹等缺陷。
3.4焊接过程因素分析
由于高加水室封头壁厚较厚,焊缝焊接时采用多层焊,但是在每层焊接结束后,对表面药皮清理不够彻底,或者焊接时参数控制不当、焊接过快等,可能会在焊缝内部产生未熔合等超标缺陷,这些缺陷处就会产生应力集中,在应力作用下更容易产生裂纹[5]。
设计图纸技术要求规定,在对人孔筒节和水室封头焊接时要进行焊前预热,并在焊接结束后进行热处理以消除残余应力。可能由于热处理时极个别区域存在热偏差,设备在热处理后局部存在应力未完全消除的情况,随着运行后应力逐步释放从而在表面产生细小的延迟裂纹。
综上所述,人孔角焊缝处裂纹产生的原因可能是坡口未按技术要求加工,焊缝成形不良,焊接参数控制不当,存在未熔合、夹渣、气孔等焊接缺陷;热处理后可能存在残余应力未消除情况,在焊接应力、人孔角接接头结构拘束应力的作用下,焊接缺陷处产生应力集中,微裂纹经扩展导致冷裂纹形成,从而在人孔角焊缝的焊趾处出现裂纹。
4缺陷处理
为了完全消除设备安全隐患,防止缺陷再次出现,需要结合上述角焊缝裂纹产生的机制分析制定好维修方案并严格执行。
4.1缺陷清除
(1)确定裂纹及其他超标缺陷深度、位置后,采用碳弧气刨+砂轮机打磨的方式将焊缝的裂纹及其他超标缺陷清除干净。对于向母材扩展的裂纹需要在裂纹端部打止裂孔,采用碳弧气刨的方法清除缺陷。
(2)为确认裂纹或其他超标缺陷是否被清除干净,需进行100%PT检测。如还存在裂纹或其他超标缺陷,则继续打磨,直至PT检测后返修区域显示无裂纹或其他超标缺陷为止。打磨出的U型槽宽深比大于等于1,坡口两端应处理呈缓坡状,底部、两侧及两端必须打磨平滑,避免坡口过深、过窄。
4.2焊缝返修
4.2.1 焊前预热
采用火焰加热方式进行焊前预热,要求预热温度不得低于150℃。预热必须均匀,预热宽度应为焊缝中心两侧各取120 mm。
4.2.2 焊接过程控制
返修前应将坡口表面和两侧至少20 mm范围内PT检测遗留的渗透剂和显像剂等清理干净。严格控制焊接层间温度,层间温度的范围为150~300℃。返修过程中,每道焊接宽度不得大于4倍焊条焊芯的直径。焊道与焊道、焊层与焊层之间的清理:道与道、层与层之间必须将焊渣、飞溅等清除干净;同时,焊道之间、焊道与坡口表面之间形成的窄“V”形夹角也要打磨圆滑。返修过程中,焊接接头必须修磨,防止应力集中。每一焊层厚度不得大于3 mm。
4.2.3焊接外观质量要求
返修焊缝成形良好,焊缝余高小于3 mm,必须圆滑过渡至原焊缝和母材,不允许存在咬边、表面气孔、弧坑、未填满、夹渣、飞溅等缺陷。
4.3无损检测要求
返修时采用的无损检测方法有[6]:超声波检测(UT)、磁粉检测(MT)、渗透检测(PT)。采用渗透检测确认缺陷是否清除,符合《承压设备无损检测 第5部分:渗透检测》(NB/T 47013.5—2015)规定的Ⅰ级合格;焊缝返修完成应进行100%UT检测和100%MT检测,超声波检测技术级别为B级,符合《承压设备无损检测 第3部分:超声检测》(NB/T 47013.3—2015)规定的Ⅰ级合格;磁粉检测的时机为焊后热处理24 h后,符合《承压设备无损检测 第4部分:磁粉检测》(NB/T 47013.4—2015)规定的Ⅰ级合格。
4.4焊后热处理
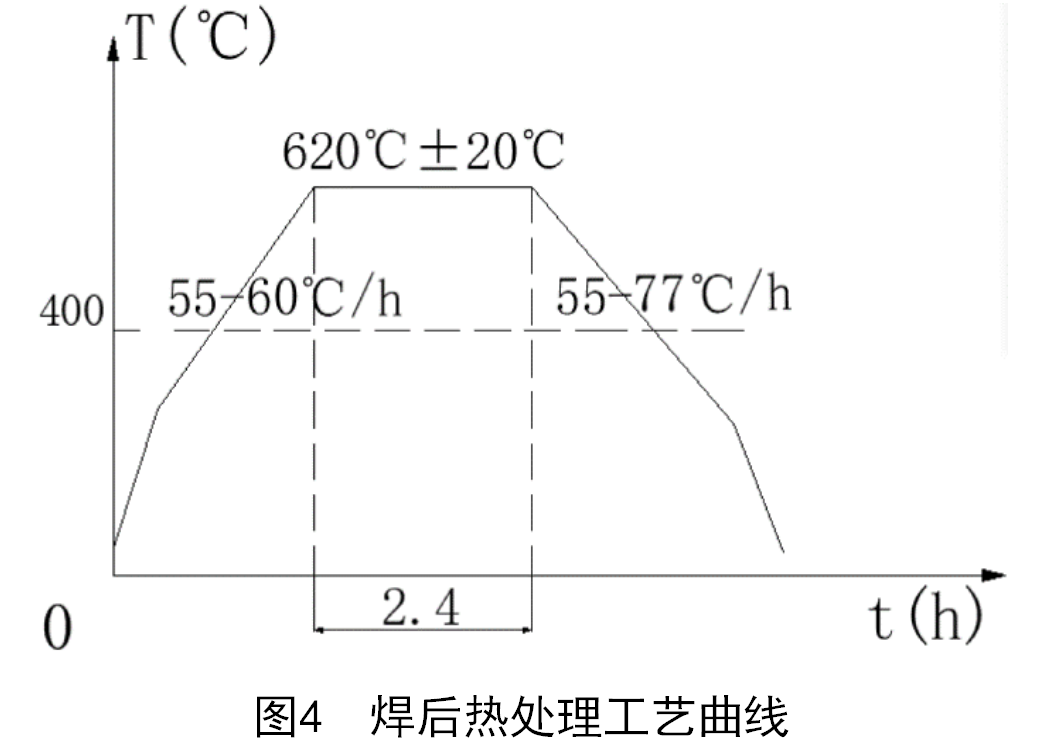
当焊缝返修深度大于1/3板厚时需要重新进行焊后热处理,焊后热处理工艺曲线如图4所示。
焊后热处理要求:
(1)热电偶的布置要求:每处返修焊缝至少布置一根热电偶。
(2)焊后热处理采用电加热方式进行,选用智能温控箱进行热处理控制。
(3)焊后热处理前,加热区以外至少100 mm范围应予以保温,避免产生较大的温度梯度。
4.5耐压试验
当返修深度大于1/2板厚时需要进行耐压试验,检验核定的最高允许工作压力为P,则耐压试验压力为1.25P;试验时,以水为介质,压力应缓慢上升,当压力升至最高允许工作压力时,对容器的所有焊缝和连接部位进行检查,确认无渗漏后继续升压至试验压力,保压30 min进行检查;然后将压力降至最高允许工作压力,保压15 min进行检查。检查期间应无压降,以无渗漏、无可见变形、试验过程中无异常响声为合格。
5结语
通过对高压加热器进行全面检验,可以及时发现影响设备安全运行的隐患。本文分析了裂纹缺陷产生的可能原因,包括人孔角焊缝应力集中、合金钢锻件淬硬倾向大、焊缝成形不良等。因此,在对缺陷进行返修时,提出了焊前预热、焊接过程控制、焊后热处理和耐压试验的要求,并对无损检测的方法、时机做出了规定,从而保证焊缝的返修质量。
审核编辑:汤梓红
-
加热器
+关注
关注
3文章
205浏览量
20140 -
热电厂
+关注
关注
0文章
15浏览量
7021 -
高压加热器
+关注
关注
0文章
8浏览量
6551
原文标题:热电厂高压加热器的检验与缺陷处理
文章出处:【微信号:机电信息杂志,微信公众号:机电信息杂志】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
联合循环热电冷联供对旧热电厂技术改造的探讨
汽水混合加热器常见问题
热电厂的热电分摊方法探讨
高压加热器解剖试验及热交换管缺陷原因分析
电源快速切换在热电厂电力系统中的应用

高压加热器泄漏的原因
加热器的作用
高压加热器的工作原理





 工商网监
工商网监
评论