 浅谈汽车线束面向装配工艺的设计要点
浅谈汽车线束面向装配工艺的设计要点

01前言
线束是汽车上分布最广,布置最复杂的零件,在汽车设计、试制过程中,线束的问题点也是最多。同时随着技术发展,汽车功能越来越多,更多新技术被运用到汽车上,大部分功能的实现都需要电子电器实现。线束作为电子系统连接的主要零件,其设计和装配也越来越复杂。本文从整车装配角度出发,总结线束各装配要素的设计要求及常见问题,尽量在设计阶段规避装配问题,减少作业难点。
02装配要素及设计要求
线束的装配要素主要有主干分支布置及定位件安装、橡胶件安装、插接件连接、接地端子紧固等。以下通过对各装配要素的分解说明,提出改善装配性的设计要求。
2.1主干分支布置
2.1.1线束公差
线束主干分支、定位件遵循一定公差尺寸要求,如下:
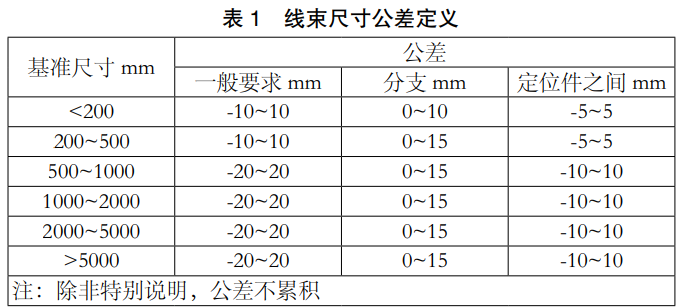
(1)从上表看出,定位件之间尺寸可能产生正公差或负公差,定义尺寸时应从定位件间长度,线径,线束软硬程度,走向等因素判断当产生极限公差时是否存在定位件距离过短或过长导致无法安装或难安装问题。特别是定位件距离较短,线束较粗较硬,线束为直线的情况,可能存在负极限公差时长度过短无法安装,正极限公差时长度过长同样无法安装,则需提高管控精度或其他对策。(2)分支长度只存在正公差,定义尺寸时注意在极限公差时是否存在过长而导致干涉问题。
2.1.2线束弯折
线束直径越大,硬度越大,可弯折的半径越大,为线束满足装配和质量要求,一般线束弯折半径要大于线束直径两倍。由于线束直径不是线束硬度的唯一影响因素,且弯折部分的不可控性较大,对线束直径较大的弯折部分,需结合实车评估装配性和周边零件间隙。
2.1.3预留工艺尺寸
数模的线束一般为理想状态,在实际装配过程中,由于装配轨迹、对手件装配空间等原因,数模状态的线束尺寸无法满足装配要求,在转化图纸时需对预留工艺尺寸。
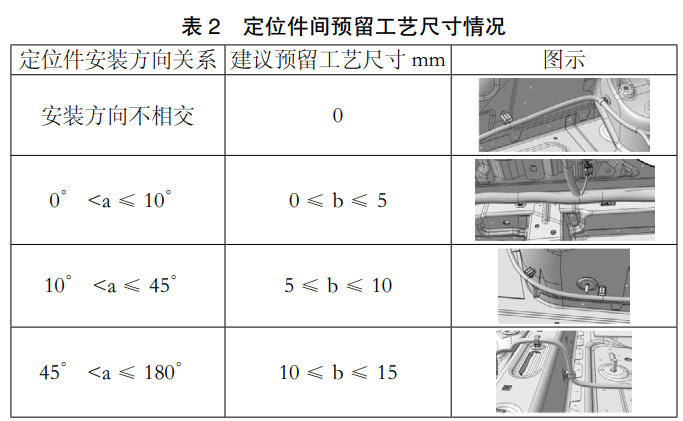
(1)定位件之间预留工艺尺寸。当固定件(孔)布置不同造成两两相连的定位件有不同的装配轨迹,建议预留工艺尺寸情况总结如下表 2:
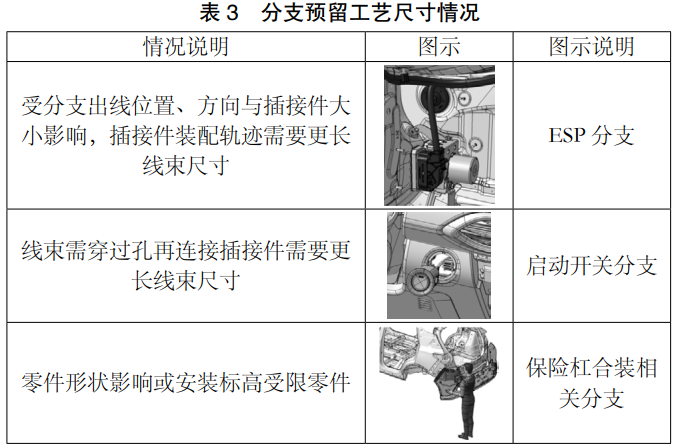
(2)插接件安装预留工艺尺寸。当对手件不同、装配位置不同、装配标高不同、装配手法不同,分支所需预留工艺尺寸存在差异,列举以下表 3 常见情况说明:
在预留工艺尺寸同时,避免线束过长导致异响和干涉,需要结合以往车型经验数据得出初步预留尺寸,配合实车验证和耐久试验,得出最终合理的长度。必要时需对有质量风险的干涉部位增加保护材料,对有异响风险的部位增加防异响包覆。
2.2定位件设计
2.2.1定位件简介
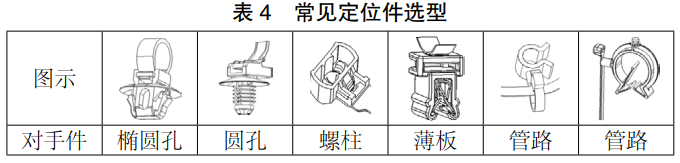
线束的定位件是安装在线束上,用于与车体或其他对应部件固定的零件。定位件形式多样,列举部分常用选型如下表 4:
2.2.2定位件装配工艺要求
(1)定位件安装力小于 40N,避免手部安装疼痛。
(2)定位件方向应尽量与数模一致,避免定位件安装时转动定位件或扭曲线束。受线束制造工艺约束无法保持一致时,定位件装配过程转动角度应小于 45°。
(3)定位件固定区域需考虑防错,保证固定位置唯一性,可通过不同形状的定位件,或增加相应标识。
2.3插接件设
2.3.1插接件简介
插接件按结构分为无助力型和有助力型两种,均需要满足插入力、拔出力、锁止装置强度、锁止装置解锁力等基本要求。从而避免以下风险:(1)插入力过大导致安装困难,产生虚插风险;(2)锁止装置解锁力过小容易误操作解锁和解锁力过大导致安装困难。插接件锁止装置安装到位需要发出声响。声音等级应高于环境声音:潮湿前 7dB,潮湿后 5dB。另外在安排插接件装配岗位时,也需注意避免安排在环境噪声较大的岗位。
2.3.2装配空间
(1)插接件装配到位后不应与周边干涉,装配过程也需保证不干涉,因此需考虑插件装配轨迹与周边零件的关系。
(2)考虑插接件安装的人机工程的同时,需考虑拆卸的便利性。特别避免锁止机构正常状态无法接触的情况。
2.3.3防错
一个插接件原则上不允许周边不相关的插接件可以与其对接,因此插接件有以下防错设计:
(1)结构防错。周边插接件之间只能实现一对一对接,从插接件选型上实现防呆。当插接件选型上无法避免一对多风险时,有以下防错方案:
(2)公母端防错。将相同的公母端插接件设计于不同线束上,通过公母端的差异实现防错。
(3)线束长度防错。通过线束长度约束,各插接件最终只有一种对接状态。
(4)颜色提醒防错。通过插接件颜色选型、分支包覆颜色、插接件颜色点等目视化方式防错。
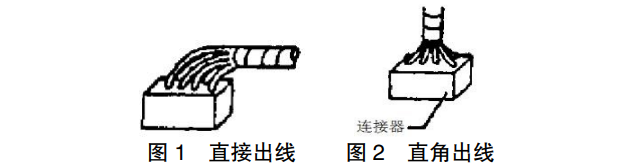
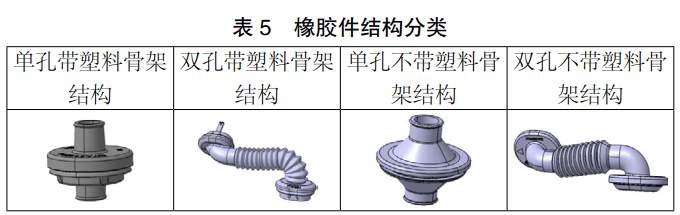
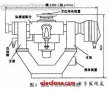
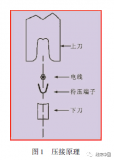
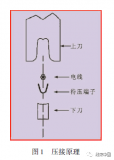
2.3.4出线位置包覆
插接件出线位置包覆有两种状态:图 1 直接出线和图 2 直角出线。直接出线为一般设计形式,但当出线以下情况时,需采用直角出线:
(1)直接出线的线束折弯半径较大,与周边零件形成干涉影响,通过直角出线约束折弯半径,增大线束与周边零件间隙;
(2)直接出线的线束装配过程与周边零件干涉,导致插接件难装,通过直角出线约束线束走向,减少装配过程干涉。
2.3.5公母端搭配
插接件带针状或棒状一侧为公端,带簧片或管状一侧为母端。当一对插接件需要固定在车身或其他零件上时,通过公端插接件自带固定卡扣实现。为便于插接件对接与固定,工艺上建议按照以下原则搭配:
(1)安装顺序靠前的,应定义公端,插接件先固定在车身或其他上。安装顺序靠后的,应定义母端,将插接件再接到已固定好的公端插接件。应用实例如前保险杠线束连接到前舱线束。
(2)当插接件对接、固定空间受限或其他作业要素影响,按照前述装配顺序不利于装配的情况下,可选择先对接插接件,再固定卡扣的顺序作业,此情况下插接件公母端选型不受限制。
2.4橡胶件设计
2.4.1橡胶件简介
按橡胶件结构分为塑料骨架、无塑料骨架两种,按橡胶件固定方式分为单孔固定、双孔固定两种,见下表 5。
2.4.2橡胶件装配工艺要求
(1)带塑料骨架结构的橡胶件插入力不大于 50N。
(2)橡胶件保持力见下表 6。
(3)部分橡胶件受线束走向、橡胶件结构等要求,需按指定方向安装,应在橡胶件上提供标识。
(4)无塑料骨架的橡胶件的安装方向避免与线束走向相反,否则需将胶套完全穿过安装孔后,再安装孔背面安装橡胶件,增加装配工时。但装配空间限制、结构或密封原因除外。
(5)橡胶件后端各分支的插接件,钣金孔直径应大于“单个插接件和线束外径”的 1.1 倍。多个插接件聚集的位置,钣金孔直径应大于“同一位置插接件 + 线束外径”的 1.1 倍。为了保证装配效果和线束穿过孔后的完整性。如不满足,则需通过调整线束长度错开多个插接件位置,甚至加大钣金孔尺寸。钣金孔内也不能出现尖锐阻挡物。
2.5接地端子
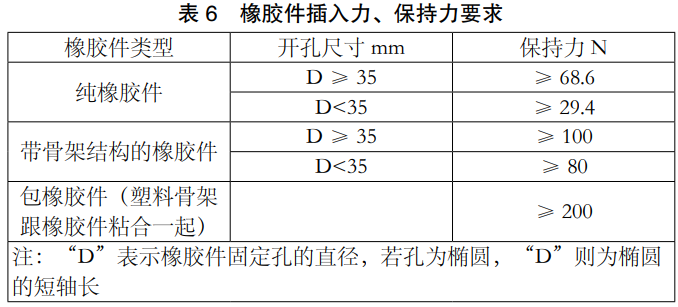
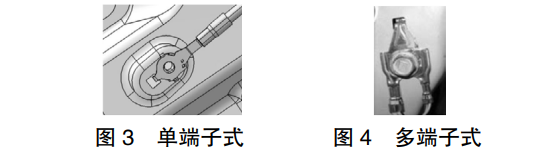
2.5.1端子分类
(1)单端子式,可连接的分支数较少,如图 3。
(2)多端子式,可连接的分支数较多,在电气性能满足情况下,采用叠片式可减少端子数量节省成本,如图 4。
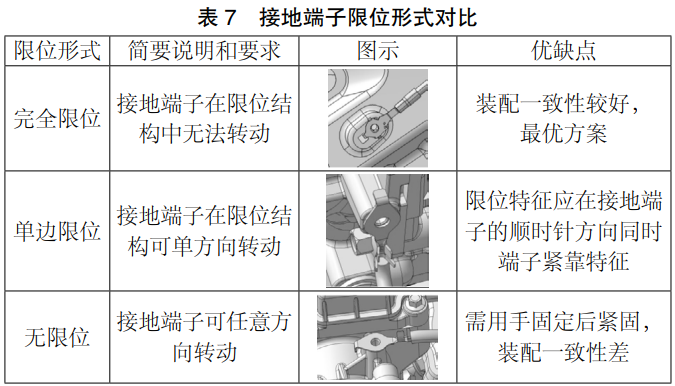
2.5.2限位形式
接地端子的限位形式对装配一致性和便利性影响较大,具体形式对比如下:
2.5.3空间布置
(1)接地端子的位置和方向需符合紧固时人机工学。建议操作手法为左手拿取端子,右手拿取工具,同时尽量避免紧固时手部交叉或扭曲。
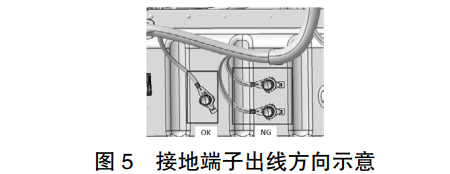
(2)当分支较硬较短,应避免分支出线方向与接地端子方向小于 90°,否则接地端子可能出现紧固困难,如图 5。
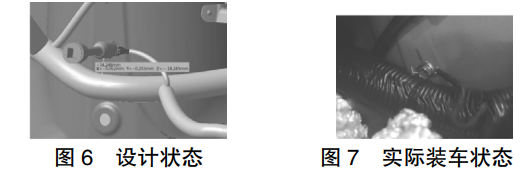
(3)当接地端子紧固点布置在线束附近,为避免操作空间不足和工具套筒与周边线束干涉,接地端子应布置在线束定位件周边(优先在线束正上方,避免视线遮挡),紧固套筒距离线束边缘不小于30mm。图 6 为设计状态套筒距离线束 14mm 情况,图 7 为实际装车状态,端子与线束已干涉。
03结束语
本文从汽车线束常见的装配要素入手,结合实际案例,分析汽车线束基于装配工艺的设计要点,提出了注意事项和建议。汽车线束在设计过程建立基于装配要素的设计要求,可提高零件的装配合理性和效率,从而提高装配质量,降低成本。但由于汽车线束实物与设计数模差异较大,设计时应更注重线束的多样性带来不同效果的影响和实物检证,建立科学完善的设计规范。
审核编辑:汤梓红
-
电子系统
+关注
关注
0文章
520浏览量
32383 -
数模
+关注
关注
0文章
40浏览量
15415 -
线束
+关注
关注
8文章
1165浏览量
26970 -
汽车线束
+关注
关注
4文章
210浏览量
16940 -
装配工艺
+关注
关注
0文章
6浏览量
6877
原文标题:浅谈汽车线束面向装配工艺的设计要点
文章出处:【微信号:wiring-world,微信公众号:线束世界】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
几分钟让你了解汽车线束的工艺和生产
0201元件装配工艺总结
0201元件3种不同装配工艺中不同装配缺陷的分布
变压器装配工艺
整机装配工艺过程
DELMIA可视化装配工艺仿真研究

PCB板的装配工艺介绍
汽车车灯前灯与后灯装配工艺介绍

汽车线束流水线装配工序中的生产工艺制作



评论