 橡胶开口衬套压装的工艺优化研究
橡胶开口衬套压装的工艺优化研究
摘 要:
通过控制橡胶开口衬套在压入时每个位置的定位情况,来保证衬套压入控制臂后衬套开口的角度;通过实验数据与摩擦理论相结合,分析了开口衬套压入力与推出力之间的关系。利用上述研究结果,优化了橡胶开口衬套压装的工艺,保证了开口的角度,减小了衬套开口角度对控制臂本身性能的影响,并采用在衬套外壳刷润滑油的方式,改变摩擦系数,维持压入力稳定在要求范围之内。
0
引言
随着人们生活质量的提高,汽车已经成为生活必需品,人们对汽车的实用性和舒适度要求也越来越高。为了减小震动,增大连接力,汽车底盘关键部位控制臂之间的连接很多都采用橡胶开口衬套。目前橡胶开口衬套采用的一些压装方法[1],一方面很难保证衬套在合适稳定的压入力下被压入控制臂中,这样可能会导致衬套推出力不合格,另一方面也很难保证衬套压装完成后,其开口的角度公差的稳定性,这样可能会影响控制臂本身的性能[2]。针对这两个问题,需要在工艺和机械方面进行一定的创新和优化,通过控制衬套压入时的外径和摩擦形式,来控制压入力的范围;通过全程机械定位销的控制,来保证衬套开口的角度,并结合相关设备和软件进行在线监控。
1
衬套压装流程及要求
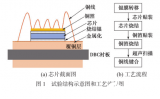
橡胶开口衬套的压装工艺过程是通过两个机构配合完成的,具体如图1数模展示,分为两个主要部分,一个是衬套工装部分,另一个是压装工装部分。首先,衬套手工安装在衬套工装上,进行定位、识别和刷油;然后,衬套工装上升到最高位置,抓手夹爪抓起衬套,将衬套放入到压装部分的收口机构中;最后,收口机构夹紧,伺服压机开始下压衬套,缓慢将衬套压入控制臂中。
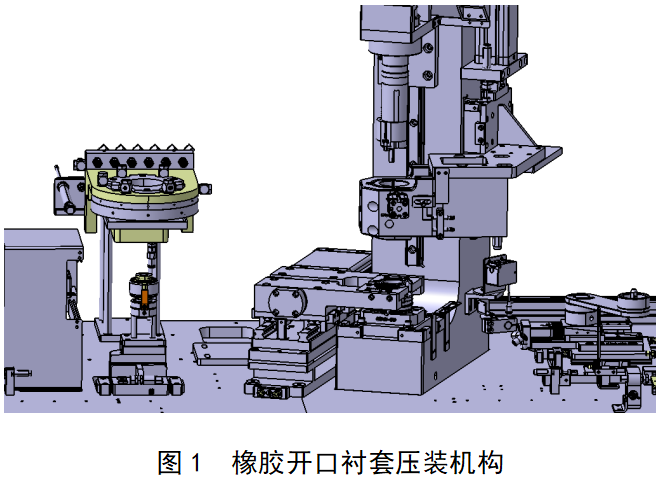
影响橡胶开口衬套压入后的角度和压入力的主要机构就两个:一个是衬套工装及刷油机构,另一个是衬套收口机构。后面会分别对这两个机构进行分析和研究。
通过以上两个结构,可以保证衬套压入后的角度公差和压入力的大小都控制在要求范围内。其中,衬套的角度公差,从衬套工装到压入控制臂的过程中要全程控制;衬套压入力则可以通过收口尺寸和接触表面摩擦情况共同控制,并百分百在线监控,如果超出范围,设备报警,并强制要求放入在线报废箱,以控制不合格品的流出。
1.1
衬套工装及刷油机构
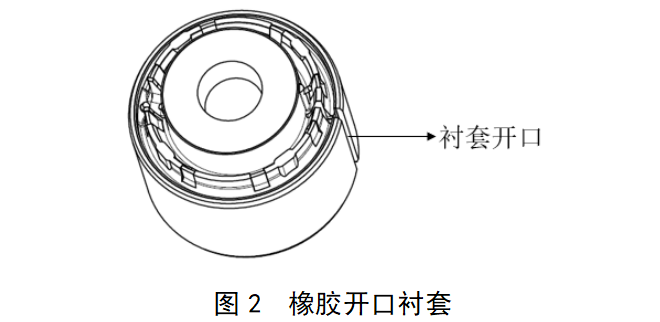
橡胶开口衬套如图2所示,由内芯、橡胶、外壳等三个部分构成,主要尺寸包括衬套内芯的内孔直径、衬套外径和外壳高度、衬套总高度、开口尺寸等。开口衬套首先人工安装在一个专用的衬套定位工装上,利用衬套的内芯内径和开口进行定位,并通过百分百在线影像监测来保证衬套型号正确,即判断其他尺寸是否正确。整个衬套工装底部有一个气缸可以自动升降,衬套工装上升过程中会经过一个刷油机构,毛刷会在衬套外壳金属上均匀地刷上一层润滑油,实现自动刷油。这一整套机构完成了衬套的安装、防错防漏、开口定位和刷油等工作。
1.2
衬套收口机构
当衬套工装上升到最高位置后,已经完成开口定位、刷油工作,安装在伺服电机的抓手精准自动地将衬套从衬套工装上抓起,放入专用的收口机构中,一种衬套对应一个专用收口机构,它有两个作用:一个是给衬套开口定位,防止在收口过程中衬套角度变化;另一个是将开口衬套缩小到固定尺寸后,压机开始进行衬套的压装,将衬套压入到控制臂中。
收口机构中上部的定位销,是根据衬套开口尺寸设计,保证在收口过程中定住衬套开口的中心位置,压机下压时,上压头开槽直接让开定位销位置,确保定位销使用寿命。
收口机构缩小到的固定尺寸既要防止衬套收口后外径太大,衬套无法压入或被压坏;也要防止收口后衬套外径太小,压入到控制臂时压入力太小而小于最大压入力下限,导致产品不合格。这个尺寸需要根据每种衬套和对应的控制臂的内孔直径进行设计。
2
衬套压装机构分析与设计
2.1
衬套工装上开口的定位
开口衬套的定位机构如图3所示,其中衬套的内径定位和底面定位面定位,用于保证抓手每次都能在同一位置和高度抓起衬套;开口定位销的作用是防止衬套角度转动,保证衬套的开口方向。
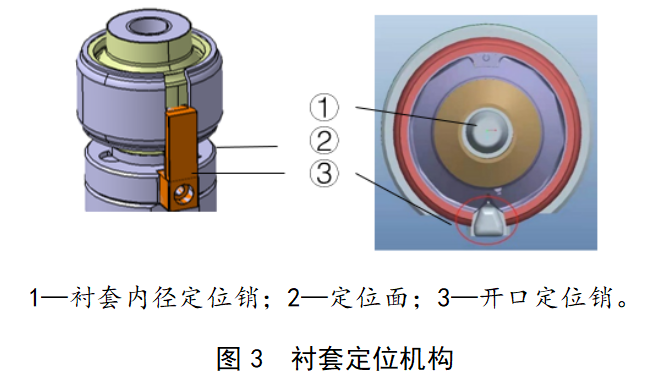
当衬套的开口尺寸是a±1.5 mm时,其定位销是一个难点,如表1所示,设计了3种形状的定位销:第一种类型是三角形的台阶定位销,其有效尺寸(三角形底边长度)是衬套开口尺寸的下限amin;第二种类型是长方形定位销,其有效尺寸是衬套开口尺寸的上限amax,定住衬套的外壳处;第三种类型是梯形定位销,其定位的最小尺寸是amin,最大尺寸是amax。
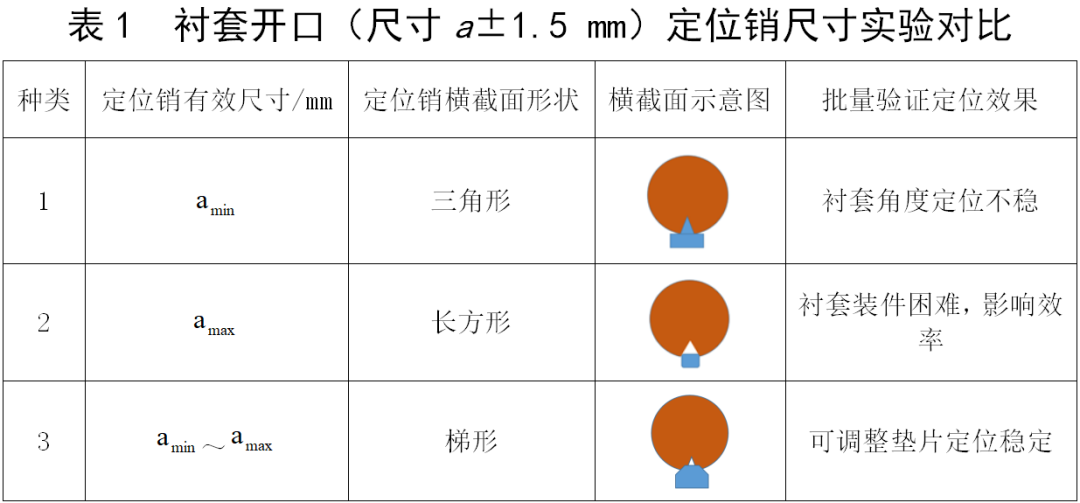
通过3个批次衬套压装生产验证,得出如下结论:
第一种定位销,根据圆周长公式:
C=2πR
其中C是圆周长,也是360°对应的圆弧长,衬套开口尺寸3 mm公差,加上转动的角度,结合起来就会有6.45°的公差,因此用amin大小定位销来定位最大尺寸是amax的开口,衬套角度定位不稳,会导致最终超差。
第二种定位销,由于是按照衬套开口尺寸最大值作为有效定位尺寸,经过现场生产实际调查,在进行衬套装件时,开口装件非常困难,现场人员装件速度明显减慢,以前装一个衬套只需要1 s,而此定位销则需要3 s,非常影响生产效率,且更换衬套批次后,定位销又无法调整。
第三种定位销的有效尺寸是amin~amax,可以通过增减垫片来控制定位销前移后退,因而保证了衬套开口的中心位置稳定。
最终选择第三种梯形定位销作为衬套开口的定位,实际生产在保证效率的基础上,尺寸也非常稳定。
2.2
收口机构及衬套开口的定位
衬套被抓手放入收口机构,收口机构如图4所示。
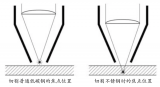
其中定位销就是衬套开口定位,因为在收口机构内部,无法随时进行调整,选择有效定位尺寸amin(即衬套开口尺寸的下限),并通过一个小气缸使定位销一直顶住衬套开口,起到中心定位的作用。结合公式(1)可以计算出衬套开口角度此处会有6.45°的公差,在图纸要求的±5°公差范围之内,可以满足要求。 收口机构如图5所示分为上、中、下三段。上部直径较衬套外径大,当抓手将衬套放入收口机构中时,衬套可能有点倾斜不稳,这时定位销就起到衬套开口定位的作用,当压机将衬套压入收口的中端部分,衬套开始收口,压入到下端部分,衬套收口完成,压机开始将衬套压入控制臂的孔中,这个过程衬套都没有受到径向力的作用,也不会发生转动。
因此,最终衬套压入控制臂后的开口位置才能确保在±5°的范围之内。
2.3
衬套压入力的控制
每种衬套的压入力和推出力都有要求,其中压入力需要控制在一定范围之内,可以通过在线监控软件百分百监测和控制,但推出实验是破坏性实验,不能百分百监测,所以只能通过压入力和推出力的关联性来控制。如图6所示,选用了两种不同的衬套,记录了30组衬套压入力和对应的推出力的数据。
从图6可以看出,橡胶开口衬套的推出力都是大于衬套的压入力的,主要原因是开口衬套在进行压装时,是通过收口机构将衬套的外径收缩到一个固定的尺寸,并在衬套外壳涂上了润滑油,再将衬套压入到控制臂中,即衬套的压入过程是一个边界摩擦过程。而推出实验的条件是要求产品放置24 h,等润滑油完全挥发后再进行实验,也就是说推出力实验是干摩擦过程。因此只要监控衬套的压入力,就能控制推出力的大小。
2.4
衬套压入力及刷油工艺分析
衬套压入控制臂的过程,可以理解为衬套的金属外壳与控制臂孔内壁之间发生滑动摩擦的过程。压入力就是摩擦力的大小。摩擦力公式如下:
f= μ·Fn
式中:Fn为正压力;μ为动摩擦因数。
可以看出滑动摩擦力与两个因素有关:一是接触面所受压力,二是接触面粗糙程度。
同一批次的衬套和控制臂,其两个接触面的粗糙程度几乎是不变的,因此假设μ是固定不变的。每个衬套在压入控制臂的过程中,被收口机构收缩到同一外径尺寸,所以接触面所受的压力只与衬套的开口大小有关,衬套开口在正常公差范围内越大,所受压力越大,摩擦力即衬套压入力也就越大,随着衬套慢慢压入到控制臂中,接触面积越来越大,正压力也就越来越大,一直到衬套被完全压入到设定的位移。
如果衬套的尺寸合格,其最大压入力超出了要求的最大值,可能就是因为动摩擦因数较大,导致摩擦力太大。由于公式(2)的摩擦是干摩擦状态,可以在衬套外壳涂抹上一层润滑油,让衬套外壳和控制臂之间形成一层极薄的油膜,由原来的干摩擦变为边界摩擦[3],衬套外壳和控制臂内孔的实际接触面积减小,只占名义接触面积的很小一部分[4],在边界摩擦定义内,润滑油的厚度、密度越大,成膜厚度就会越厚,实际接触面积就越小,因此衬套外壳刷完润滑油后,其摩擦力比没有润滑油时要小,可以有效降低衬套的压入力,使压入力降低到要求范围内。
衬套刷油机构,与衬套工装结合使用,衬套工装上升通过毛刷时,毛刷就给衬套外壳刷上一层润滑油。这一圈毛刷内径与衬套外径有关,确保刚好能刷到衬套外壳。通过PLC程序控制每个循环定时定量从毛刷根部的多个油孔喷出润滑油,保持毛刷上的油量,保持自动刷油的功能,实现边界摩擦的作用,从而控制住压入力的范围,且润滑油能够自行挥发掉,不会降低衬套推出力,从而保证了控制臂的装配性能。
3
结语
衬套的开口角度定位可以通过衬套工装和专用收口机构上的定位销实现,预防开口角度超出公差范围,影响控制臂的机械性能。衬套压装状态通过刷油工艺,由干摩擦变为边界摩擦,并结合收口的收缩尺寸固定控制,从而将衬套的压入力控制在要求范围之内,同时控制推出力,保证控制臂的压入力在百分百监控下稳定生产。
审核编辑 :李倩
-
工艺
+关注
关注
3文章
540浏览量
28590 -
橡胶
+关注
关注
0文章
22浏览量
8934 -
机械性能
+关注
关注
0文章
26浏览量
3658
原文标题:橡胶开口衬套压装的工艺优化研究
文章出处:【微信号:机电信息杂志,微信公众号:机电信息杂志】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
真我6000nit无双屏配第三代骁龙7+芯片问世
橡胶5G智能制造工厂数字孪生可视化平台,推进橡胶工业数字化转型
功率模块铜线键合工艺参数优化设计方案
IGBT模块银烧结工艺引线键合工艺研究
采用HLGA表面贴装封装的MEMS传感器产品提供PCB设计和焊接工艺的通用指南
电磁骚扰源为什么要尽量远离孔洞开口呢?
解析激光切割工艺在SMT钢网的应用
橡胶拉伸试验:如何使用拉力试验机进行试验?步骤详解

常用橡胶密封圈有哪几种类型
激光切割工艺在SMT钢网的应用

gbt528-2009 硫化橡胶或热塑性橡胶拉伸应力应变性能的测定
粒子群优化算法的应用 粒子群优化算法研究方法
如何测试橡胶材料高低温性能?橡胶聚合物拉力试验机操作指南





 工商网监
工商网监
评论