推挽输出电路工作原理以及注意事项
2022-04-28 14:40:08 52395
52395 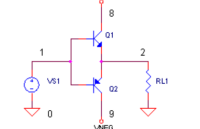
AD7656的特性及引脚功能AD7656的工作原理及系统构成使用AD7656有什么注意事项?
2021-04-20 06:18:53
PLL的好处是什么PLL是什么工作原理PLL的使用技巧?有什么注意事项?
2021-04-23 06:54:07
TouchGFX怎么使用?有哪些注意事项?
2021-10-14 06:47:30
介绍一下UPS电源安装的十大注意事项,下面一起来了解一下吧。1)UPS应该放置在市电输入插座附近,以便紧急情况时拔掉市电输入插头,切断电源。2)放置UPS...
2021-11-16 08:20:54
synplify201203sp2怎么安装?有什么注意事项?
2021-06-21 06:01:41
三菱伺服电机马达使用/安装注意事项?
2021-09-28 06:43:00
在工程机械车辆中,仪表、传感器的作用是显而易见的,它对整机及部件的工作状态进行有效的监控。如其不能正常工作,则无法反馈给操作者信息,也就不能及时发现故障隐患。 一、仪表的使用安装注意事项。 1
2021-09-10 08:13:17
MAX5865是什么工作原理?MAX5865的典型应用低功耗模拟前端MAX5865的电路设计有什么注意事项?
2021-04-08 06:35:38
HTTP协议是什么?HTTP协议的工作原理是什么?使用HTTP协议有哪几点注意事项?
2021-09-29 09:23:30
uVsion4的安装包和破解软件该怎样去使用呢?使用uVsion4的安装包和破解软件有哪些注意事项呢?
2022-01-24 06:43:50
全程图解MOS管工作原理及注意事项
2019-07-27 09:37:13
变频串联谐振耐压试验装置操作注意事项及接线注意事项有哪些?
2021-10-26 06:38:31
1)四旋翼安装四旋翼安装注意事项注意飞控飞行模式是x飞行,还是+飞行;不同的飞行模式飞控安装方式不同;注意电机转向;最后安装浆叶;注意浆叶转向;2)遥控器与飞控设置遥控器与飞控设置注意事项这里以qq
2021-09-02 06:18:01
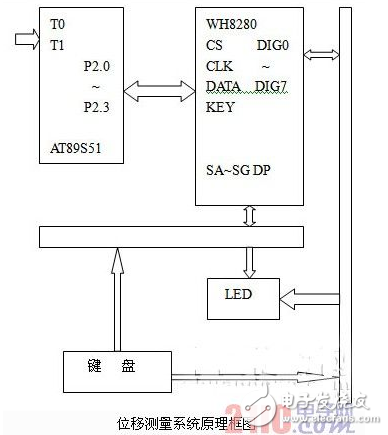
1 引言光栅数显系统主要用于普通机床,可直接显示机床加丁的长度值,有助于提高加工精度和效率。目前国内市场上的光栅数显系统大多采用国外集成电路实现,研发成本高,且不便于操作人员使用。针对这种状况,研发
2019-07-29 06:53:42
基于iTOP-3399开发板的RKTool驱动安装有哪些注意事项呢?有哪些安装步骤?
2022-03-07 06:34:32
如何安装arm-linux-gcc?有哪些注意事项?如何安装expat?如何安装qemu?
2021-12-24 06:56:51
如何安装keil5?有哪些注意事项?
2022-01-17 06:41:15
尺,数显箱,光栅尺数显箱、电子手轮、国产光栅尺、进口光栅尺、光栅尺的作用,光栅尺的安装,光栅尺的改造、光栅尺的原理,光栅尺是什么,光栅尺的安装技术,提供光栅尺的技术支持,光栅尺的工作原理与维护,上门安装
2021-10-23 16:12:54
斩波器的工作方式 一是脉宽调制方式,Ts(周期)不变,改变Ton(通用,Ton为开关每次接通的时间), 二是频率调制方式,Ton不变,改变Ts(易产生干扰)。斩波器的使用注意事项 1、在接线前先
2011-11-02 18:15:16
。(4)被测介质对涡轮不能有腐蚀,特别是轴承处,否则应采取措施。(5)注意对磁感应部分不能产生碰撞4 注意事项:(1)安装涡轮流量计前,管道要清扫。被测介质不洁净时,要加过滤器。否则涡轮、轴承易被卡住
2013-09-13 08:46:35
电解电容纹波电流及频率测试方法电容应用工作电压测试电容安装应用注意事项
2021-03-29 06:50:38
电容降压的工作原理、容抗计算以及注意事项1、电容降压的工作原理电容降压是利用电容在一定的交流信号频率下产生的容抗来限制最大工作电流。在理想电容器上并不产生功耗,如果电容是一个理想电容,则流过
2011-10-31 09:58:09
电路安装完毕后,通电前的检查有哪些特别注意事项?电路调试有哪些注意事项?
2021-04-22 06:44:38
电路PCB布局注意事项电路PCB布线注意事项
2021-03-01 08:22:41
绘制数显温度计电路图及PCB设计方法,有什么注意事项?PCB图的打印、转印与敷铜板的腐蚀加工与问题
2021-04-23 07:01:47
GPIO使用注意事项
2023-06-21 06:03:22
ram使用的注意事项有哪些?
2021-06-23 09:29:50
光栅数显系统的工作原理是什么?MCU掉电数据存储有什么功能?
2021-04-28 07:03:46
超声系统应用指南:超声系统的架构和原理,以及系统设计的注意事项
2021-01-20 06:55:15
超级电容应用的注意事项看了就明白
2021-03-29 08:17:24
车载GPS系统设计的特殊要求和注意事项是什么?
2021-05-11 07:00:16
全新一代农药残留检测仪操作的注意事项有哪些【云唐厂·YT-NY24
2021-03-23 10:53:19
机型名称预安装操作系统注意事项:机型名称 预安装操作系统注意事项VGN-Z49D/XWindows Vista® Business商用版(简体中文版)(64 位)VGN-Z47D/BWindows Vista® Business商
2009-12-31 12:13:10 1
1 PCB激光打标机不宜在哪些场合使用及其操作注意事项随着激光科技的快速发展激光打标机也获得了快速的发展。激光设备标刻技术在各行各业深受追捧,随着市场需求的不断扩大,市场竞争也增强,各行业
2023-08-18 10:00:39
LCM使用注意事项 1. 安装 LCD模块的安装是用PCB上的安
2006-04-16 21:38:071323 光栅的工作原理
常见光栅的工作原理都是根据物理上莫尔条纹的形成原理进行工作的。图4-9是其工作原理图。当使指示光栅上的线纹与标尺光栅上的线纹
2009-05-06 23:23:5921008 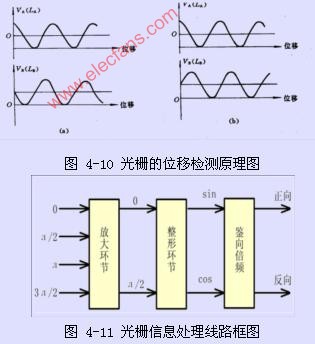
零序电流互感器安装注意事项
10kV中性点经低电阻接地系统在全国大城市电网上普遍采用。变电站、开闭站10 kV线路零序保护装置采用
2009-07-11 23:10:223326
铅酸蓄电池的安装步骤及注意事项
1)安装人员(或工程队)接到安装的任务指令,准备好相关的资料(
2009-10-20 09:28:105221 电脑安装前的注意事项
不过在安装之前我想特别提醒你注意下面这些内容: 第一、防止人体所带
2010-01-12 11:04:29479 供墨系统的使用注意事项
1、 在装有连供的喷墨打印机工作时,连续供墨外盒上面的通气孔千万不要封死,因为墨水在连供内部是流
2010-01-14 10:45:18853 Win7与XP的双系统安装及Ghost注意事项
Windows 7已经上市,为了尝鲜我安装了Windows 7 旗舰版,现在为Windows XP和Windows 7双系统状态,一主
2010-01-18 09:54:38526 傲龙微晶屏的使用技巧和注意事项
2010-02-10 10:03:36581 LED户外屏设计及安装注意事项:显示屏安装在户外,经常日晒雨淋,风吹尘盖,工作环境恶劣。
2012-03-22 09:25:52974 在设计PCB板时应注意的一些基本事项:相关PCB设计参数详解以及相关注意事项
2012-05-09 16:05:363353 quartus安装注意事项,感兴趣的小伙伴们可以瞧一瞧。
2016-11-22 17:22:530 LED背光衍生而出的LED平板灯,其光线均匀,无眩光,结构精致,得到了很多人的喜爱,本人通过2年对平板灯的设计开发,浅谈平板灯结构设计及注意事项,希望对大家能提供帮助。
2016-12-30 10:47:333164 本文主要介绍了人脸识别考勤机功能特点、人脸识别考勤机工作原理详细介绍、人脸识别考勤机安装注意事项、人脸识别考勤机的使用方法和人脸识别考勤机优缺点分析。
2018-01-02 11:08:1159870 本文开始阐述了体感应开关分类,介绍了人体感应开关应用场景,其次介绍了人体感应开关工作原理,最后介绍了人体感应开关的安装方法和教程及安装注意事项。
2018-02-09 11:24:5964367 在安装监控摄像头的时候,监控摄像头的安装布线注意事项是要人们特别注意的方面,安装安装监控摄像头的时候一定要选
2018-04-01 11:03:0019757 本文开始介绍了无线网桥分类与工作原理,其次介绍了无线网桥的作用及选择无线网桥应考虑因素,最后介绍了安装无线网桥的注意事项及软件调试注意事项。
2018-04-19 17:51:4623112 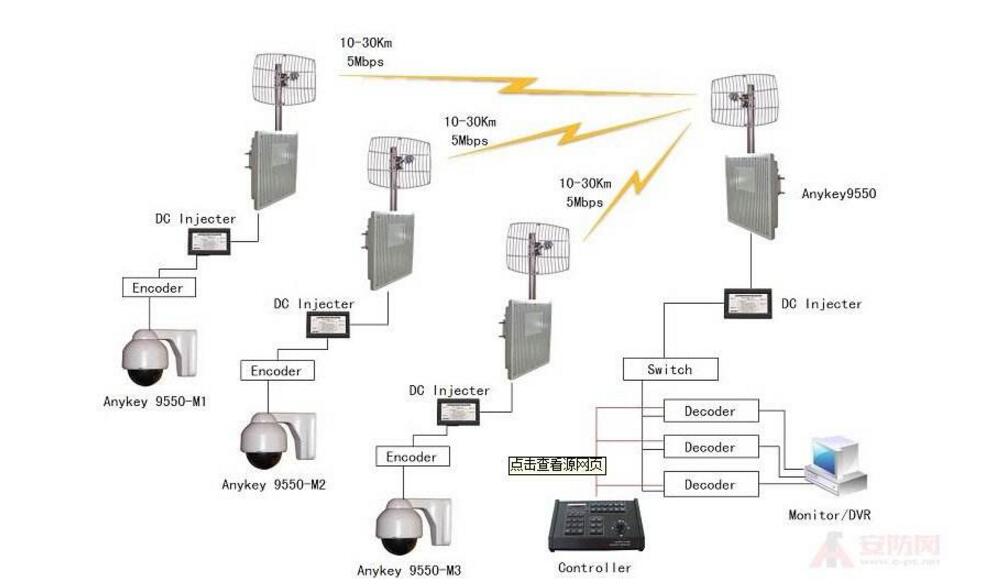
本文首先介绍而PUR热熔胶机特点及工作原理,其次阐述了PUR热熔胶复合机在安装安全事项及PUR热熔胶机日常操作和注意事项,最后介绍了PUR热熔胶机换胶时注意事项,具体的跟随小编来详细的了解一下。
2018-05-22 19:40:3114560 了解如何使用EE-Sim设计和仿真工具完成宽输入电压DC-DC转换器的电源设计。本视频介绍电压调节器工作原理、关键设计注意事项,以及快速设计、仿真和比较电源设计的步骤。视频还介绍喜马拉雅电源模块家族的独特品质,提供关于其系统要求和性能的信息。
2018-10-09 04:05:008451 本文首先介绍了熔断器的工作原理,其次介绍了熔断器的特点,最后介绍了熔断器的使用注意事项。
2019-06-04 15:14:176690 电风扇在夏天的时候,也是非常重要的家电之一,可以给我们的生活带来一些舒适。电扇重要的组成部分之一就是电动机,关于电扇的电动机我们知道它的工作原理是什么吗,我们或许不太注意这些事项。下面我们来介绍有关于电风扇电动机工作原理?电风扇电机的选购注意事项?
2019-08-18 09:10:249708 蒸汽流量计安装注意事项一、对直管段的要求:
2019-09-15 17:36:001734 本文首先介绍了高压负荷开关工作原理,其次介绍了高压负荷开关安装要求,最后介绍了高压负荷开关安装注意事项。
2019-11-05 11:24:578590 本文主要介绍了ups电池柜安装规范及注意事项。
2019-11-14 10:38:189568 本文主要阐述了腰轮流量计安装要求及安装注意事项。
2020-01-08 13:58:014833 传感器一般都安装在机床上,但其灵活性较强,所以其在机床上的位置是不固定的,可以选择其不同的部位进行安装。本文将对其安装过程中的一些注意事项做简单的介绍,以增进人们对光栅传感器的了解。
2020-02-23 05:26:004016 本文首先详细阐述了卤钨灯的工作原理,另外还介绍了卤钨灯的安装方法及注意事项。
2020-04-10 11:00:506253 压力传感器应用如此广泛,那么他的工作原理及在使用中的注意事项你了解多少呢?
2020-05-04 10:12:00991 磁粉制动器是根据电磁原理和利用磁粉传递转矩的。其具有激磁电流和传递转矩基本成线性关系的特点,在同滑差无关的情况下能够传递一定的转矩。本文重点给大家介绍下磁粉制动器工作原理,以及磁粉制动器使用注意事项。
2020-05-18 11:36:474796 温控器的使用范围极为广泛,它广泛应用于家电、电机、制冷或制热等众多产品中,其实它也是一种和我们生活紧密相关的电器;但是很多人仅仅只是知道温控器的存在,对温控器的工作原理和安装注意事项并不太了解。下面小编将为大家介绍一下液胀式温控器的工作原理和安装注意事项。
2020-06-03 16:18:527068 由于防爆型压力变送器拥有工作可靠、安装使用方便、性能价格比高、性能稳定以及防爆等级高等众多的特点,所以说如今的防爆型压力变送器在很多工业领域中都得到了应用。那么接下来我们就来了解一下防爆型压力变送器的工作原理及安装注意事项。
2021-02-14 17:11:006582 浅谈压力传感器的使用方法及注意事项
2021-03-10 17:36:3814 SIWAREX称重模块安装接线注意事项说明。
2021-05-09 10:23:166 工厂uwb人员定位系统在安装时有哪些注意事项?uwb定位基站的安装注意事项包括安装位置选择、安装高度、uwb基站布局、位置要求、支架安装、天线安装。
2021-05-27 15:53:372361 R32制冷剂空调安装维修注意事项及要点
2021-09-10 14:40:5115 广州兰瑟电子给大家介绍称重模块安装时常见问题及注意事项
2022-03-17 14:51:13731 Hqst盈盛(华强盛)电子导读:上一节给大家分享了Good wil1公司的GPI-5000T型的耐压强度/绝缘电阻检测仪的工作原理,这节起将分几节和大家分享耐压强度/绝缘电阻检测仪检测时的注意事项
2022-03-31 10:36:291449 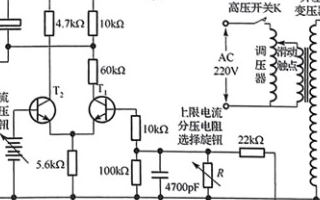
直角式常闭直动二位三位微型电磁阀安装注意事项
2022-06-24 15:04:036 超声系统的信号链设计注意事项
2022-10-31 08:24:000 ULLGA 封装的电路板安装注意事项
2022-11-15 19:42:010 可达0.01mm。内部结构简单,类似一个滑动变阻器原来,直线顶针位移带动圆轴滚动,带动电子电位器的电阻发生变化。下面和北斗了解光栅式位移计使用注意事项。光栅式位移
2023-01-05 15:43:03536 
使用注意事项
2023-07-07 19:04:510 安全光栅选择注意事项
2023-07-14 10:24:38507 
安全光幕安装注意事项 安全光幕广泛应用于自动化生产,机械加工等工作领域,并不断为企业带来生产效率和安全。那么安全光栅在安装的时候有什么注意事项呢? 1.需要根据设备的类型及保护要求确定合适型号的安全
2023-08-01 15:32:23309 安装振弦采集仪时需要注意以下事项。 低温下安装振弦采集仪注意事项 1. 保护振弦采集仪免受冻害 振弦采集仪通常包括振弦、信号缆线、放大器等部件,这些部件都需要保持在合适的温度范围内工作。在低温环境下,需要采取措施来
2023-10-16 11:02:08167 
展频IC布板注意事项
2023-04-14 10:12:054 传感器安装有哪些注意事项 智能传感器 钢筋计应变计数据采集 在安装传感器时,需要注意以下几点: 确保传感器能够准确感知目标物体或环境,并且不会受到其它外部干扰影响。 传感器的安装位置应尽量靠近目标
2023-11-08 09:19:38407 振弦式渗压计的安装方式及注意事项 振弦式渗压计是一种常用的测量土壤水位的仪器,可以用于监测地下水位、土壤含水量、岩层渗透系数等参数。其原理是依靠振弦的共振频率变化来测量介质中的压力变化
2023-11-20 13:27:38269 
轻负载时开关元件工作相关的注意事项
2023-12-14 15:43:59166 
霍尔元件使用的注意事项 霍尔元件是一种常见的电子元件,主要用于测量和检测磁场的变化。它具有灵敏度高、响应速度快、耐磁场干扰等优点,在各种应用中得到广泛使用。然而,为了确保霍尔元件的正常工作和延长
2023-12-18 14:56:17328 拉压力传感器的工作原理介绍 拉压力传感器的安装方法注意事项 拉压力传感器是一种用于测量物体受力情况的传感器。它能够将物体施加的拉力或压力转化为电信号输出,用于监测或控制系统。在工业生产、机械设备
2023-12-18 15:35:111433 光缆安装的主要注意事项 光缆安装是建设光纤网络的关键步骤之一,其正确安装对于网络质量和稳定性至关重要。下面将为大家详细介绍光缆安装的主要注意事项。 首先,光缆安装前要进行规划和设计。在实施光缆安装
2023-12-27 15:02:46199 无线网桥的工作原理 无线网桥的安装注意事项 无线网桥是一种用于扩充无线网络覆盖范围的设备,它可以通过无线信号来连接两个或多个网络,实现不同网络的互联互通。无线网桥通常由发射器和接收器组成,发射器
2024-02-03 16:27:29303 手机信号屏蔽器:工作原理、使用场景和注意事项?|深圳市特信电子有限公司
2024-03-18 09:04:53105
 电子发烧友App
电子发烧友App









 工商网监
工商网监
评论