 电子发烧友App
电子发烧友App












 创作
创作 发文章
发文章 发帖
发帖  提问
提问  发资料
发资料 发视频
发视频资料介绍
一、问题:循环启动无效!!!
机床设备在使用过程中,相信绝大多数人都会遇到以上问题——循环启动无效。主要表现在系统模式及操作方式正常,但是按下循环启动按键后,加工程序无法正常执行。这时候相信机床操作师傅一定急的是满头大汗,一边老板催着赶紧干活,一边却怎么按启动按键都没用。反复检查自己的操作过程,都发现没有问题,那么问题到底出在哪里呢,接下来我们就给大家介绍一下需要排查的几个方向:
二、原理介绍
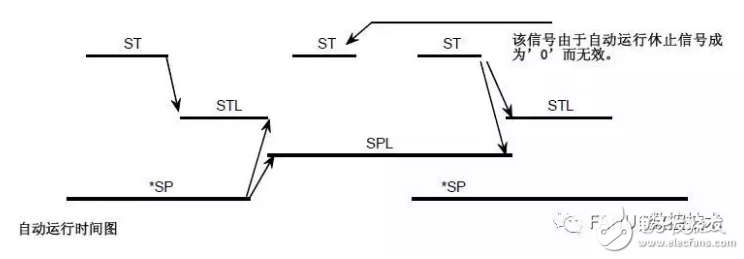
在FANUC系统中,循环启动信号ST(G007.2)需要在存储器运行方式(MEM)、DNC运行方式(RMT),以及手动数据输入方式(MDI)下才能生效。并且,在以上方式下只有将循环启动信号ST先置”1”再置”0”后,也就是PMC信号中通常所说的“下降沿”,系统才会成为自动运行启动状态,加工程序才能开始正常运行。
当然,对于FANUC系统来说,通过修改丰富而又强大的参数,也可以将循环启动信号ST所需的“下降沿”方式修改为“上升沿”,以实现同其他信号相类似的控制方式。但是,在以下几种方式下,循环启动信号ST是无法生效的!
三、排查思路
以下,给大家罗列出一些自动运行无法生效的情况:
1.系统MEM,RMT,MDI以外的方式;
这一点可能引起的原因也是多方面的,可能是操作不当引起模式错误,也可能是机床操作面板损坏引起无法正常切换模式,还有可能是系统使用的PMC梯图出现为题导致所选模式并不生效。当然,以上模式问题都是以实际系统画面中所显示的操作模式为准。
2.自动运行休止信号SP(G008.5)成为”0”的情形;
所谓的“自动运行休止信号SP”,其实也就是我们通常所说的“进给保持”信号。正常情况下,进给保持信号状态始终为”1”,而当进给保持信号变为”0”时,进给保持生效,系统自动运行状态被打断。机床使用过程中,只要按下循环启动按键,进给保持状态理应自行终止。如若不然,只需要进一步排查进给保持信号即可。
3.紧急停止信号成为”0”的情形;
机床如果急停状态未解除,循环启动当然无法生效。同样的,机床如果出现任何其他报警,CNC在处于报警状态下,循环启动信号ST均无法生效,报警状态包括系统报警、外部报警、伺服/主轴报警等等,即系统必须处于READY状态,并且没有任何报警,才能顺利进行循环启动。
4.复位&倒带信号RRW、外部复位信号ERS处于”1”的情形;
当复位&倒带信号RRW为”1”时,CNC处于复位状态/清除状态,而复位信号本身可以终止系统的自动运行状态。因此该状态下,循环启动信号ST无效。
将信号 ERS 设定为”1”时,CNC被复位,成为复位状态。CNC 处在复位处理中时,复位中信号RST 成为”1”。同理,当系统MDI面板上的Reset键按下时,循环启动信号ST同样无效。
5.自动运行启动中的情形;
如果机床本身就已经启动了自动运行,CNC正处于自动运行状态下,此时按下循环启动按键必然无效。
6.程序再启动信号SRN信号成为”1”的情形;
程序再启动功能应该很多“发友”们都有用过,也有更多人将这个功能称之为“断点加工”。那么在进行断点加工的过程中,系统需要针对断点前的加工程序快速扫描,以便恢复程序“断点”前的加工模态。因此该过程中,循环启动无法执行,循环启动信号ST需要在扫描完成后才能继续生效。因此,程序再启动或者系统处于程序顺序号检索的过程中,循环启动信号ST均为无效。
以上介绍的六种情形就是常见的机床无法实现循环启动的原因,如果具体遇到具体的问题时,建议大家根据实际情况仔细排查,真相通常只有一个哦!
- FANUC系统共性故障排除及故障分析 4次下载
- 机器人弧焊FANUC Robot使用说明书下载 2次下载
- FANUC机器人的系统维修资料合集 15次下载
- FANUC系统M码指令的写法资料免费下载 5次下载
- 常见的FANUC报警原因及解决方法分析:第六期 1次下载
- 常见的FANUC报警原因及解决方法分析:第五期 1次下载
- 常见的FANUC报警原因及解决方法分析:第三期 1次下载
- 分析在FANUC刚性攻丝相关报警 4次下载
- 基于FANUC 0i数控系统维修与实践 27次下载
- FANUC系统调试资料汇编 15次下载
- FANUC_O系统操作编程说明书 12次下载
- RRU故障排查指导手册 39次下载
- 600MW超临界锅炉带循环泵启动系统的控制设计与运行 21次下载
- 利用系统标志位诊断数控车床故障一例 11次下载
- fanuc的中文资料 0次下载
- Linux系统中调用脚本的常见方法 415次阅读
- 雅马哈YS/YSM系列贴片机故障排查方法 1466次阅读
- FANUC-β伺服报警的故障诊断及处理 1524次阅读
- for循环和forEach的差异 829次阅读
- PLC循环指令的工作原理 8996次阅读
- 描述mcp内核常见问题的排查方法帮助快速排查定位问题 1790次阅读
- 一文了解window电脑控制面板的快速启动 8.3w次阅读
- FANUC机器人建立part carrier和跟踪参数的方法 3473次阅读
- 如何万用表排查电路板故障 3.7w次阅读
- 如何使用FANUC程序计时指令详细概述 1.2w次阅读
- 如何更换FANUC机器人本体电缆 8955次阅读
- FANUC机器人宏程序自动运行的方法及启动宏程序的步骤教程 4.4w次阅读
- FANUC系统操作编程报警号 1.3w次阅读
- 建立一个方法和套路来对 Load 高问题排查 5022次阅读
- 采用SI置警敏器网络有效或无效方法电路图 1806次阅读

 上传资料赚积分
上传资料赚积分下载排行
本周
- 1TC358743XBG评估板参考手册
- 1.36 MB | 330次下载 | 免费
- 2开关电源基础知识
- 5.73 MB | 11次下载 | 免费
- 3100W短波放大电路图
- 0.05 MB | 4次下载 | 3 积分
- 4嵌入式linux-聊天程序设计
- 0.60 MB | 3次下载 | 免费
- 5DIY动手组装LED电子显示屏
- 0.98 MB | 3次下载 | 免费
- 6基于FPGA的C8051F单片机开发板设计
- 0.70 MB | 2次下载 | 免费
- 751单片机PM2.5检测系统程序
- 0.83 MB | 2次下载 | 免费
- 8基于51单片机的RGB调色灯程序仿真
- 0.86 MB | 2次下载 | 免费
本月
- 1OrCAD10.5下载OrCAD10.5中文版软件
- 0.00 MB | 234315次下载 | 免费
- 2555集成电路应用800例(新编版)
- 0.00 MB | 33566次下载 | 免费
- 3接口电路图大全
- 未知 | 30323次下载 | 免费
- 4开关电源设计实例指南
- 未知 | 21549次下载 | 免费
- 5电气工程师手册免费下载(新编第二版pdf电子书)
- 0.00 MB | 15349次下载 | 免费
- 6数字电路基础pdf(下载)
- 未知 | 13750次下载 | 免费
- 7电子制作实例集锦 下载
- 未知 | 8113次下载 | 免费
- 8《LED驱动电路设计》 温德尔著
- 0.00 MB | 6656次下载 | 免费
总榜
- 1matlab软件下载入口
- 未知 | 935054次下载 | 免费
- 2protel99se软件下载(可英文版转中文版)
- 78.1 MB | 537797次下载 | 免费
- 3MATLAB 7.1 下载 (含软件介绍)
- 未知 | 420027次下载 | 免费
- 4OrCAD10.5下载OrCAD10.5中文版软件
- 0.00 MB | 234315次下载 | 免费
- 5Altium DXP2002下载入口
- 未知 | 233046次下载 | 免费
- 6电路仿真软件multisim 10.0免费下载
- 340992 | 191186次下载 | 免费
- 7十天学会AVR单片机与C语言视频教程 下载
- 158M | 183279次下载 | 免费
- 8proe5.0野火版下载(中文版免费下载)
- 未知 | 138040次下载 | 免费





 工商网监
工商网监
评论